
Industrial conveyor belts are produced through a series of carefully controlled processes, including raw material selection, rubber compounding, calendaring, and high-temperature vulcanization. The quality of the conveyor belt rubber used in this process directly determines the belt’s durability and performance in demanding applications. Without reliable conveyor belt rubber, bulk material handling systems can suffer from frequent breakdowns, increased maintenance costs, and safety risks for operators. Poor belt performance may also lead to material spillage, slippage, and inefficient production flow. By adopting advanced conveyor belt rubber designed for strength and wear resistance, manufacturers can achieve stable material transport, reduce operational interruptions, and improve long-term productivity.
What are the main parts of a conveyor belt rubber system?
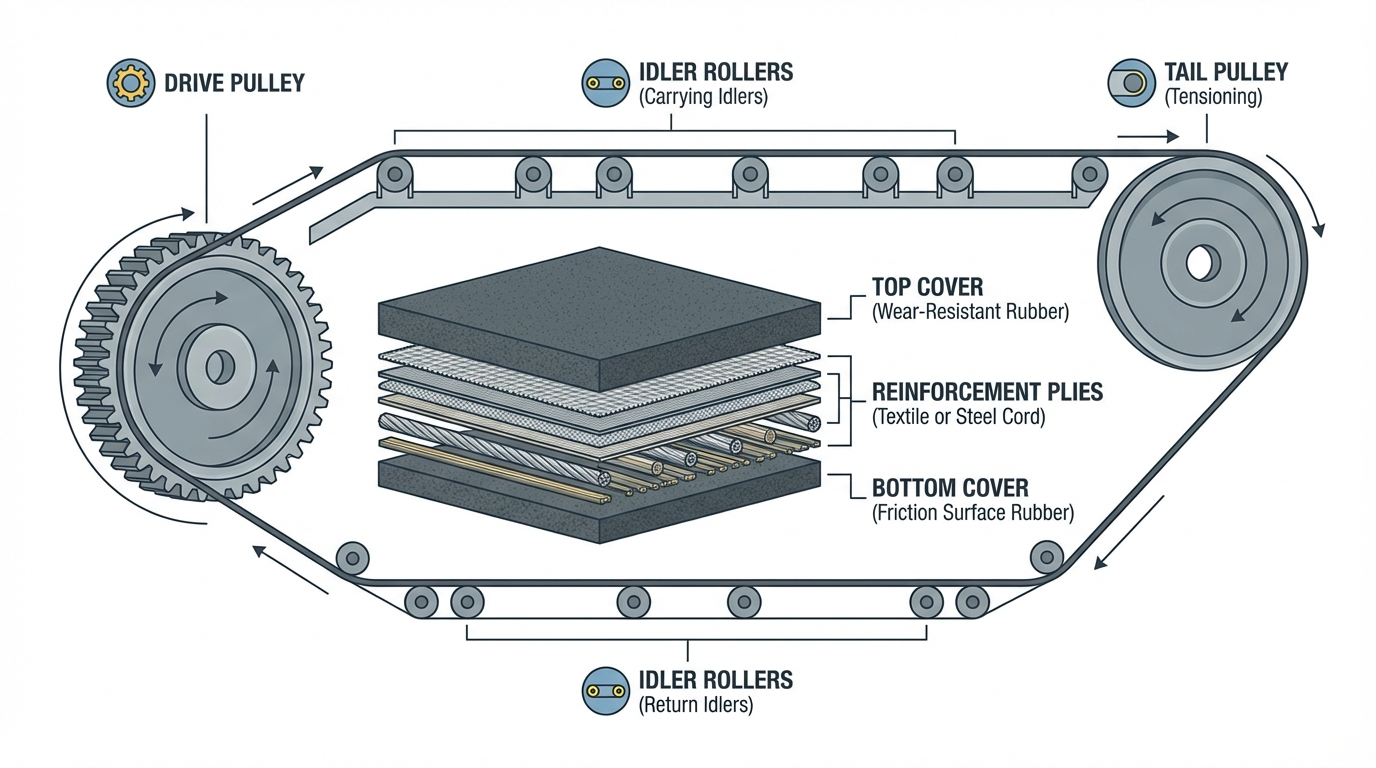
The primary parts of a conveyor belt rubber system include the top and bottom covers, the reinforcement carcass, and the mechanical drive components. You must understand how these layers interact to ensure the system handles the specific weight and abrasion of your materials. The carcass provides the necessary tensile strength while the rubber covers protect the internal structure from external environmental damage.
Frame and Drive Pulleys
The frame acts as the structural skeleton for the entire assembly, providing stability during high-speed operations. You rely on the drive pulley to transmit power from the motor to the belt surface effectively.
- Drive Pulley: The primary mover of the system.
- Snub Pulley: Increases the wrap angle for better traction.
- Lagging: Enhances friction between the pulley and the belt.
Think about it: without a robust frame, even the strongest belt would fail under the vibration of heavy loads.
Tail Pulleys and Idler Rollers
Tail pulleys are located at the loading end and provide the necessary tension to keep the belt taut. You use idler rollers to support the weight of both the belt and the carried material across long distances.
Belt Cleaners and Safety Devices
Belt cleaners prevent material carry-back, which can cause rollers to seize and damage the belt surface. You should also install emergency stop cords and speed sensors to protect your equipment and personnel.
Key TakeawayA complete conveyor system is only as reliable as its weakest component, making the synergy between rubber covers and mechanical hardware essential for uptime.
| Component | Primary Function | Maintenance Priority | |
|---|---|---|---|
| Rubber Covers | Protect the internal carcass | High (Visual checks) | |
| Reinforcement | Carry the tensile load | Medium (Splice monitoring) | |
| Drive Pulley | Transfer mechanical energy | High (Bearing lubrication) |
The internal hardware configuration must be perfectly aligned with the belt’s physical properties to prevent premature wear and mechanical failure.
How are raw materials for conveyor belt rubber selected?

Selection starts with choosing high-grade natural and synthetic polymers that determine the core performance of the conveyor belt rubber. You must evaluate the environment—whether it is oily, abrasive, or extremely hot—to decide which base compound will offer the longest service life. High-quality raw materials ensure that the final product maintains flexibility even under high-tension loads.
Natural and Synthetic Compounds
Natural rubber is prized for its excellent resistance to fatigue and high elasticity during heavy impacts. You might choose synthetic compounds like SBR or Nitrile if your application involves chemicals or petroleum-based products.
You might be wondering: which one is better for mining? Generally, a blend of natural rubber and SBR offers the best balance of price and abrasion resistance.
- Natural Rubber: High tear strength and flexibility.
- SBR: Improved heat and aging resistance.
- Nitrile (NBR): Exceptional oil and grease resistance.
High-Strength Fabric Insertions
Fabric insertions, typically made of polyester or nylon, define the belt’s ability to withstand stretching. You use these textile plies to create a flexible yet firm core that supports the material weight.
Specialized Chemical Additives
Chemical additives such as carbon black and antioxidants are mixed into the base polymer to enhance durability. You use these to prevent the belt from cracking when exposed to sunlight or ozone.
Key TakeawayMaterial selection is a precision science where the chemical makeup of the belt determines its operational limits and overall ROI.
| Raw Material | Key Benefit | Typical Application | |
|---|---|---|---|
| Natural Rubber | Impact Absorption | Hard Rock Mining | |
| Carbon Black | Abrasion Resistance | General Bulk Handling | |
| Polyester Fabric | Low Elongation | Long Distance Systems |
This careful balance of polymers and additives ensures that the belt does not degrade prematurely under harsh industrial conditions.
What is the conveyor belt rubber compounding process?

Compounding is the process of mixing raw polymers with additives in a high-intensity mixer to create a uniform conveyor belt rubber blend. You must monitor temperature and mixing time closely to ensure the chemical reaction occurs correctly without “scorching” the batch. This step transforms disparate raw materials into a cohesive, workable material ready for shaping.
The Banbury Mixer Stage
The Banbury mixer is the workhorse of the compounding stage, utilizing massive rotors to knead the rubber under pressure. You feed the machine specific ratios of polymers and fillers to achieve the desired hardness.
Here is the kicker: if the mixing temperature isn’t controlled, the entire batch can become unusable in seconds.
- Mixing Rotors: Heavy-duty blades for thorough dispersion.
- Cooling System: Prevents premature vulcanization.
- Pressure Ram: Forces materials into the mixing zone.
Ensuring Material Consistency
Consistency is achieved by following strict formulas and ensuring that fillers like carbon black are evenly distributed. You must avoid clumps or air pockets that could weaken the finished belt.
Testing Batch Parameters
Every batch undergoes rheometer testing to check its curing profile and viscosity before it moves to the next stage. You verify that the material meets the specific tensile requirements of your order.
Key TakeawayPrecision compounding ensures that every meter of the belt performs identically, preventing weak spots that could lead to catastrophic failure.
| Step | Goal | Equipment | |
|---|---|---|---|
| Charging | Accurate raw material ratios | Automated Scales | |
| Mastication | Breaking down polymer chains | Banbury Mixer | |
| Masterbatch | Dispersing fillers/additives | Internal Mixer |
The homogeneity achieved in this stage is the foundation for the belt’s physical integrity and its resistance to environmental stress.
How does calendaring shape every conveyor belt rubber sheet?

Calendaring uses high-pressure rollers to transform bulk conveyor belt rubber into smooth sheets of precise thickness. You use this machine to either create the top/bottom cover sheets or to squeeze rubber into the fabric plies for maximum adhesion. The rollers are heated to maintain the rubber’s flowability while ensuring a mirror-smooth finish.
Consistent Thickness Control
The gap between the rollers is adjusted with micron-level precision to ensure the belt meets your specific gauge requirements. You rely on automated sensors to maintain this uniformity across the entire width of the sheet.
It gets better: modern calendaring machines can adjust their pressure in real-time to compensate for any variations in material density.
- Heated Rollers: Ensure smooth material flow.
- Gauge Sensors: Monitor sheet thickness continuously.
- Take-up Rolls: Wind the finished sheet for storage.
Embedding Fabric Reinforcements
During the frictioning process, the calendar forces rubber deep into the weave of the textile reinforcement. You do this to create a mechanical bond that prevents the layers from delaminating during service.
Continuous Sheet Production
The result is a continuous roll of uncured rubber sheet that is ready for the final assembly. You must handle these rolls carefully to prevent contamination or accidental stretching before they are cured.
Key TakeawayCalendaring is the stage where the belt’s dimensional accuracy is finalized, ensuring it fits your conveyor frame perfectly.
| Feature | Production Benefit | Impact on Belt | |
|---|---|---|---|
| High Pressure | Deep fabric penetration | Stronger internal bond | |
| Thermal Control | Consistent viscosity | Smooth surface finish | |
| Precision Rollers | Uniform thickness | Predictable wear life |
Achieving a uniform gauge is vital for tracking, as uneven thickness can cause the belt to wander and damage its edges.
Why is vulcanization critical for conveyor belt rubber?

Vulcanization is the chemical process that gives conveyor belt rubber its final strength, elasticity, and heat resistance. You place the assembled belt into a massive press where heat and pressure trigger molecular cross-linking between the polymer chains. Without this critical step, the rubber would remain a soft, plastic-like substance incapable of carrying industrial loads.
Activating Curing Agents
Sulfur and other accelerators mixed into the compound react when the temperature reaches a specific threshold. You must maintain this heat for a precise duration to ensure a full “cure” throughout the belt’s thickness.
But wait, there’s more: over-curing can make the rubber brittle, while under-curing leaves it too soft and prone to stretching.
- Steam Heat: Provides the energy for the reaction.
- Hydraulic Pressure: Compresses the layers into a solid unit.
- Platen Surface: Shapes the final texture of the belt.
Molecular Cross-Linking
This process creates a stable three-dimensional network of molecules that allows the belt to stretch and snap back without permanent deformation. You rely on this elasticity to handle the shock loads of material falling onto the belt.
Achieving High Durability
The final result is a tough, thermoset material that can withstand extreme temperatures and heavy abrasion. You can now trust the belt to perform in environments ranging from freezing quarries to hot cement plants.
Key TakeawayVulcanization transforms raw rubber into an industrial-grade material, defining the ultimate longevity and performance limits of the belt.
| Variable | Requirement | Result of Failure | |
|---|---|---|---|
| Temperature | 140°C – 160°C | Poor chemical bonding | |
| Time | Specific to belt gauge | Brittle or soft rubber | |
| Pressure | High Hydraulic Force | Layer delamination |
Precise control over the curing cycle is the hallmark of a premium manufacturer, ensuring consistent quality across the entire production run.
How is a finished conveyor belt rubber roll shaped and cut?

Shaping and cutting involve using automated machinery to trim the conveyor belt rubber edges and slice the roll into your required widths. You must ensure the edges are perfectly straight to prevent tracking issues once the belt is installed on your system. Precision cutting also allows for the removal of any flash material created during the vulcanization process.
Automated Precision Cutting
Laser-guided blades or high-pressure water jets are used to slice through the thick rubber and reinforcement layers. You can order custom widths up to 3200mm to fit large-scale industrial systems.
Look at it this way: a clean, vertical cut on the edge prevents fraying of the internal fabric plies over time.
- Edge Trimming: Removes excess cured rubber.
- Slitting: Divides wide rolls into multiple narrower belts.
- Width Calibration: Ensures the belt fits the idler rollers.
Cooling and Shape Restoration
After leaving the hot vulcanization press, the belt must be cooled gradually to prevent internal stresses. You allow the rubber to stabilize so that it maintains its dimensions when tensioned.
Surface Texturing Techniques
Some belts receive secondary treatments like diamond-pattern grinding or the addition of cleats for inclined transport. You choose these textures based on the friction requirements of your specific material.
Key TakeawayFinal shaping ensures the belt is ready for immediate installation, meeting the exact dimensional specs of your conveyor hardware.
| Process | Objective | Equipment | |
|---|---|---|---|
| Slitting | Create custom belt widths | Circular Blades | |
| Squaring | Ensure straight belt path | Laser Alignment | |
| Texturing | Increase material grip | Grinding Units |
The accuracy of the final cut directly affects how easily the belt can be spliced and tracked during its first few hours of operation.
What quality tests do conveyor belt rubber products need?

Quality testing involves a battery of physical and chemical evaluations to confirm the conveyor belt rubber meets international standards like ISO or DIN. You must verify the tensile strength, elongation at break, and abrasion resistance to ensure the belt will survive its intended application. Testing provides the data necessary to guarantee a specific service life to the end-user.
Tensile Strength Evaluation
This test pulls a sample of the belt until it breaks to determine its ultimate load-carrying capacity. You use this data to calculate the safety factor for your specific conveyor installation.
Believe it or not: high-tensile belts can support hundreds of tons of material while stretching less than 2% over their entire length.
- Electronic Tensometer: Records the stress-strain curve.
- Breaking Point: The maximum force the belt can handle.
- Elastic Recovery: How well the belt returns to its shape.
Abrasion Resistance Testing
A rotating abrasive drum is used to measure how much rubber is worn away under friction. You look for low volume loss, which indicates a belt that will last longer when transporting sharp rocks or ore.
Tear and Puncture Checks
Testing for tear propagation ensures that a small nick in the rubber won’t turn into a catastrophic rip. You rely on these tests to ensure the belt can handle sharp metal or wood fragments found in recycling or mining.
Key TakeawayRigorous testing removes the guesswork from belt performance, allowing you to plan maintenance schedules with high confidence.
| Test Type | Standard Parameter | Operational Impact | |
|---|---|---|---|
| Tensile | N/mm (Newton per mm) | Maximum Load Capacity | |
| Abrasion | mm3 (Volume loss) | Surface Wear Life | |
| Adhesion | N/mm (Ply bond) | Resistance to peeling |
Reliable test reports are your primary insurance against substandard products that could lead to expensive system failures.
Which reinforcements are used in conveyor belt rubber?

Reinforcements are the backbone of the conveyor belt rubber, providing the structural integrity needed to withstand high tension and impact. You must choose between textile fabric plies for general-purpose use or steel cords for high-capacity, long-distance transport. The choice of reinforcement dictates the belt’s flexibility, strength, and overall weight.
EP Fabric and Textile Plies
EP fabric (Polyester warp and Polyamide weft) is the most common reinforcement due to its high strength and low stretch. You use multiple plies of this fabric to create a versatile belt for mining and general industry.
The best part? Textile belts are easier to splice and more flexible than steel, making them ideal for smaller pulley diameters.
- Polyester (Warp): Provides low longitudinal stretch.
- Nylon (Weft): Offers excellent troughability and impact resistance.
- Carcass Layers: Glued together with rubber skim coats.
Heavy-Duty Steel Cord Cores
For extremely long distances or vertical lifts, you should select steel cord belts. These utilize high-tensile steel cables embedded in the rubber to virtually eliminate belt stretch.
Solid Woven Reinforcements
Solid woven belts are used in underground mining where flame retardancy is a legal requirement. You benefit from a single-ply, high-strength core that is saturated with PVC or rubber compounds.
Key TakeawayMatching the reinforcement type to your system’s tension requirements is the most critical step in optimizing belt performance.
| Reinforcement | Key Advantage | Best For | |
|---|---|---|---|
| EP Fabric | High Flexibility | General Purpose | |
| Steel Cord | Zero Stretch | Long Distance / High Lift | |
| Solid Woven | Fire Resistance | Underground Coal Mining |
The internal architecture of the belt determines how well it will track and how much weight it can carry without sagging between idlers.
What are common industrial uses for conveyor belt rubber?

Common industrial uses for conveyor belt rubber span across heavy-duty sectors such as mining, cement production, and port logistics. You will find these belts moving massive volumes of coal, iron ore, and grain to keep global supply chains moving efficiently. Because of their adaptability, they are used in both stationary factory lines and mobile equipment in quarries.
Mining and Ore Transport
In open-pit and underground mines, rubber belts carry abrasive materials over miles of rugged terrain. You require belts with high impact resistance to handle the shock of rocks falling from primary crushers.
As it turns out: specialized “Super Brute” belts are often used here to resist the sharp, jagged edges of iron ore.
- Primary Conveyors: Transport ore from the pit to processing.
- Stockpile Belts: Used for bulk storage and reclaiming.
- Overland Systems: Connect remote mine sites to rail heads.
Cement Plant Material Handling
Cement plants use rubber belts to move limestone and red-hot clinker through various stages of production. You need specialized heat-resistant grades to prevent the rubber from melting or cracking near the kilns.
Port Terminal Bulk Operations
Ports utilize high-speed, wide belts to load and unload ships in record time. You rely on their high throughput capacity to manage thousands of tons of grain or coal every hour.
Key TakeawayRubber conveyor belts are the literal lifeblood of global heavy industry, enabling the mass transport of essential raw materials.
| Sector | Material Handled | Critical Belt Property | |
|---|---|---|---|
| Mining | Copper / Iron Ore | Extreme Abrasion Resistance | |
| Agriculture | Grain / Fertilizer | Oil and Moisture Resistance | |
| Logistics | Parcels / Bags | Grip and Low Noise |
The versatility of rubber compounds allows for a tailored solution regardless of the chemical or physical nature of the material you move.
How is heat-resistant conveyor belt rubber manufactured?

Heat-resistant conveyor belt rubber is manufactured by using specialized synthetic polymers like EPDM that can withstand prolonged exposure to high temperatures. You must utilize these specific compounds for materials like hot clinker or sintered ore that would quickly destroy standard rubber. The manufacturing process involves a more complex vulcanization cycle to ensure the polymers achieve their maximum thermal stability.
High-Temperature Compounds
Compounds are rated for continuous service at temperatures often exceeding 200°C. You select the grade—such as T1, T2, or T3—based on the maximum heat of your material and the cooling time available.
The reality is: using a standard belt for hot materials is a fire hazard and will lead to total system failure within days.
- EPDM Base: The gold standard for thermal aging resistance.
- Heat Stabilizers: Prevent oxidation at high temperatures.
- Specialty Reinforcements: Glass fiber or heat-treated textiles.
EPDM and Specialized Polymers
EPDM offers superior resistance to heat, ozone, and weather, making it ideal for outdoor industrial plants. You benefit from its ability to maintain flexibility even after months of high-temperature service.
Extreme Environment Performance
These belts are tested in ovens to simulate years of service in hot environments. You look for minimal loss in tensile strength and hardness after these accelerated aging tests to verify performance.
Key TakeawaySpecialized thermal engineering is required to prevent belt hardening and cracking in high-heat industrial applications.
| Grade | Max Material Temp | Typical Use Case | |
|---|---|---|---|
| HR (T1) | 120°C | Foundry Sand | |
| SHR (T2) | 150°C | Hot Limestone | |
| Ultra (T3) | 200°C+ | Hot Clinker / Slag |
Investing in the correct heat grade dramatically reduces your total cost of ownership by extending the interval between belt replacements.
Choosing the right material handling solution is the difference between a high-efficiency operation and a costly logistical nightmare. We solve the problems of premature belt wear, excessive stretching, and material spillage by providing factory-direct, high-performance rubber solutions. Whether you are managing a massive open-pit mine or a precision cement plant, our engineering team is ready to help you optimize your conveyor system. Our vision is to empower global industries with the most durable and reliable belting technology available. If you need a customized technical consultation or a competitive quotation, feel free to contact us today to start your partnership.
Frequently Asked Questions (FAQ)
Can I use conveyor belt rubber for mining operations?Yes, heavy-duty rubber belts are specifically engineered with high impact and tear resistance to handle the rigorous demands of ore and coal transport in mining environments.
What’s the best conveyor belt rubber for heat resistance?The best option is a belt manufactured with specialized EPDM or heat-tolerant synthetic compounds, designed to withstand continuous material temperatures exceeding 200°C.
Is conveyor belt rubber resistant to industrial chemicals?It depends on the specific compound used. Specific grades of rubber, such as Nitrile or Neoprene, are required during manufacturing to provide excellent resistance to oils, greases, and corrosive industrial chemicals.
How long does a standard conveyor belt rubber roll last?It depends on the material handled and maintenance levels. However, a high-quality belt used in standard conditions can last for several thousand operating hours before requiring replacement.
Can I customize the width of conveyor belt rubber?Yes, industrial manufacturers use automated cutting machines to provide custom belt widths, often ranging up to 3200mm, to fit your specific conveyor system frame.