
A durable black rubber conveyor belt is essential for aggregate processing, handling heavy loads and abrasive materials like granite and limestone while reducing downtime and improving operational efficiency.
How is a black rubber conveyor belt manufactured?

A black rubber conveyor belt is manufactured through a high-pressure vulcanization process that fuses multiple layers of synthetic fabric with specialized rubber compounds. You can explore the full range of heavy-duty options on our product overview page to see how these layers are optimized for different industrial stresses. This thermal bonding creates a unified structure capable of withstanding extreme tension and environmental exposure.
Why is vulcanization critical for belt strength?
Think about it: Without the proper heat and pressure, your belt would delaminate under the first heavy load of crushed stone.
- Chemically cross-links rubber molecules for elasticity.
- Ensures permanent adhesion between the fabric plies.
- Creates a non-porous surface that resists moisture.
- Hardens the outer cover against sharp aggregate edges.
Key Takeaway: The vulcanization process is what gives your belt the resilience to survive 24/7 quarry cycles.
| Process Step | Primary Function | Operational Benefit | |
|---|---|---|---|
| Calendaring | Layering fabric and rubber | Consistent thickness | |
| Vulcanization | Heat-pressure bonding | Tensile strength | |
| Trimming | Final edge finishing | Precision tracking |
The precision of the vulcanization stage directly determines the ultimate tensile rating and flexibility of your conveyor system.
Who designs your black rubber conveyor belt solutions?
Professional engineers at the factory level design every black rubber conveyor belt to meet specific load-bearing requirements and environmental conditions. Our team analyzes your specific quarry layout to recommend a belt thickness and ply count that maximizes efficiency. By leveraging decades of material science, they ensure your system handles the unique weight and friction of bulk aggregate.
Can engineers customize belts for specific plants?
Here is the deal: You don’t have to settle for a generic solution when your specific application has unique slope or impact challenges.
- Calculation of required belt tension based on motor power.
- Selection of cover grades (Grade I vs Grade II) for abrasion.
- Integration of impact-resistant breakers for primary crushers.
- Alignment of belt width to your existing pulley structure.
Key Takeaway: Engineering expertise transforms a standard rubber strip into a high-performance component tailored to your facility.
| Design Element | Engineer Focus | Output | |
|---|---|---|---|
| Carcass Material | Polyester or Nylon | Stretch resistance | |
| Cover Grade | Rubber chemistry | Cut/Tear resistance | |
| Profile | Flat or Patterned | Material retention |
The engineering phase is the most critical step in preventing premature belt failure in heavy industrial environments.
Which black rubber conveyor belt works best for sand?

For sand processing, a two-ply or three-ply fabric textile conveyor belt provides the necessary flexibility for high-speed transport and small pulley diameters. Fine particles like grit can get trapped in belt seams, making a smooth, high-grade black rubber conveyor belt essential for clean discharge. These belts are designed to handle high-moisture sand without slipping or losing tracking.
Why choose multi-ply fabric for sand handling?
Listen to this: Sand is deceptive because while individual grains are small, the cumulative weight and abrasion can destroy a low-quality belt.
- EP fabric (Polyester/Polyamide) provides low stretch.
- High flexibility allows for tighter troughing angles.
- Smooth covers prevent “carryback” where sand sticks to the belt.
- Resilience against the moisture often found in washed sand.
Key Takeaway: Choosing the right ply count for sand ensures your system remains flexible enough for high-speed operations.
| Aggregate Type | Recommended Belt | Advantage | |
|---|---|---|---|
| Fine Sand | 2-Ply EP Fabric | High flexibility | |
| Wet Sand | Oil-Resistant Cover | Slip prevention | |
| Coarse Grit | 3-Ply EP Fabric | Impact resistance |
Selecting a belt specifically for sand prevents the tracking issues and spillages that often plague general-purpose aggregate systems.
Can a black rubber conveyor belt be custom branded?
Yes, a black rubber conveyor belt can be customized with OEM logos and technical specifications embossed directly into the rubber during the molding process. This branding serves as a mark of quality and helps your maintenance teams identify the correct replacement parts. Custom marking ensures that every roll delivered to your site meets the exact internal standards you require.
What are the benefits of OEM belt branding?
The best part? You get a product that is not only built for your machines but also carries the identity of your specific brand or project.
- Simplifies inventory management across large sites.
- Ensures technical specs are always visible for safety.
- Provides a professional appearance for equipment resellers.
- Prevents the use of incorrect, non-rated belt substitutes.
Key Takeaway: Custom branding links high-performance hardware with your company’s reputation for reliability and quality.
| Branding Option | Application | Visual Result | |
|---|---|---|---|
| Embossed Logo | Permanent rubber molding | 3D raised texture | |
| Technical Specs | White or yellow ink | High-contrast data | |
| Color Coding | Edge striping | Rapid identification |
Branding your industrial components adds a layer of professional accountability and helps maintain system integrity over many years.
Is a black rubber conveyor belt used for quarry rocks?

Quarry operations rely on heavy-duty steel cord conveyor belts or high-tensile black rubber conveyor belt models to move tons of crushed granite and limestone daily. These environments are the most demanding because large, jagged rocks can easily puncture standard industrial materials. You need a belt with a high “breaking strength” to handle the initial impact at the primary crusher discharge.
How do belts survive high-impact rock drops?
But wait, there’s more: It is not just about the thickness of the rubber, but the internal reinforcement that stops a rock from tearing the belt in half.
- Thick top covers act as a shock-absorbing cushion.
- High-tensile carcasses prevent the belt from snapping under load.
- Rip-stop breakers detect and stop longitudinal tears.
- Abrasion-resistant compounds withstand constant rock friction.
Key Takeaway: In a quarry, the durability of your belt is the only thing standing between you and a complete production halt.
| Rock Size | Recommended Ply/Cord | Key Feature | |
|---|---|---|---|
| < 50mm | 3-Ply EP | General durability | |
| 50mm – 200mm | 4-Ply Heavy Duty | Impact resistance | |
| > 200mm | Steel Cord | Maximum tension |
Heavy-duty rock transport requires specialized rubber formulations that can absorb kinetic energy without cracking or gouging.
How does a black rubber conveyor belt handle inclines?
To transport materials up steep slopes, a black rubber conveyor belt utilizes chevron patterns or corrugated sidewalls to prevent bulk aggregate from sliding backward. These molded profiles create “pockets” that lock the material in place, allowing for incline angles up to 45 degrees or higher. This design is crucial for saving space in tight aggregate plant layouts where vertical transport is necessary.
Why are chevron patterns essential for slopes?
Think about it: A flat belt would simply act as a slide for gravel, causing dangerous material piles at the bottom of your conveyor.
- “V” or “U” patterns grip material securely.
- Sidewalls prevent lateral spillage on steep climbs.
- Molded cleats allow for greater throughput on inclines.
- Self-cleaning patterns reduce buildup in the cleats.
Key Takeaway: Patterned belts maximize your footprint by allowing for much steeper conveyor runs than flat alternatives.
| Incline Angle | Belt Type | Material Limit | |
|---|---|---|---|
| 0 – 18 Degrees | Flat Black Rubber | Coarse aggregate | |
| 18 – 35 Degrees | Chevron Pattern | Sand and gravel | |
| 35 – 90 Degrees | Sidewall & Cleat | All bulk materials |
The addition of a molded profile significantly increases the versatility of your conveyor system across various terrain heights.
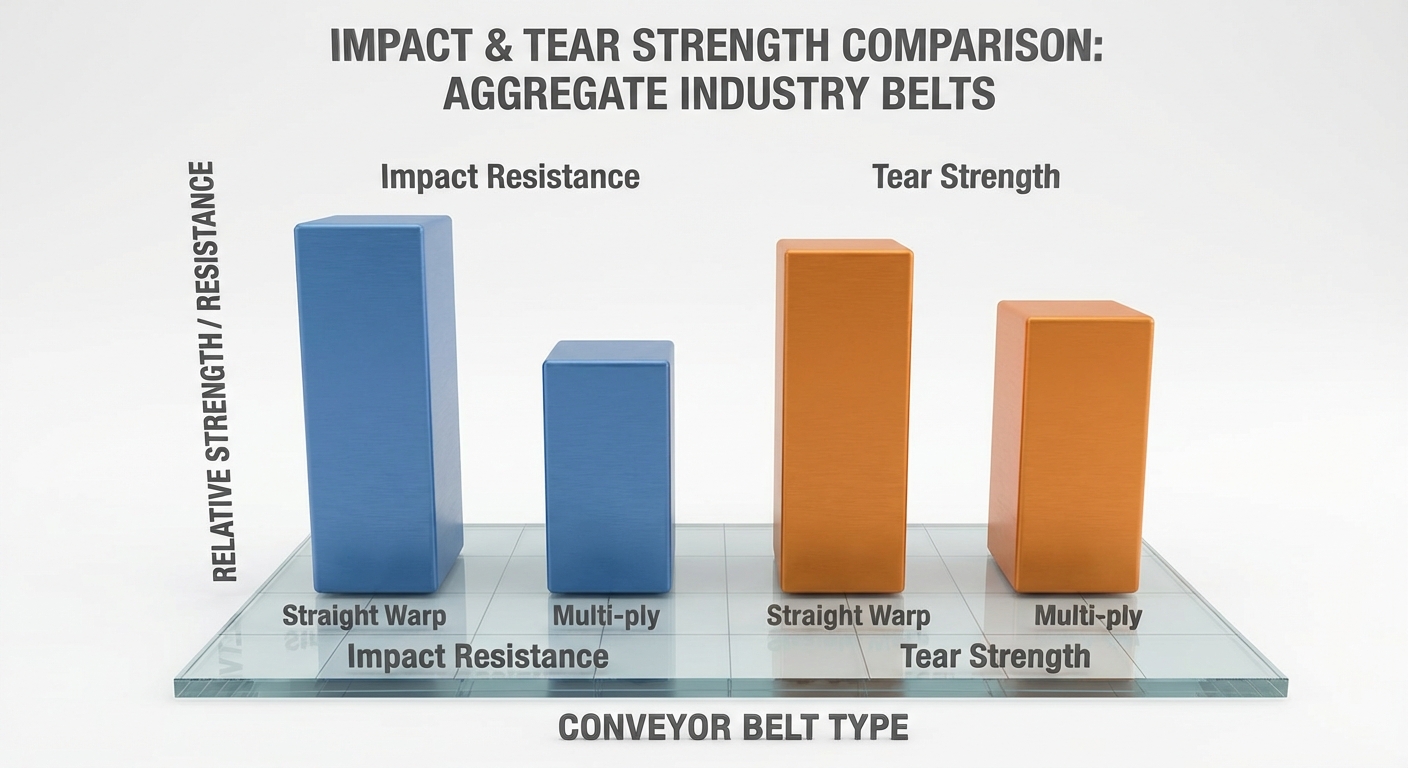
Does a black rubber conveyor belt resist tearing?

A high-quality black rubber conveyor belt is specifically formulated with high-tensile binders to resist the cutting and gouging forces typical in mining. You should contact us to discuss specific rubber grades if your material contains particularly sharp flint or recycled concrete. The durability of the belt is measured by its “Shore A” hardness and its ability to recover from surface impacts without deep scarring.
What materials provide the best tear resistance?
Here is the deal: Standard rubber can be cut like paper by sharp basalt, but industrial-grade compounds are engineered to “deflect” the edge.
- Straight warp fabrics provide superior rip resistance.
- Natural and synthetic rubber blends balance hardness and flex.
- Internal reinforcement prevents small cuts from spreading.
- UV-resistant additives prevent the rubber from becoming brittle.
Key Takeaway: Tear resistance is the primary insurance policy against the catastrophic failure of your conveying line.
| Test Metric | Industrial Standard | Purpose | |
|---|---|---|---|
| Tensile Strength | ISO 283 | Resistance to snapping | |
| Abrasion Loss | ISO 4649 | Surface wear longevity | |
| Adhesion | ISO 252 | Ply separation prevention |
Maintaining a high standard of tear resistance ensures your belt can handle “worst-case” loading scenarios without failure.
What are the layers of a black rubber conveyor belt?
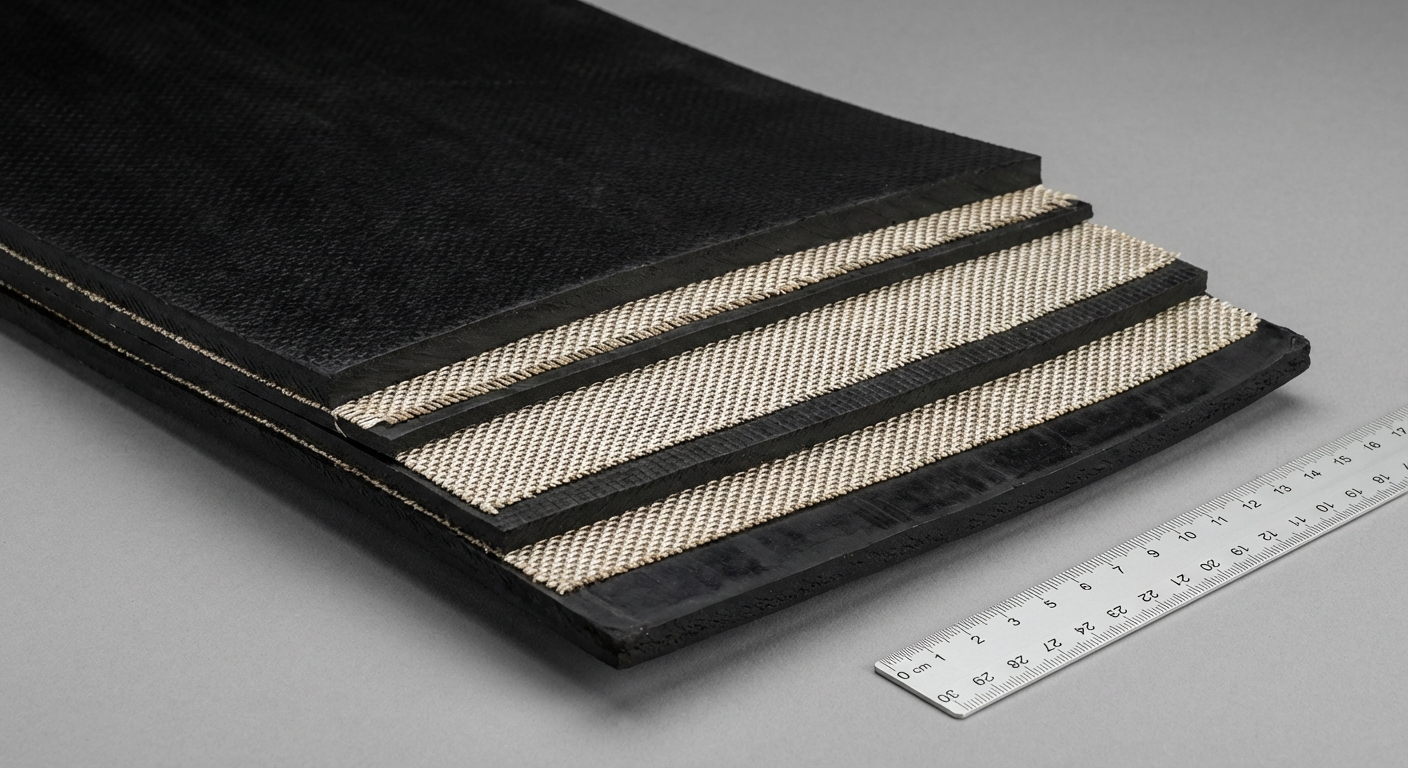
The internal structure of a black rubber conveyor belt consists of a top cover, a bottom cover, and a central carcass made of multiple fabric plies. Each layer has a distinct purpose: the covers protect against external damage, while the carcass provides the strength to pull heavy loads across long distances. Understanding these layers helps you choose the right thickness for your specific aggregate application.
Why are the top and bottom covers different?
Listen to this: The top cover is usually much thicker because it bears the brunt of the material impact and constant abrasion.
- Top Cover: Protects against impact, heat, and chemicals.
- Carcass (EP/NN): Provides the strength and stretch control.
- Skim Coat: Bonds the fabric layers together internally.
- Bottom Cover: Designed for friction against the pulleys.
Key Takeaway: The “balance” of these layers determines how the belt tracks and how long it lasts under stress.
| Layer Name | Typical Thickness | Material Role | |
|---|---|---|---|
| Top Cover | 3mm – 12mm | Protection & Cushioning | |
| Carcass | Varies by ply | Structural Integrity | |
| Bottom Cover | 1.5mm – 4.5mm | Pulley Engagement |
A well-constructed multi-ply belt ensures that each layer works in harmony to provide a long, maintenance-free service life.
Is a black rubber conveyor belt stronger than plastic?
A black rubber conveyor belt significantly outperforms plastic or PVC alternatives in heavy aggregate industries due to its superior impact absorption and tensile strength. If you are moving heavy ore or sharp gravel, a chevron conveyor belt made of rubber provides the grip and resilience that plastic simply cannot match. Rubber’s natural elasticity allows it to “bounce back” from heavy impacts that would crack or shatter rigid materials.
Why does rubber win in heavy industrial use?
The best part? Rubber belts can be spliced and repaired on-site, whereas many synthetic materials require complete replacement after a major tear.
- Greater resistance to extreme temperature fluctuations.
- Better coefficients of friction for heavy material grip.
- Ability to handle much higher “working tensions” (N/mm).
- Longevity in outdoor environments with high UV exposure.
Key Takeaway: For heavy-duty mining and aggregate, rubber remains the undisputed standard for load-bearing capacity.
| Material | Impact Rating | Flex Life | |
|---|---|---|---|
| Black Rubber | Excellent | High | |
| PVC / Plastic | Low | Moderate | |
| Steel Mesh | Moderate | Low |
The data proves that for high-tonnage aggregate transport, rubber provides the lowest cost-per-ton over the life of the belt.
Where is a black rubber conveyor belt stored for shipping?

Every finished black rubber conveyor belt is stored in climate-controlled warehouses, rolled tightly onto steel or wooden cores to prevent deformation. Massive inventory levels ensure that common widths and grades are ready for immediate global export to your job site. Proper storage is vital to ensure the rubber does not develop “set” or cracks before it is even installed on your conveyor frame.
How is the belt protected during long-distance transit?
Think about it: Shipping a massive roll of rubber halfway across the world requires more than just a truck; it needs protection from the elements.
- Waterproof wrapping prevents moisture from reaching the plies.
- Steel frames protect the edges from crushing or impact.
- Wooden pallets ensure stable forklift handling.
- UV-reflective covers protect the outer rubber layers.
Key Takeaway: Professional packaging ensures that the high-quality belt you purchased arrives in factory-perfect condition.
| Packaging Type | Protection Level | Best For | |
|---|---|---|---|
| Waterproof Wrap | High | Sea Freight | |
| Steel Crate | Maximum | Heavy Steel Cord | |
| Standard Roll | Moderate | Local Delivery |
Our advanced logistics and warehouse management systems guarantee that your industrial belts are handled with extreme care from factory to port.
Conclusion
Selecting the right black rubber conveyor belt is the most important decision you can make to protect your aggregate operation from costly delays and mechanical failure. By understanding the science of vulcanization, the importance of custom engineering, and the necessity of high-grade rubber compounds, you can ensure your facility runs at peak efficiency. We invite you to contact us today to find a tailored solution that fits your unique project requirements. Since 1983, our brand vision has been to provide the world’s most durable material handling solutions, ensuring that every quarry and plant we serve achieves its maximum production potential.
Frequently Asked Questions
1. Can I order a black rubber conveyor belt with a custom logo?Absolutely. We offer comprehensive OEM branding services where your company logo or technical data is embossed directly into the belt surface for permanent identification.
2. What is the best belt for high-impact primary crushing zones?Heavy-duty steel cord belts or 4-ply EP fabric belts with an extra-thick (10mm+) top cover are recommended to absorb the kinetic energy of large rock drops.
3. How fast can I receive a technical quote for aggregate belting?Our engineering team typically provides a full technical solution and accurate quotation within 24 hours of receiving your system specifications.
4. Is the black rubber conveyor belt resistant to oil or heat?Yes, we manufacture specialized grades including “HR” (Heat Resistant) for cement plants and “OR” (Oil Resistant) for chemical-heavy industrial applications.
5. Can these belts handle 24/7 continuous emergency operations?Our belts are engineered for high-duty cycles and 24/7 operation, with high-tensile carcasses designed specifically to minimize unplanned maintenance intervals.