
In industrial manufacturing, the development of specialized conveyor belt rubber material involves precise formulation and molding processes to create surfaces capable of handling demanding operating conditions. Selecting the wrong conveyor belt rubber material can result in serious operational problems, including belt failure, costly downtime, and reduced production efficiency. In extreme environments such as mining or heavy bulk handling, belts must withstand high temperatures, heavy loads, and abrasive materials. By understanding the science behind reinforced compounds and engineered synthetics used in conveyor belt rubber material, manufacturers can choose the most suitable solution to ensure reliable performance, safety, and long service life in their conveyor systems.
1. What defines a quality conveyor belt rubber material?
A quality conveyor belt rubber material is defined by its compound’s ability to balance tensile strength, flexibility, and resistance to environmental degradation. You must look for materials that demonstrate superior adhesion between the carcass and the cover to prevent delamination during high-stress operations. High-grade natural and synthetic blends often provide the best results for general-purpose applications.
How does the rubber compound affect performance?
The specific chemical makeup of the compound dictates how the belt reacts to friction and mechanical stress over time. You should know that additives like carbon black increase wear resistance, while plasticizers maintain flexibility in low-temperature zones.
- Friction Coefficient: Determines how well the belt grips the drive pulley.
- Elasticity: Affects the belt’s ability to navigate small pulley diameters.
- Aging Resistance: Prevents the surface from becoming brittle over years of service.
The bottom line: Selecting the right blend ensures your system operates without constant manual adjustments.
Understanding tensile strength in belt surfaces
Tensile strength measures the maximum stress the material can withstand while being stretched before breaking. You need to match this rating to the maximum tension your drive system exerts during full-load startups.
Here is the kicker: Even the strongest rubber requires internal reinforcement to prevent excessive elongation.
Key Takeaway: The durability of your industrial system relies on selecting a high-quality base compound that matches the abrasive nature of your specific load.
| Feature | Importance | Benefit | |
|---|---|---|---|
| Tensile Strength | High | Prevents snapping | |
| Adhesion | Critical | Stops layer separation | |
| Flexibility | Moderate | Reduces motor strain |
This data shows that mechanical properties directly influence the long-term reliability of your transport infrastructure.
2. Which conveyor belt rubber material works best in mining?

The best conveyor belt rubber material for mining is a high-impact, abrasion-resistant grade specifically engineered to handle jagged rocks and heavy ore loads. You will find that these environments require a “super brute” style cover that can absorb energy from falling debris without puncturing the inner carcass. Mining belts must also resist moisture and mildew to maintain structural integrity in damp underground or open-pit conditions.
The role of EP fabric in textile reinforcement
To ensure high performance in textile-based systems, many engineers prefer the Fabric (Textile) Conveyor Belt for its superior flexibility and cost-effectiveness. The EP (polyester/nylon) fabric provides a low-stretch framework that keeps the rubber stable under tension.
- Polyester Warp: Offers low elongation for long-distance stability.
- Nylon Weft: Provides excellent troughability and high impact resistance.
- Chemical Bonding: Ensures the rubber stays locked to the fabric layers.
Make no mistake: The fabric choice is just as vital as the rubber cover when dealing with heavy minerals.
Handling sharp ore and heavy impact loads?
Mining operations often involve material dropping from significant heights onto the belt surface. You need a cover thickness that can act as a cushion, protecting the reinforcement layers from being crushed or sliced.
Here is the deal: Impact-resistant compounds are designed to “give” slightly, distributing the force across a wider surface area.
Key Takeaway: Mining applications demand a heavy-duty cover that prioritizes puncture resistance and high-tensile fabric cores for maximum uptime.
| Component | Mining Requirement | Reason | |
|---|---|---|---|
| Cover Grade | Grade M / RMA I | High abrasion resistance | |
| Carcass | EP Fabric | Low stretch, high strength | |
| Edge Type | Molded Edge | Protects against moisture |
The table above illustrates why specialized mining grades are non-negotiable for harsh mineral extraction sites.
3. How does conveyor belt rubber material resist extreme heat?

Heat-resistant conveyor belt rubber material uses EPDM or specialized chlorobutadiene compounds to prevent hardening and cracking when exposed to temperatures exceeding 200°C. You will notice that standard rubber loses its molecular bonds in these conditions, leading to “popcorn” surfaces and eventual failure. These belts are essential for moving hot materials like clinker, cement, and foundry sand without melting.
Can EPDM withstand clinker transport?
EPDM is the gold standard for high-heat environments because its saturated polymer backbone resists thermal oxidation. You can trust this material to maintain its elasticity even when the material being carried is glowing hot.
- Thermal Stability: Resists cracking at continuous high temperatures.
- Oxidation Resistance: Prevents the rubber from becoming brittle over time.
- Low Heat Transfer: Protects the inner carcass from thermal damage.
Think about this: Using standard rubber in a cement plant is a recipe for a multi-million dollar disaster.
What are the limits of heat-resistant compounds?
Even the best heat-resistant belts have a “peak” temperature limit that they can only withstand for short durations. You must monitor the material temperature and the cooling time of the belt on its return journey to ensure longevity.
Here is the kicker: Continuous exposure to heat will eventually degrade any organic compound, so regular inspection is vital.
Key Takeaway: Thermal protection is achieved through specialized EPDM chemistry that keeps the belt flexible even in the most intense industrial ovens.
| Heat Level | Recommended Compound | Temp Limit | |
|---|---|---|---|
| T1 | Heat Resistant SBR | 125°C | |
| T2 | EPDM / Butyl | 150°C | |
| T3 | High Grade EPDM | 200°C+ |
Understanding these thermal thresholds allows you to optimize belt life in foundries and cement processing facilities.
4. Is PVC the ideal conveyor belt rubber material for you?

PVC is a distinct conveyor belt rubber material alternative that offers exceptional resistance to fire, chemicals, and oils, making it the top choice for underground coal mining. You should consider PVC when your application requires a “solid woven” construction where the covers are integrated directly into the core. This design prevents the delamination common in traditional multi-ply rubber belts used in humid conditions.
Benefits of solid woven PVC structures
For underground environments requiring flame retardancy, a Solid Woven (PVC PVG) Conveyor Belt is the industry standard for safety and durability. This material is inherently flame-retardant, meaning it will self-extinguish if a fire occurs.
- Integrated Design: No layers to separate or peel apart.
- Moisture Proof: The PVC fully saturates the fabric to prevent rot.
- High Grip: Provides excellent traction for drive pulleys in wet mines.
Here is the deal: Safety regulators often mandate PVC for underground use due to its superior fire ratings.
PVC vs. PVG: Which should you choose?
While PVC is great for general underground use, PVG includes a nitrile rubber component for improved performance on inclines. You might choose PVG if you need the chemical resistance of PVC but the high-friction “tackiness” of traditional rubber.
The secret sauce: The rubber-nitrile blend in PVG allows for steeper conveying angles without material rollback.
Key Takeaway: PVC and PVG materials provide the best safety profile for underground mining due to their fire-resistant and moisture-proof solid-woven construction.
| Property | Standard PVC | PVG (Rubber Infused) | |
|---|---|---|---|
| Fire Resistance | Excellent | Excellent | |
| Pulley Grip | Moderate | High | |
| Incline Ability | Low | Moderate |
Choosing between these synthetic options depends largely on your facility’s incline requirements and safety standards.
5. Can conveyor belt rubber material withstand industrial oils?
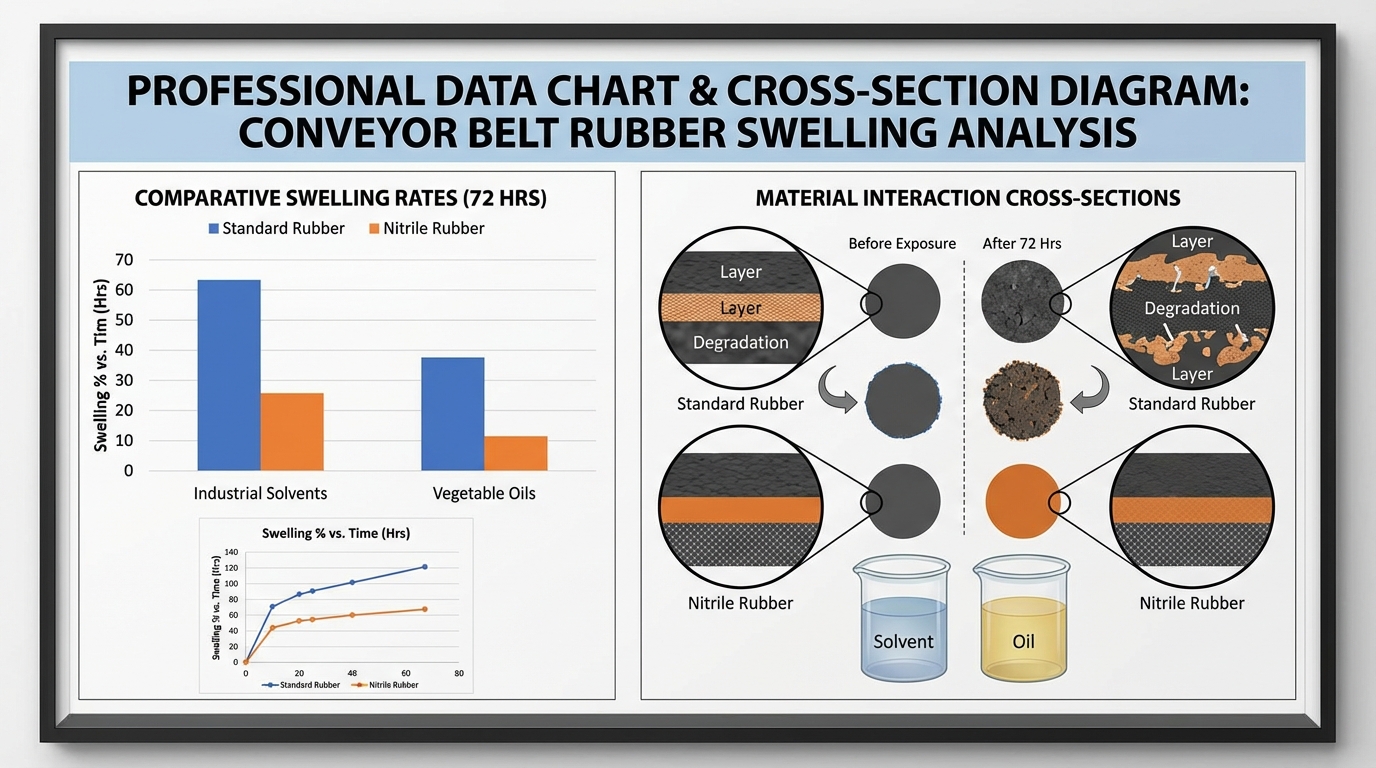
Oil-resistant conveyor belt rubber material is essential because standard rubber will swell, soften, and lose its shape when exposed to mineral or vegetable oils. You will see the belt begin to “wave” or “trough” incorrectly if oil permeates the compound, leading to tracking issues and spillage. Using Nitrile (NBR) or Neoprene ensures the belt stays structurally sound even when transporting oil-soaked parts or fertilizers.
Why Nitrile rubber is essential for oily loads
Nitrile rubber provides the best resistance to petroleum-based products and animal fats found in many industrial processes. You can rely on NBR to maintain its physical properties without the significant swelling seen in natural rubber.
- Low Swelling: Keeps the belt dimensions stable and tracking correctly.
- Abrasion Persistence: Maintains its toughness even when wet with oil.
- Chemical Barrier: Prevents oils from reaching and weakening the inner fabric.
The reality is: An oil-damaged belt cannot be repaired; it must be replaced once the structural integrity is lost.
How to prevent belt swelling and degradation?
Preventing degradation starts with choosing the correct “MOR” (Moderate Oil Resistance) or “OR” (Oil Resistant) grade for your specific chemical exposure. You should regularly clean the belt surface to remove excess oil buildup that can accelerate the aging process.
Here is the kicker: Even small amounts of oil can ruin a standard belt in just a few weeks of continuous operation.
Key Takeaway: Oil resistance is a critical factor for chemical and food industries, requiring specialized Nitrile compounds to prevent swelling and system failure.
| Material Type | Oil Resistance Level | Best Use Case | |
|---|---|---|---|
| Natural Rubber | None | Sand, Gravel | |
| MOR (SBR/NBR) | Moderate | Wood Chips, Fertilizer | |
| OR (Full Nitrile) | High | Recycled Metal, Oil Seeds |
The chart highlights that selecting the wrong grade leads to rapid material swelling and inevitable belt tracking disasters.
6. Why reinforce conveyor belt rubber material with steel?

Reinforcing conveyor belt rubber material with high-tensile steel cords allows for extremely long-distance transport with virtually zero belt stretch. You need this level of reinforcement when your conveyor spans several kilometers or carries thousands of tons per hour in heavy industrial sites. Steel cord systems are significantly more durable than fabric alternatives, providing the ultimate strength for the world’s largest mining operations.
Long-distance conveying with high-tensile cords
When standard fabric isn’t enough, the Steel Cord Conveyor Belt provides the ultimate strength needed for kilometers-long transport in heavy industry. The cords are embedded in a specialized bonding rubber that ensures they never pull out of the carcass.
- Zero Elongation: The belt maintains its length even under massive loads.
- High Impact Core: The steel cables protect against vertical crushing.
- Longevity: These belts often last 2-3 times longer than textile versions.
Make no mistake: Steel reinforcement is the backbone of modern large-scale bulk material handling.
Reducing belt stretch in heavy-duty systems?
Excessive stretch causes tracking problems and requires large, expensive take-up systems to maintain tension. By using steel, you minimize these mechanical requirements, allowing for a more streamlined and efficient conveyor design.
The real deal: Less stretch means fewer maintenance shutdowns to shorten the belt.
Key Takeaway: Steel cord reinforcement is essential for high-capacity, long-distance systems where fabric stretch would compromise operational stability and efficiency.
| Feature | Fabric Belt | Steel Cord Belt | |
|---|---|---|---|
| Max Length | Short to Medium | Very Long (Kilometers) | |
| Elongation | 1.5% – 2.5% | < 0.2% | |
| Maintenance | High | Low |
This comparison clarifies why heavy industry relies on steel when reliability and length are the primary project drivers.
7. What is a food-safe conveyor belt rubber material?

Food-safe conveyor belt rubber material must be non-toxic, non-marking, and resistant to the fats and acids found in food processing. You will typically see these belts in white or blue to make it easier to spot contaminants and ensure a sterile environment. These materials are strictly regulated by agencies like the FDA to ensure that no harmful chemicals leach into the products being transported.
Meeting FDA and international safety standards
FDA compliance ensures that the rubber compounds used do not contain hazardous fillers or prohibited chemicals. You must verify that your supplier provides certification for these materials to avoid legal and health risks in your facility.
- Non-Toxic Fillers: Uses safe minerals instead of standard industrial carbon black.
- Microbial Resistance: Prevents the growth of bacteria in the rubber pores.
- Odorless/Tasteless: Ensures the belt does not affect the quality of the food.
Here is the deal: One contamination event can bankrupt a food producer, making material choice paramount.
Easy-clean surfaces for hygienic processing?
Hygienic belts feature extremely smooth surfaces that prevent food particles from becoming trapped. You should choose a material that can withstand high-pressure washing and harsh sanitizing chemicals without cracking.
The bottom line: A belt that is hard to clean is a breeding ground for dangerous pathogens.
Key Takeaway: Food-grade materials prioritize safety and hygiene through non-toxic chemistry and surfaces designed for frequent, intense cleaning cycles.
| Industry | Color Choice | Primary Material | |
|---|---|---|---|
| Bakery | White | Silicone / PVC | |
| Meat / Poultry | Blue | TPU / Nitrile | |
| Pharma | White | FDA Rubber |
This table shows how color and material selection vary based on the specific hygienic requirements of the processing sector.
8. Is specific conveyor belt rubber material impact-proof?

While no conveyor belt rubber material is truly “indestructible,” impact-proof grades are designed with high-elasticity covers that can absorb energy from falling sharp objects. You can test these materials for tear and puncture resistance in a laboratory setting to ensure they meet the specific needs of your loading zone. These specialized belts are vital for recycling centers and glass processing where sharp edges are a constant threat.
Testing for tear and puncture resistance
Laboratory testing involves machines that measure the exact force required to rip a sample of the belt. You should look for high “tear strength” ratings if your system handles scrap metal or jagged quarry stones.
- Abrasion Resistance: Necessary for sand and gravel.
- Tear Strength: Vital for recycled metal or sharp glass.
- Adhesion Levels: Ensures the material doesn’t peel from the carcass.
- Hardness (Shore A): Affects the grip and flexibility of the belt.
Here is the kicker: Buying a cheap belt for high-impact zones usually results in a replacement within the first month.
How to measure abrasion loss (mm³)?
Abrasion loss is measured by rubbing a sample against a standard sandpaper drum and calculating the volume of rubber lost. You want a lower number (e.g., < 90mm³) for highly abrasive materials like iron ore or crushed quartz.
The secret: High-quality natural rubber often has better “rebound” than synthetics, helping it resist cutting.
Key Takeaway: Impact resistance is a combination of cover thickness, material “rebound” elasticity, and high tear-strength reinforcement layers.
| Test Parameter | Units | Good Rating | |
|---|---|---|---|
| Abrasion Loss | mm³ | Below 120 | |
| Tear Strength | N/mm | Above 80 | |
| Tensile Strength | MPa | Above 15 |
These metrics provide a clear benchmark for evaluating the durability of potential belt replacements in high-wear areas.
9. Does conveyor belt rubber material work in arctic cold?

Cold-resistant conveyor belt rubber material is engineered with special additives to remain flexible at temperatures as low as -50°C. You will find that standard rubber becomes as brittle as glass in extreme cold, causing it to shatter the moment it attempts to bend around a pulley. For inclined material handling in harsh environments, utilizing a Chevron Conveyor Belt ensures that even frozen or slippery bulk materials remain secure on the move.
Preventing belt cracking in low temperatures
The main goal of cold-resistant compounds is to lower the “glass transition temperature” of the rubber. You can achieve this by using high-quality synthetic blends that don’t rely on oils that freeze easily.
- Specialized Plasticizers: Keep the molecular chains moving in the cold.
- Synthetic Blends: BR (Butadiene Rubber) offers superior cold performance.
- Thicker Cores: Provide more thermal mass to resist rapid freezing.
Make no mistake: Using a standard belt in the arctic will lead to a complete system snap during the first startup.
The science of cold-resistant additives?
Manufacturers add specific chemicals that act like “antifreeze” for the rubber’s molecular structure. You need a belt that passes the “cold fold” test, where it is bent 180 degrees at sub-zero temperatures without showing any signs of cracking.
The bottom line: Cold-resistant belts are a small investment compared to the cost of a winter system failure.
Key Takeaway: Arctic-grade belts require a specialized chemical foundation that maintains molecular flexibility even when the ambient temperature drops well below zero.
| Region | Ambient Temp | Required Grade | |
|---|---|---|---|
| Northern Europe | -20°C | Grade C1 | |
| Canada / Russia | -40°C | Grade C2 | |
| Arctic Circle | -50°C+ | Ultra-Cold Grade |
This temperature mapping ensures your operations remain functional during the harshest winter months across the globe.

You should buy premium conveyor belt rubber material from ISO-certified manufacturers who offer technical consultation and custom engineering services. Selecting a supplier that owns their factory ensures you receive consistent quality and the best possible direct-to-consumer pricing. To get a tailored solution for your specific project requirements, you should contact us today to receive a professional quotation and technical design within 24 hours.
Evaluating manufacturer certifications and standards
High-quality manufacturers carry certifications like ISO 9001 and CE to prove their commitment to international standards. You must check that the products meet specific safety requirements for your industry, such as fire-retardant ratings for mining or FDA approval for food.
- Direct Factory Access: Eliminates middleman markups and ensures accountability.
- Custom Design: Tailors belt width, thickness, and profile to your system.
- Testing Reports: Provides transparency regarding tensile and abrasion performance.
Here is the kicker: A certified manufacturer is a partner in your long-term operational success.
Customizing belt width and thickness?
Every conveyor system has unique dimensional requirements that standard off-the-shelf belts may not satisfy. You should work with an engineering team that can manufacture belts up to 3200mm wide and provide specialized profiles like sidewalls or chevrons.
The secret sauce: Customization allows you to maximize throughput without overloading your existing motor and pulley infrastructure.
Key Takeaway: Buying directly from a certified expert ensures you get the highest material performance, custom specifications, and significant cost savings.
| Service Feature | Trading Company | Direct Factory | |
|---|---|---|---|
| Technical Support | Limited | Expert / In-depth | |
| Customization | Hard to Manage | Fully Available | |
| Cost Advantage | Low | High (15-30% Save) |
This comparison highlights why savvy procurement managers always choose direct manufacturing partnerships for their critical infrastructure.
Choosing the right material is the difference between seamless production and constant mechanical headaches. Our mission is to provide you with high-performance rubber solutions that exceed global standards and handle the toughest loads on earth. We believe in building reliable systems through engineering excellence and a commitment to industrial safety. Please contact us today to discuss your project needs and let us help you optimize your material handling operations for the future!
Frequently Asked Questions (FAQ)
Can I use standard rubber for chemical transport?No, standard rubber material will degrade and swell upon contact. You must use specialized compounds like Viton or Nitrile depending on the specific chemical concentration and temperature.
What’s the best material for steep inclines?The best choice is a high-grip rubber with a Chevron or Sidewall profile. These designs prevent material rollback and allow for efficient vertical or steeply inclined transport.
How do I extend the life of my belt?Proper tensioning and regular cleaning are the most effective ways to prevent wear. You should also ensure that the material being conveyed is compatible with the belt’s specific rubber grade.
Is it possible to repair a ripped rubber belt?Yes, small surface tears can be repaired using cold vulcanization or mechanical fasteners. However, a major carcass failure usually requires a full belt replacement to maintain safety standards.
Why is natural rubber still used in belts?Natural rubber provides exceptional “rebound” and flexibility that synthetics struggle to match. It is an excellent component in blends that need high impact resistance and energy absorption.