
A reliable rubber conveyor belt jointing solution using cold vulcanizing cement helps repair belt damage quickly, reduce costly downtime, and restore stable conveyor operation in industrial production lines.
What Is Cold Vulcanizing Cement?
Cold vulcanizing cement is a specialized two-part chloroprene-based adhesive system designed to fuse rubber surfaces at ambient temperatures through chemical bonding. This high-strength rubber conveyor belt jointing solution eliminates the requirement for thermal presses or specialized heating elements during the splicing process. It relies on a chemical reaction between the base adhesive and a hardener to create a bond stronger than the rubber itself.
Definition of Cold Bonding Fluids
Cold bonding fluids are liquid adhesives that utilize a chemical cross-linking process to join rubber components. You will find that these fluids are engineered to penetrate the rubber surface for a deeper molecular grip.
Look:
- High-viscosity liquid base.
- Rapid-evaporation solvents.
- Cross-linking hardener agents.
These fluids are essential for maintaining belt tension in environments where heat splicing is impractical.
Chemical Components of the Adhesive
The primary adhesive typically consists of polychloroprene rubber dissolved in a mixture of solvents like methylene chloride. This chemical makeup ensures that the rubber conveyor belt jointing solution remains stable under varying environmental pressures.
The best part?
- High peel strength polymers.
- Volatile organic compounds for fast drying.
- Stabilizing resins for heat resistance.
Chemical integrity is the cornerstone of any successful industrial splice.
Is it Better than Mechanical Joints?
Cold vulcanizing offers a seamless, flat connection that prevents the material leakage and pulley wear commonly associated with metal fasteners. This method provides a significantly longer service life than mechanical alternatives by distributing stress evenly across the joint.
Key Takeaway: While mechanical joints are faster to install, cold vulcanizing creates a permanent, smooth surface that protects your system’s pulleys and scrapers from premature damage.
| Feature | Mechanical Joint | Cold Vulcanizing | |
|---|---|---|---|
| Surface Profile | Raised/Metal | Flush/Seamless | |
| Durability | Moderate | Very High | |
| Tool Requirement | Hand Tools | Chemical Kit |
This comparison highlights why most heavy-duty facilities transition away from metal fasteners to chemical bonding for long-term reliability.
How Does the Jointing Solution Work?

The jointing solution works by initiating a chemical cross-linking reaction that effectively melts the contact surfaces into a single, unified molecular structure. By applying a rubber conveyor belt jointing solution to a buffed and cleaned surface, the adhesive dissolves the top layer of rubber. Once the surfaces are pressed together, the hardener facilitates a permanent bond as the solvents evaporate.
The Chemical Bonding Mechanism
The mechanism involves a reaction where the hardener creates bridges between the polymer chains of the adhesive and the belt rubber. This ensures that the two separate ends of the belt become a singular piece of material.
Here is the kicker:
- Solvent dissolution of rubber.
- Polymer chain entanglement.
- Covalent bonding via hardener.
A proper chemical bond is much more reliable than simple surface-level “gluing.”
Adhesion vs. Molecular Fusion
Standard adhesion relies on surface tension, but cold vulcanizing utilizes molecular fusion to ensure the joint does not peel under heavy tension. You will notice that the fused area maintains the same flexibility as the rest of the belt.
Believe it or not:
- Fusion occurs at the microscopic level.
- Flexibility remains consistent across the seam.
- Resistance to ozone and moisture is improved.
Fusion ensures the joint can navigate small-diameter pulleys without cracking.
Achieving the Perfect Contact Bond
Achieving the perfect bond requires precise timing and the “finger-test” to ensure the adhesive is at its peak tackiness before joining. If the cement is too wet, solvents get trapped; if too dry, the molecular chains won’t interlock.
Key Takeaway: The success of a rubber conveyor belt jointing solution depends entirely on the tackiness level of the cement layers during the final assembly phase.
| Bonding State | Result | Action | |
|---|---|---|---|
| Too Wet | Trapped Solvents | Wait 5 minutes | |
| Tacky | Optimal Fusion | Join Immediately | |
| Too Dry | Weak Bond | Re-apply Cement |
Properly timed contact ensures the highest possible peel strength for industrial applications.
Which Industries Use This Method?

Industries ranging from heavy-duty mining to port logistics use this method because it offers a balance of high joint efficiency and rapid field deployment. Every rubber conveyor belt jointing solution implemented in these sectors is designed to withstand extreme abrasive forces and environmental stress. Whether in underground coal mines or high-heat cement plants, cold vulcanizing is the standard for onsite repairs.
Heavy Duty Mining Applications
Mining operations use cold bonding for emergency repairs on EP and NN fabric belts where transporting a massive vulcanizing press is impossible. The portability of the cement kit allows your team to perform repairs in remote locations.
Here is the kicker:
- Copper and gold ore transport.
- Underground coal conveying.
- High-tension primary crushers.
Portability is the primary reason mining engineers keep cold cement kits in their service vehicles.
Cement and Aggregate Facilities
In the cement industry, belts must handle abrasive clinker and limestone while resisting dust contamination that can ruin a joint. This rubber conveyor belt jointing solution provides a dust-tight seal that prevents fine particles from entering the belt plies.
Look:
- Raw material intake systems.
- Finished cement packaging lines.
- Limestone quarry transport.
A seamless joint is critical in these environments to prevent material loss and machinery fouling.
Bulk Handling in Port Terminals
Port terminals require fast turnarounds to keep ship-loading schedules on track, making cold vulcanizing the ideal choice for quick splicing. You can restore power to the system much faster than with traditional hot methods.
Think about this:
- Grain and sugar export terminals.
- Iron ore shipping docks.
- High-speed ship loaders.
Key Takeaway: Cold vulcanizing is the preferred method for any industry where downtime costs exceed $5,000 per hour and equipment portability is restricted.
| Industry | Primary Benefit | Common Belt Type | |
|---|---|---|---|
| Mining | Remote Portability | EP / NN Fabric | |
| Cement | Dust Resistance | Heat Resistant | |
| Ports | Fast Turnaround | High Tension |
This distribution shows how chemical bonding adapts to the specific stressors of different global trade sectors.
Why Choose Cold Over Hot Splicing?
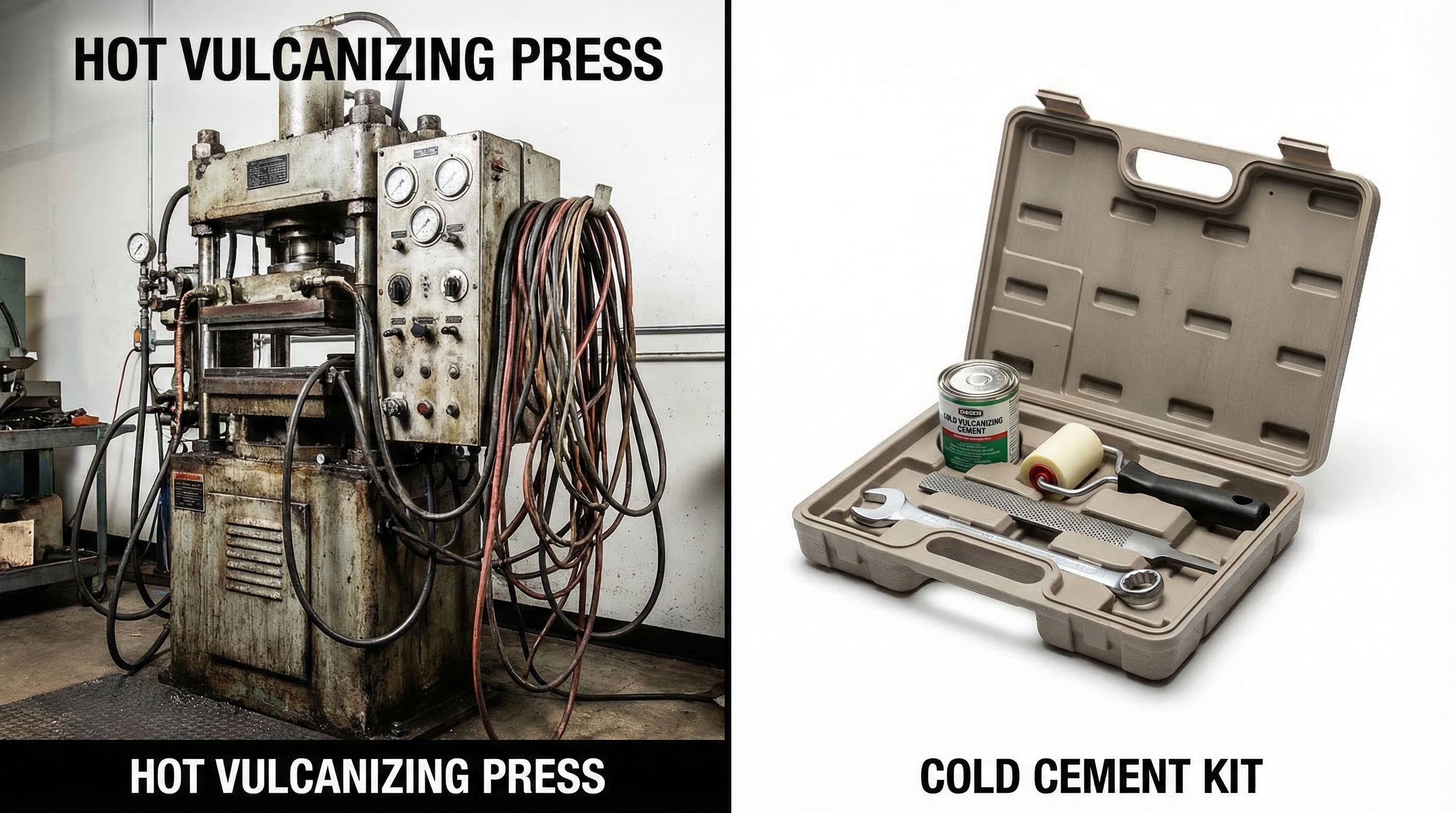
You should choose cold splicing over hot splicing because it requires significantly less equipment and results in much shorter system downtime. While a hot vulcanized joint is technically the strongest, a rubber conveyor belt jointing solution using high-grade cement provides enough strength for most fabric-reinforced belts at a fraction of the cost. The absence of heavy electrical presses means your maintenance crew can react instantly to failures.
Cost-Effectiveness of Cold Cement
Cold vulcanizing is far more economical because it eliminates the need for expensive vulcanizing presses and the electricity required to power them. You will save on both the initial capital investment and the labor costs of transporting heavy gear.
The bottom line:
- No expensive press purchase.
- Reduced crew size for installation.
- Lower logistics and transport fees.
Lowering the cost per splice allows for more frequent preventative maintenance.
Minimal Equipment Requirements
The entire toolset for a cold splice fits into a single carrying case, whereas hot splicing requires a truck-mounted crane for the press. This simplicity allows your team to work in tight spaces where a press cannot fit.
Check this out:
- Handheld grinders only.
- Manual rollers and clamps.
- Small chemical tins.
Reducing equipment complexity inherently reduces the risk of onsite accidents and mechanical failures.
Rapid Repair Turnaround Times
Hot splicing can take up to 12 hours including the heating and cooling cycles, but a cold joint can often be back in service in half that time. This rubber conveyor belt jointing solution is designed to get your production line moving again.
Key Takeaway: Cold vulcanizing is the superior choice for emergency fabric belt repairs due to its low entry cost and minimal logistical footprint compared to hot splicing.
| Factor | Hot Splicing | Cold Vulcanizing | |
|---|---|---|---|
| Equipment | Heavy Press/Crane | Manual Kit | |
| Total Time | 8-12 Hours | 2-6 Hours | |
| Skill Level | Very High | High |
The efficiency gains in labor and time make cold bonding the go-to for many operational managers.
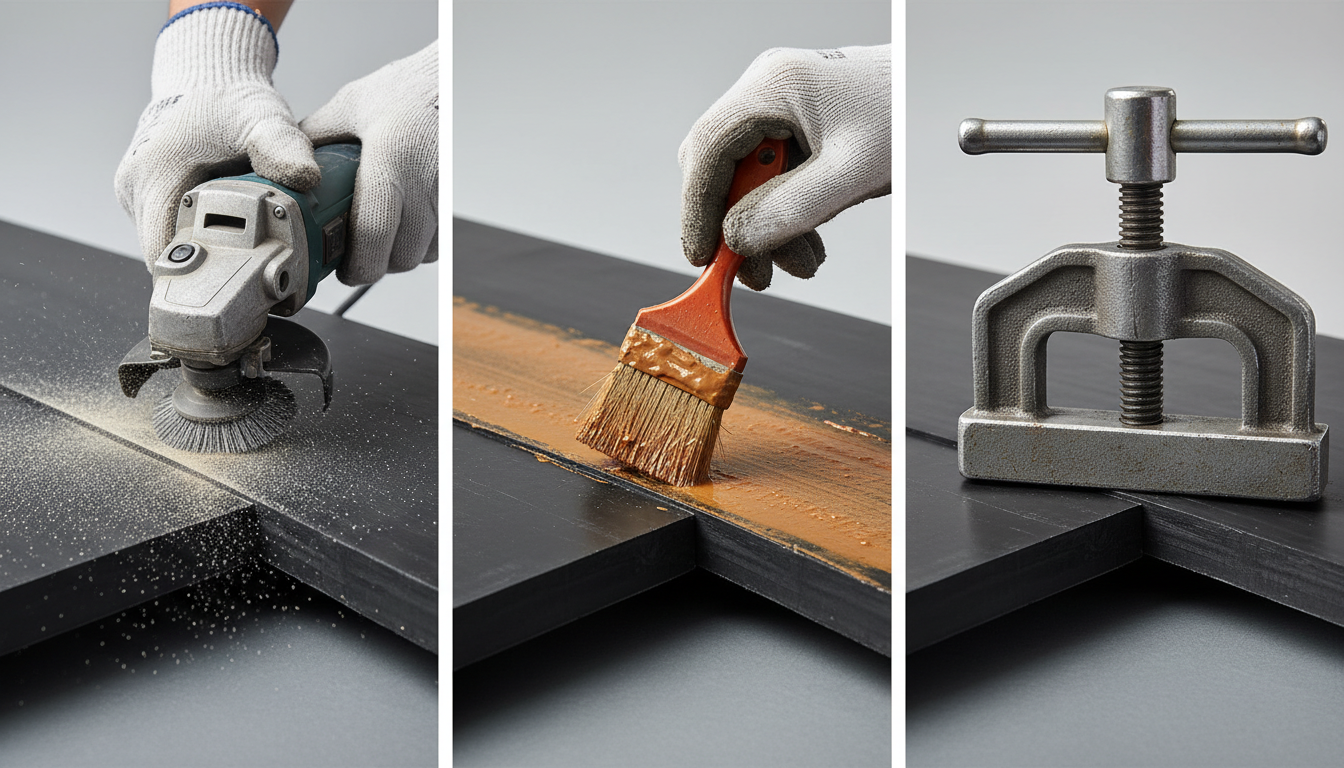
What Tools Are Needed for the Job?

To perform a professional splice, you need a specific set of preparation tools including grinders, cleaning solvents, and high-pressure rollers. A high-quality rubber conveyor belt jointing solution is only as good as the surface preparation performed beforehand. Without the correct abrasive tools to “rough up” the rubber, the cement will not be able to penetrate the molecular structure of the belt.
Essential Surface Preparation Gear
Preparation begins with a specialized wire brush or a low-speed grinder to buff the rubber without scorching it. You must remove the “glaze” from the rubber surface to expose the raw polymer for bonding.
Remember:
- Tungsten carbide buffing discs.
- Manual wire scratch brushes.
- Rubber stripping knives.
Exposing fresh rubber is the most critical step in the entire jointing process.
Pressure Clamps and Hand Rollers
After the ends are joined, you must use a heavy-duty hand roller to stitch the joint from the center outward. This forces out trapped air bubbles and ensures 100% surface contact for the rubber conveyor belt jointing solution.
Look:
- Double-acting hand rollers.
- Rubber mallets for impact.
- Edge clamps for alignment.
Eliminating air pockets prevents the joint from “bubbling” and failing under pulley tension.
Solvent Gasoline Cleaning Fluids
You must use 120-grade solvent gasoline to strip away all oils, grease, and dust after buffing. Any contamination remaining on the surface will act as a barrier, preventing the cement from fusing with the belt.
Key Takeaway: Investing in professional-grade buffing and cleaning tools is mandatory to achieve a joint strength that rivals the original belt material.
| Tool | Purpose | Criticality | |
|---|---|---|---|
| Buffing Disc | Surface Roughing | High | |
| 120 Solvent | Chemical Cleaning | Absolute | |
| Hand Roller | Air Elimination | High |
Using the right tools ensures that the chemical reaction occurs on a clean, receptive substrate.
How Is the Mixing Ratio Calculated?

The standard mixing ratio for industrial cold cement is 100 parts adhesive to 5 parts hardener by weight. Maintaining this precise balance is vital for the rubber conveyor belt jointing solution to cure correctly within the specified time frame. Deviating from this ratio can result in a joint that remains soft or, conversely, one that becomes too brittle and cracks under tension.
100g Adhesive to 5g Hardener Rule
Using a digital scale is the only way to ensure you are following the 100:5 rule accurately. You should never “eye-ball” the hardener, as even a small surplus can shorten the pot life too much for application.
The kicker:
- 100g cement : 5g hardener.
- 1kg cement : 50g hardener.
- Use digital scales only.
Accuracy in the mixing phase prevents chemical “hot spots” that weaken the overall splice.
Ensuring a Homogeneous Mixture
You must stir the mixture for at least two minutes until the color is completely uniform and no streaks remain. A poorly mixed rubber conveyor belt jointing solution will have “dead zones” where the adhesive never truly cures.
Watch out:
- Use clean wooden stirrers.
- Scrape the sides of the cup.
- Avoid creating excessive air bubbles.
Uniformity ensures that the bond strength is consistent across every square inch of the joint.
Pot Life and Application Windows
Once mixed, the “pot life” (the time you have to apply it) is typically between 30 and 60 minutes depending on the ambient temperature. You will find that high humidity or extreme heat can significantly accelerate this window.
Key Takeaway: Precise measurement and thorough mixing of the two components are the only ways to guarantee the chemical properties required for a high-tension belt joint.
| Component | Amount | Function | |
|---|---|---|---|
| Cement Base | 100 Parts | Structural Adhesive | |
| Hardener | 5 Parts | Cross-linking Agent | |
| Solvent | As Needed | Viscosity Adjustment |
Strict adherence to these ratios ensures the cement reaches its maximum rated tensile strength.
What Is the Step-by-Step Process?
The process involves a methodical approach of stripping, buffing, cleaning, and multi-layer cement application. Every rubber conveyor belt jointing solution requires the belt ends to be cut into “steps” to increase the surface area available for bonding. By creating these overlapping steps, the tension of the belt is shared across multiple layers rather than a single butt-joint.
Preparing the Stepped Surface
You must carefully strip back the rubber cover and fabric plies to create matching steps on both ends of the belt. This “matching” ensures that the total thickness of the joint remains the same as the rest of the belt.
Here is the kicker:
- Measure step length based on belt width.
- Use a sharp ply-stripper knife.
- Avoid cutting into the underlying fabric.
Precision cutting at this stage determines the aerodynamic smoothness of the final joint.
Applying Multiple Cement Layers
You should apply at least two or three thin, even coats of the mixed cement to both surfaces, allowing each to dry partially. The first coat acts as a primer, penetrating the belt fibers, while the subsequent coats provide the bonding bulk.
Look:
- 1st coat: Deep penetration.
- 2nd coat: Structural layer.
- Wait for the “finger-test” tackiness.
Multiple thin layers are always superior to a single thick, sloppy application of cement.
Setting the Final Bonding Pressure
Once the steps are aligned and joined, you must apply consistent pressure of 12-15 kg across the entire surface. This rubber conveyor belt jointing solution is finalized by rolling out air from the center to the edges to ensure a vacuum-like seal.
Key Takeaway: Following a strict step-by-step protocol—from measuring steps to the final roll-out—is the only way to ensure the joint survives its first 24 hours of operation.
| Step | Action | Objective | |
|---|---|---|---|
| Stepping | Cut Plies | Increase Surface Area | |
| Coating | Apply 3 Layers | Build Chemical Bond | |
| Rolling | Center to Edge | Eliminate Air Voids |
The discipline of the technician during these steps defines the lifespan of the conveyor system.
How Long Does the Bond Need to Cure?
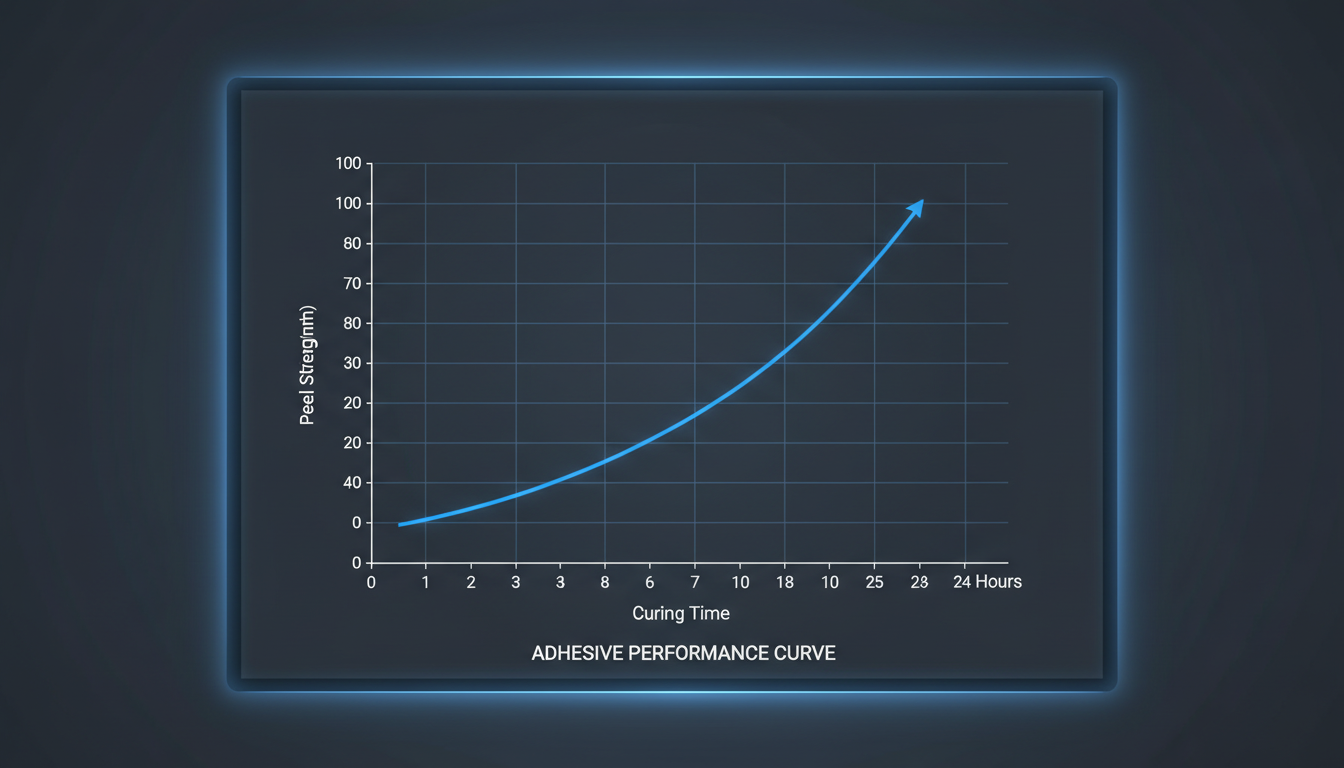
While the initial tackiness allows for assembly, the joint typically requires 2 to 24 hours to reach full operational strength. For a rubber conveyor belt jointing solution to handle maximum tension, the chemical cross-linking must be allowed to complete without interruption. Prematurely starting the belt can lead to “creep,” where the joint slowly pulls apart under the stress of the drive pulley.
Initial Drying and Tackiness
The “dry-to-touch” phase occurs within 5-10 minutes, but this is only for the solvent evaporation. You will need to wait until the cement no longer sticks to your finger but still feels “grippy” before closing the splice.
Check this out:
- Solvent flash-off: 5 mins.
- Assembly window: 10 mins.
- Initial set: 2 hours.
Proper drying prevents the “trapped solvent” syndrome that causes internal joint rot.
Bond Strength vs. Time Intervals
After 2 hours, the bond is usually strong enough for the belt to be tensioned slightly, but you should wait 24 hours for heavy loads. The strength of the bond increases exponentially during the first few hours of the curing cycle.
The kicker:
- 2 Hours: 50% Strength.
- 8 Hours: 80% Strength.
- 24 Hours: 100% Strength.
Key Takeaway: Patience during the curing phase is the most cost-effective maintenance strategy you can implement for your conveyor system.
| Curing Time | Strength Level | Permissible Action | |
|---|---|---|---|
| 2 Hours | Low | Low-Tension Jogging | |
| 8 Hours | High | Empty Belt Running | |
| 24 Hours | Full | Maximum Load Capacity |
Understanding the strength-to-time ratio prevents catastrophic joint failures during startup.
What Are the Key Performance Benefits?

The primary benefits include high tensile strength, excellent resistance to environmental factors, and a completely seamless belt profile. A professionally applied rubber conveyor belt jointing solution can achieve up to 90% of the original belt’s tensile rating. This ensures that the splice is not the “weak link” in your material handling chain, even when operating under heavy, surging loads.
High Tensile Joint Strength
Because the cement creates a molecular fusion, the joint can withstand the high-tension forces required to pull thousands of tons of material. You will find that the joint does not stretch or deform differently than the rest of the rubber.
Look:
- Resists ply separation.
- Maintains integrity under surge.
- Distributes load across steps.
High tensile strength is what keeps your primary conveyors running through peak production months.
Heat and Chemical Resistance
Modern cold vulcanizing cements are engineered to withstand oil, acid, and temperatures up to 80°C (176°F). This rubber conveyor belt jointing solution is ideal for environments where standard adhesives would melt or degrade.
Believe it or not:
- Acid/Alkali resistant formulas.
- Oil and grease protection.
- Moderate heat stability.
Environmental resistance ensures the joint lasts just as long as the belt’s rubber covers.
Longevity of Seamless Connections
A seamless joint eliminates the “hammering” effect of mechanical fasteners hitting the pulleys, which extends the life of the entire conveyor structure. You will experience significantly lower noise levels and reduced vibration across the plant.
Key Takeaway: The combination of high tensile fusion and environmental resistance makes cold vulcanizing the gold standard for long-term belt integrity.
| Benefit | Impact on System | Financial Result | |
|---|---|---|---|
| Seamless | Reduced Pulley Wear | Lower Parts Cost | |
| Fused | Zero Material Leak | Reduced Cleanup | |
| Flexible | No Cracking | Longer Belt Life |
Operational excellence is built on these small, technical advantages that compound over time.
How Do You Maintain Belt Integrity?

Maintaining belt integrity requires regular visual inspections of the splice area for signs of edge lifting or surface cracking. Early detection of wear in your rubber conveyor belt jointing solution allows for simple “spot repairs” rather than a full re-splice. By monitoring the seam during every maintenance shift, you can prevent minor issues from turning into catastrophic failures.
Regular Inspection Protocols
You should establish a weekly protocol to check the leading and trailing edges of the splice for any signs of peeling. A flashlight held at an angle can reveal small air bubbles or “gapping” that indicates the bond is weakening.
Try this:
- Check for edge fraying.
- Look for “smiling” seams.
- Monitor for thickness changes.
Consistency in inspection is the only way to stay ahead of the wear-and-tear curve.
Identifying Potential Joint Failures
If you see the joint starting to lift at the edges, it is often a sign of poor initial cleaning or excessive belt tension. This rubber conveyor belt jointing solution is tough, but it cannot overcome structural misalignment in the conveyor frame.
Watch out:
- Excessive vibration at pulleys.
- Material buildup under the joint.
- Visible fabric exposure.
Identifying these signs early can save your team from an unplanned midnight repair session.
When to Re-apply Bonding Agents
Small nicks or edge lifts can be repaired by cleaning the area with solvent and applying a fresh layer of cold cement. You will find that “patching” a cold splice is much easier than repairing a hot vulcanized one.
Key Takeaway: Proactive monitoring and minor “spot bonding” are the most effective ways to extend the life of a cold vulcanized splice to match the belt’s lifecycle.
| Checkpoint | Status | Action | |
|---|---|---|---|
| Edges | Lifting | Clean and Re-glue | |
| Surface | Cracking | Monitor / Inspect Plies | |
| Alignment | Tracking Off | Adjust Idlers |
Analysis: Maintenance is not a one-time event but a continuous commitment to the chemical and structural health of your equipment.
Frequently Asked Questions
- Can I use cold cement on PVC conveyor belts?While primarily designed for fabric rubber belts (EP, NN), specialized cold vulcanizing cements exist for PVC and PVG belts, typically recommended for products below grade 8. Always verify the chemical compatibility of the adhesive with the specific synthetic cover of your belt.
- What’s the best way to prepare the rubber surface?The most critical step is “stepping” the belt ends and buffing the surface with a wire brush or grinder to create a rough, clean texture. All contaminants, dust, and grease must be removed using a solvent like 120-grade gasoline to ensure the cement can achieve a deep molecular bond.
- How do I know if the cement is ready for bonding?The “finger-test” is the industry standard. Wait until the cement is dry to the touch but still slightly tacky; it should not stick to your finger or leave a residue.
- Can I use standard gasoline for cleaning?No, you must use 120-grade solvent gasoline specifically. Standard automotive gasoline contains additives and oils that will leave a film on the rubber, preventing the adhesive from forming a permanent bond.
- How do I know if the bonding pressure is sufficient?A successful joint requires consistent pressure between 12-15 kg. You can verify this by ensuring the air is completely rolled out from the center to the edges with a heavy-duty hand roller, resulting in a bubble-free, flush bond.
Conclusion
Mastering cold vulcanizing cement solutions is the most effective way to minimize downtime and maximize the lifespan of your material handling systems. By following precise mixing ratios, rigorous surface preparation, and disciplined curing schedules, you ensure that every joint becomes a seamless part of the belt’s overall structure. At Weifang Zhenxing Rubber, we are committed to providing the high-performance components and technical insights necessary for industrial excellence. To find the perfect belt for your next project or to receive expert technical guidance, contact us today .