Food-Grade Materials
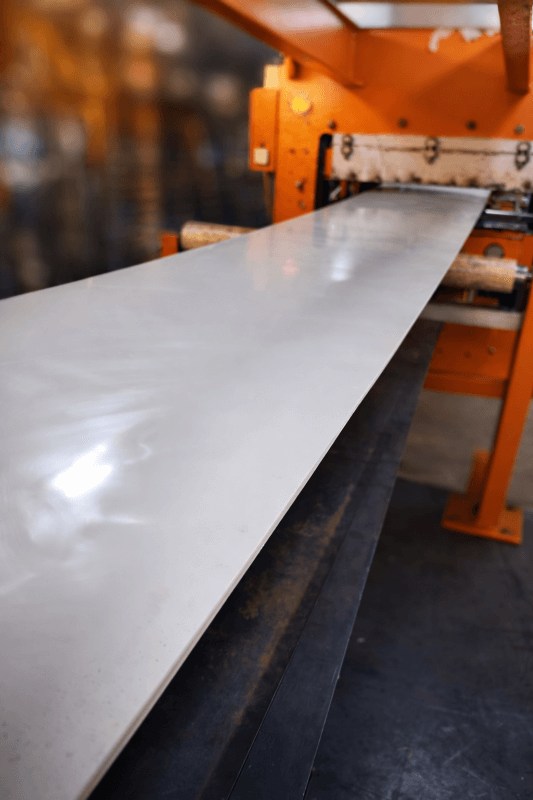
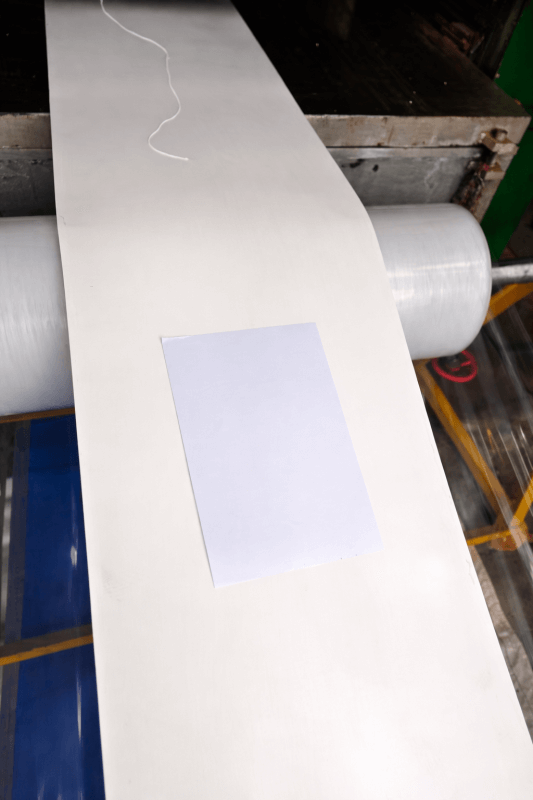
Designed specifically for transporting light-colored products, powders, granules, and food-grade materials without contamination or discoloration
Specialized food-grade conveyor solutions engineered to maintain product purity and comply with the strictest hygiene standards in food processing, pharmaceutical, and clean manufacturing environments
Designed specifically for transporting light-colored products, powders, granules, and food-grade materials without contamination or discoloration
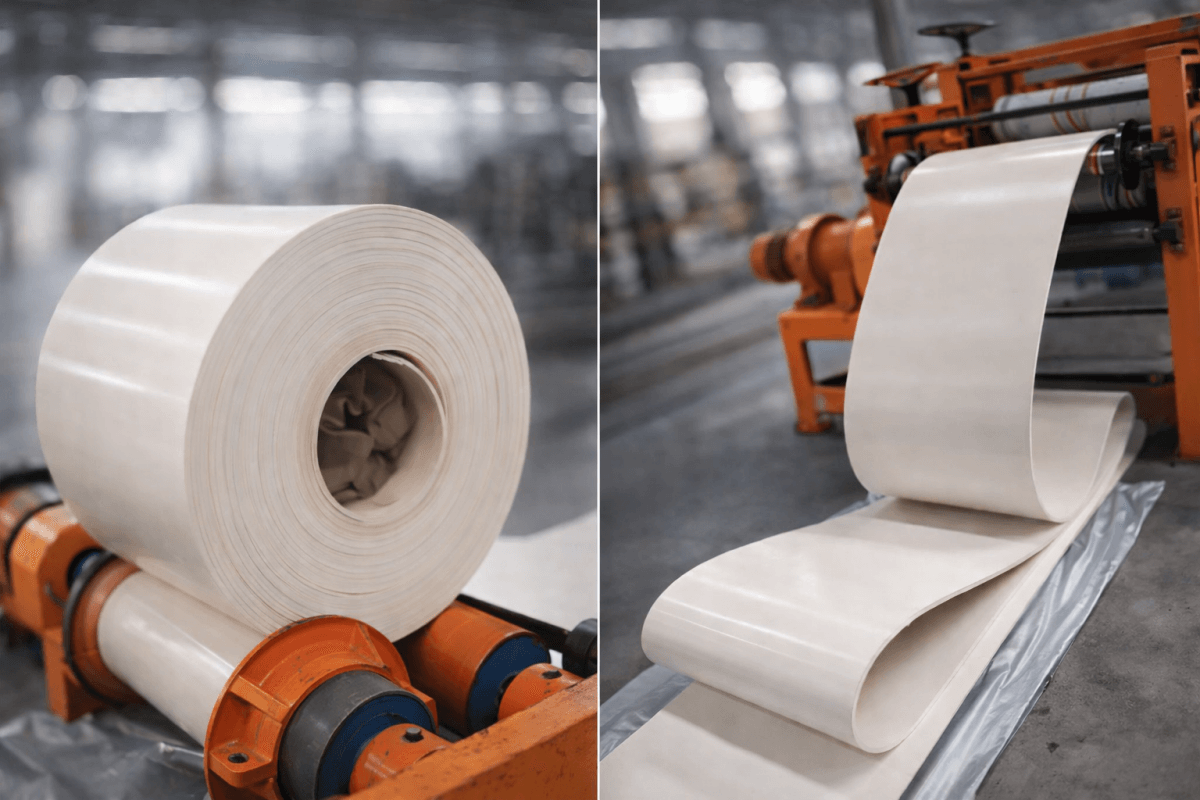
Available in CC (Cotton Canvas), NN (Nylon Canvas), and EP (Polyester Canvas) multi-ply constructions for superior tensile strength
Covered with white natural rubber enhanced with white carbon black formula - non-marking, non-toxic, and prevents material contamination
Customizable as smooth surface, textured patterns, cleated sidewall, or with guide barriers to suit different conveying requirements
Ready to upgrade your production line with food-grade white belts?
Comprehensive performance specifications for our complete range of white conveyor belts - engineered to meet demanding industrial applications
| Rubber Grade | Tensile Strength Mpa | Hardness | Abrasion mm3 | Elongation N/MM |
|---|---|---|---|---|
| White 8Mpa | 8 ± 1 | 60 ± 3 | 380 ± 20 | ≥530 |
| White 10Mpa | 10 ± 1 | 60 ± 3 | 350 ± 20 | ≥450 |
| White 12Mpa | 12 ± 1 | 63 ± 3 | 330 ± 20 | ≥400 |
| White 15Mpa | 15 ± 1 | 60 ± 3 | 300 ± 20 | ≥500 |
| White 18Mpa | 18 ± 1 | 60 ± 3 | 280 ± 20 | ≥500 |
| White Acid & Alkali Resistant | 11 ± 1 | 60 ± 3 | 320 ± 20 | ≥400 |
| White Heat Resistant | 11 ± 1 | 64 ± 3 | 320 ± 20 | ≥400 |
Technical Note: All parameters are tested according to international standards (ISO, DIN, ASTM). Custom specifications available for special applications including flame-retardant, oil-resistant, and ultra-high temperature variants. Contact our engineering team for application-specific recommendations.
Need help selecting the right grade for your application?
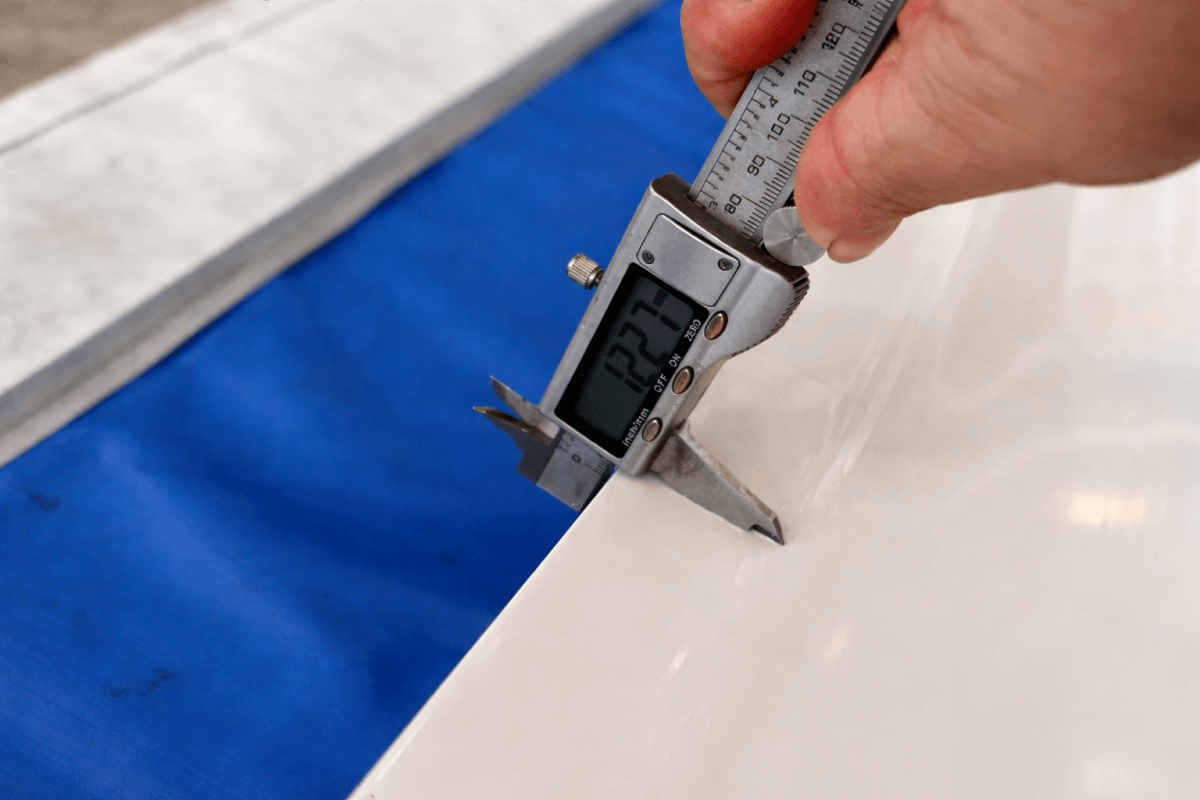
Advanced multi-layer construction engineered for maximum performance, hygiene compliance, and operational longevity
Food-grade white natural rubber with white carbon black compound - non-toxic, odorless, and FDA compliant. Available in smooth, matte, or anti-slip finishes.
Multi-ply dipped nylon canvas (NN) or polyester canvas (EP) providing exceptional tensile strength and dimensional stability under heavy loads.
Durable white rubber compound engineered for optimal friction, pulley grip, and resistance to wear from continuous operation.

Interested in our manufacturing capabilities?
Schedule Factory Visit →Six critical benefits that make our white conveyor belts the preferred choice for food processing, pharmaceutical, and hygiene-critical industries worldwide

Non-toxic, odorless formula that meets FDA and EU food contact regulations
Ultra-smooth surface extends belt life by up to 40% vs standard belts

Premium canvas layers provide 8-18 Mpa ratings for heavy-duty operations

Resists animal fats and food processing chemicals in meat and poultry plants
Waterproof properties prevent bacterial growth in wet processing environments
Superior flexibility maintains tracking accuracy and prevents cracking
Trusted by leading manufacturers across diverse industries where hygiene, product safety, and operational reliability are non-negotiable
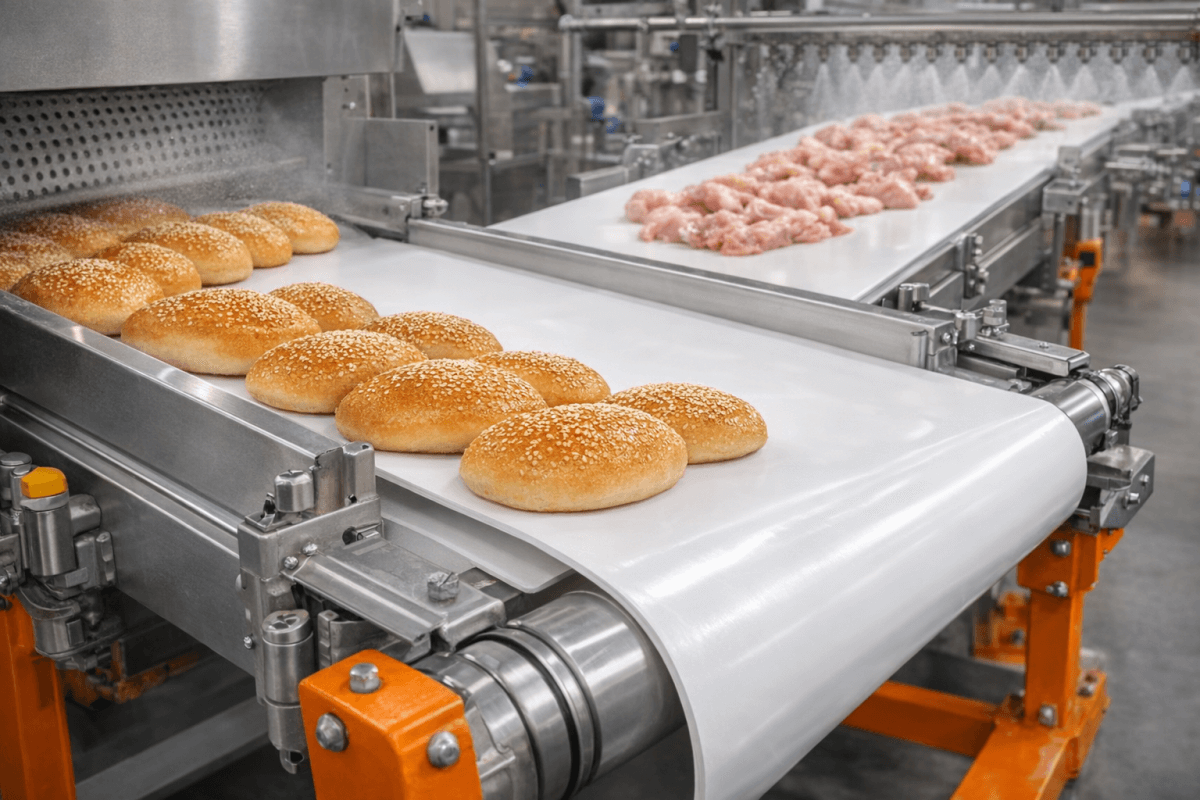
Ideal for bakeries, confectionery, dairy plants, and meat processing facilities requiring FDA-compliant, non-contaminating conveyor solutions

Clean room compatible belts for pharmaceutical tablet production, capsule filling, and sterile packaging operations
Transport white pigments, specialty chemicals, and fine powders without discoloration or product visibility loss

Gentle fabric handling for laundry services, textile finishing, and light assembly operations requiring clean transport
Find the perfect belt solution for your specific industry needs
Two decades of specialized expertise in food-grade conveyor manufacturing, backed by advanced facilities and unwavering commitment to quality
Over two decades specializing exclusively in food-grade and hygienic conveyor belt production, giving us unmatched insight into industry requirements and regulatory compliance
Independent manufacturing line exclusively for white conveyor belts ensures zero cross-contamination from colored rubber compounds, maintaining pristine product purity
Complete customization services from formula development to private labeling - we transform your specific requirements into production-ready conveyor solutions
Every belt undergoes comprehensive testing including tensile strength, hardness, abrasion resistance, and delamination checks in our certified laboratory before shipment
Successfully exported to 60+ countries with proven track record in meeting diverse international standards including FDA, EU regulations, and ISO certifications
Partner with a proven manufacturer for your critical conveyor needs
Request Factory Audit →Send us your specifications or project details — our engineers will analyze your requirements in 24h
zhenxinglisa@hotmail.com
+86 18661664598
1. EP NN CC ST,SIDEWALL FR MOR HR EPDM -DONGYING
2. Solid Woven PVC PVG Conveyor Belt -JINING, Shandong
3. Sidewall Conveyor Belt -Weifang, Shandong
Share your requirements and receive expert guidance with a tailored quote