A heavy duty rubber conveyor belt is designed to handle high-tension loads and abrasive materials in demanding industries, helping reduce downtime, lower maintenance costs, and ensure reliable material transport.
What is a heavy duty rubber conveyor belt?

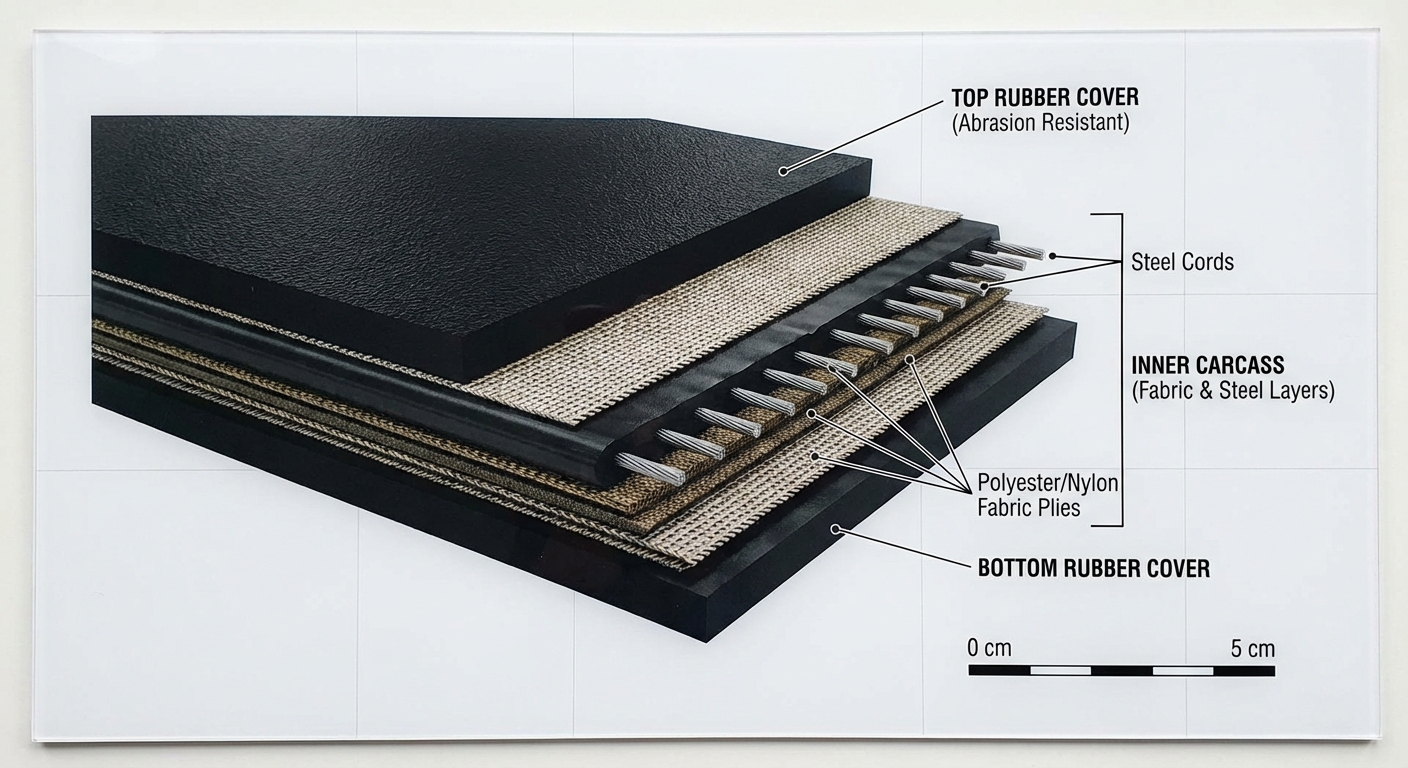
A heavy duty rubber conveyor belt is a reinforced industrial transport medium designed to carry high-tonnage loads over long distances without stretching or snapping. These belts feature a complex multi-ply carcass that provides the structural integrity needed for the world’s harshest environments.
Core Structural Elements
The internal skeleton of the belt is what determines its load-carrying capacity and resistance to elongation. Most modern designs utilize EP (polyester-nylon) or NN (nylon-nylon) fabric plies that offer exceptional flexibility and strength.
Here is the kicker: the bond between the rubber covers and the internal carcass is what prevents delamination during heavy operation.
- EP Fabric: Low stretch and high resistance to moisture.
- NN Fabric: Superior impact absorption and excellent troughability.
- Steel Cords: Used for extreme tension and long-distance hauls.
Key Takeaway: Understanding the carcass type helps you select a belt that maintains its shape even under the weight of thousands of tons of material.
Specialized Cover Compounds
The outer layer of the belt is your first line of defense against the sharp edges of rocks or the heat of industrial chemicals. These compounds are formulated to resist abrasion, oil, or extreme temperatures depending on your specific facility needs.
| Component | Material Function | |
|---|---|---|
| Top Cover | Protects the carcass from impact and wear | |
| Carcass | Provides tensile strength and load support | |
| Bottom Cover | Ensures traction and protects against pulley friction |
Proper material selection for each layer maximizes the service life of your transport system.
How does a heavy duty rubber conveyor belt work?

The heavy duty rubber conveyor belt operates by translating motor-generated torque into linear motion through a high-friction interface between the drive pulley and the rubber lagging. This synchronization ensures that the belt can move massive quantities of bulk material consistently without slipping.
Physics of Tension and Grip
Tension is the lifeblood of your conveyor system, as it prevents the belt from sagging between idlers and maintains the required grip on the drive pulley. By utilizing high PIW (pounds per inch of width) ratings, these belts can handle the high start-up torque required for fully loaded systems.
Think about it: without the right tension, your belt would simply spin against the pulley, causing heat damage and eventual failure.
- Drive Pulley: Transfers power from the motor to the belt.
- Tail Pulley: Provides the necessary return path and take-up tension.
- Idlers: Support the belt and shape it into a trough for material containment.
Key Takeaway: Efficient operation relies on the delicate balance of tension and friction to move heavy loads with minimal energy loss.
Material Troughing Dynamics
To maximize carrying capacity, the belt is shaped into a “U” or “V” trough as it passes over specialized idler sets. This geometry prevents material spillage and allows for higher volume transport at faster speeds.
| Mechanical Step | Operational Impact | |
|---|---|---|
| Torque Transfer | Initiates belt movement under heavy load | |
| Troughing | Increases material volume and reduces spillage | |
| Take-up Adjustment | Maintains constant tension during temperature changes |
Correct mechanical alignment ensures that your belt tracks straight and avoids edge damage during high-speed operation.
Why use a heavy duty rubber conveyor belt in mining?

A heavy duty rubber conveyor belt is essential in mining because it provides the extreme impact resistance required to survive the “drop zone” where raw ore hits the belt. Without this specialized reinforcement, sharp rocks would easily puncture standard belts, leading to catastrophic system failure.
Survival in the Drop Zone
Mining operations involve heavy rocks falling from height onto the belt surface, creating massive kinetic energy that must be absorbed. High-quality heavy-duty belts use “Super Impact” compounds and breaker plies to dissipate this energy across the entire carcass.
You might be wondering: how does a belt survive thousand-pound boulders daily?
- Thick Top Covers: Usually 10mm to 20mm of reinforced rubber.
- Transverse Reinforcement: Prevents longitudinal tearing from sharp metal or rocks.
- Impact Cradles: Work in tandem with the belt to absorb shocks.
Key Takeaway: Investing in impact-resistant belts prevents punctures and tears that would otherwise result in expensive emergency repairs.
Handling Extreme Vertical Lifts
Many mines require material to be transported from deep underground to the surface, necessitating belts with zero-stretch steel cord reinforcements. These belts can handle the immense vertical tension required to lift tons of material thousands of feet.
| Mining Challenge | Belt Solution | |
|---|---|---|
| Puncture Risk | High-tensile breaker plies and thick covers | |
| Long Distances | Steel cord carcasses for minimal elongation | |
| Fire Hazard | MSHA and EN certified flame-retardant rubber |
Mining-grade belts are the only transport solution capable of withstanding the relentless abrasion of raw mineral extraction.
Who needs a heavy duty rubber conveyor belt daily?

Industrial sectors like cement manufacturing and steel production utilize the heavy duty rubber conveyor belt daily to move scorching clinker and abrasive slag. These industries require specialized compounds that don’t melt or crack when exposed to continuous high temperatures.
Cement and Power Generation
In a cement plant, clinker leaves the kiln at temperatures that would incinerate a standard belt in minutes. Heavy-duty heat-resistant belts use EPDM or chlorobutadiene compounds to maintain their flexibility and structural integrity at up to 200°C.
Let’s dig deeper: the right belt choice in power plants also involves managing coal dust and fire risks.
- Cement Plants: Moving limestone, raw meal, and hot clinker.
- Power Plants: High-capacity coal transport for 24/7 energy generation.
- Steel Mills: Handling hot slag and heavy iron ore pellets.
Key Takeaway: Industry-specific belts ensure that extreme heat and chemical exposure do not degrade your transport infrastructure.
Aggregate and Bulk Handling
From gravel pits to massive port terminals, the need for high-throughput belts is constant for global trade and construction. These environments demand UV-resistant and weather-proof rubber that can operate in freezing or tropical conditions without losing performance.
| Sector | Material Characteristic | |
|---|---|---|
| Aggregate | Highly abrasive sand and crushed stone | |
| Ports | High-volume grain, coal, and fertilizer handling | |
| Chemical | Corrosive raw materials and treated powders |
Robust belt designs allow these industries to maintain high profit margins by reducing the “cost per ton” of material moved.
How is a heavy duty rubber conveyor belt made?
The production of a heavy duty rubber conveyor belt follows a strict sequence of calendaring and vulcanization to ensure every layer is chemically bonded. This multi-stage process creates a unified product that can withstand thousands of pounds of tension without delaminating.
The Calendaring Process
Calendaring is the stage where the textile or steel reinforcement is impregnated with raw rubber to form the belt’s core. Precision rollers ensure that the rubber penetrates every fiber of the fabric, creating the high adhesion levels necessary for durability.
The truth is, even the best rubber is useless if it doesn’t stick perfectly to the internal plies.
- Raw Mixing: Combining natural rubber with carbon black and protective oils.
- Layering: Stacking fabric plies to reach the desired tensile strength.
- Skim Coating: Applying the adhesive rubber layer between plies.
Key Takeaway: Precision manufacturing ensures that your belt remains a single, solid unit even under intense operational stress.
Vulcanization and Final Molding
After the belt is assembled, it enters a high-pressure vulcanization press where heat triggers a chemical reaction in the rubber. This process transforms the raw, soft material into a tough, elastic polymer that defines the belt’s final properties.
| Stage | Critical Benefit | |
|---|---|---|
| Mixing | Determines resistance to heat, oil, or abrasion | |
| Calendaring | Ensures uniform thickness and ply adhesion | |
| Vulcanization | Provides final elasticity and tensile strength |
Final quality inspections verify that the belt meets all international standards for tension and cover thickness before shipping.
When to fix a heavy duty rubber conveyor belt?

You must inspect your heavy duty rubber conveyor belt regularly for deep gouges or edge fraying that could indicate a serious tracking issue. Identifying these small problems early prevents them from evolving into catastrophic failures that shut down your entire facility.
Warning Signs of Cover Wear
The top cover is designed to wear over time, but uneven wear patterns often signal that your idlers are misaligned or your cleaners are too aggressive. If you see the internal fabric carcass peeking through the rubber, the belt is at immediate risk of moisture absorption and rot.
But wait, there’s more: a simple visual check of the belt surface can save you thousands in unplanned downtime.
- Gouges: Deep cuts caused by sharp material impact at the load point.
- Cracking: Sign of “ozone aging” or heat degradation in the rubber compound.
- Cuppings: Bowing of the belt edges due to improper tension or heat.
Key Takeaway: Catching cover wear before it reaches the carcass extends the life of your belt through simple cold-vulcanized patches.
Splice and Joint Integrity
The most common point of failure for any industrial belt is the splice where the two ends are joined together. You should look for any “lifting” of the rubber at the joint or signs of mechanical fasteners tearing through the fabric.
| Sign of Trouble | Recommended Action | |
|---|---|---|
| Exposed Plies | Clean area and apply a rubber repair patch | |
| Edge Fraying | Re-align idlers and check the tracking system | |
| Splice Cracking | Schedule an immediate hot vulcanization service |
Regular maintenance and timely repairs ensure that a
500fixdoesn′tturnintoa
50,000 replacement.
What is the best heavy duty rubber conveyor belt?

The best heavy duty rubber conveyor belt for your application is one that specifically matches its cover grade to the chemical and physical properties of your cargo. Whether you are moving oily wood chips or hot clinker, the rubber compound must be engineered to resist that specific environment.
Understanding Cover Grades
Global standards define cover grades based on their ability to resist abrasion and tearing. For high-impact mining, you need Grade 1 rubber, while general-purpose applications might only require a Grade 2 cover for economical operation.
The best part? You can customize these grades with additives that provide secondary protection.
- Grade 1: Maximum abrasion resistance for sharp, heavy ores.
- Grade 2: Balanced performance for sand, gravel, and coal.
- MOR/SOR: Oil-resistant compounds for chemical-laden materials.
Key Takeaway: Selecting the correct cover grade prevents premature aging and ensures you get the maximum “cost per ton” value.
Matching Belts to Inclines
If your system operates on a steep incline, a smooth belt will allow material to slide back, causing dangerous spills. In these cases, the best choice is a Chevron or Sidewall belt that uses molded profiles to lock material in place during transport.
| Selection Factor | Business Priority | |
|---|---|---|
| PIW Rating | Must exceed the maximum calculated system tension | |
| Temperature | Needs to handle the continuous material heat level | |
| Inclination | High angles require molded cleats or sidewalls |
A well-matched belt reduces motor strain and prevents material loss, directly boosting your facility’s bottom line.
Is a heavy duty rubber conveyor belt safe?

Yes, a heavy duty rubber conveyor belt is safe when it is manufactured to strictly follow international fire and anti-static standards. In underground mining or grain handling, a single spark or friction-generated fire can be deadly, making safety-certified belts mandatory.
Fire Resistance and Anti-Static
Safety-rated belts are engineered to be self-extinguishing, meaning they will stop burning once the heat source is removed. They also contain conductive additives that dissipate static electricity to prevent explosions in dust-heavy environments like coal silos or grain elevators.
Now, consider this: the safety of your personnel depends on the belt’s ability to resist ignition during a stall.
- EN 14973: European safety standard for underground mining belts.
- MSHA: American standard for flame-retardant material handling.
- ISO 284: Certification for electrical conductivity and anti-static properties.
Key Takeaway: Choosing certified safety belts protects your workforce and prevents catastrophic facility damage from fires.
Preventing Mechanical Hazards
Beyond chemical safety, the structural integrity of a heavy-duty belt prevents “snap-back” accidents caused by sudden tension failure. By maintaining a high safety factor (often 10:1), these belts ensure that even a surge load won’t cause the belt to break.
| Safety Feature | Risk Mitigated | |
|---|---|---|
| Anti-Static Cover | Prevents dust explosions in grain or coal silos | |
| Flame Retardant | Stops the spread of fire in underground tunnels | |
| High Safety Factor | Prevents snapping under extreme tension surges |
Rigorous safety testing ensures that your transport system remains a reliable and secure part of your industrial process.
How to buy a heavy duty rubber conveyor belt?

When you are ready to buy a heavy duty rubber conveyor belt , sourcing directly from a manufacturer like Zhenxing ensures you receive technical support and factory-direct pricing. This approach eliminates the middleman and gives you direct access to the engineers who design your belt’s specifications.
Direct Sourcing Advantages
Buying from a factory allows you to request custom fabrications like hole punching for bucket elevators or hot-molded cleats for steep inclines. You can also review testing reports for tensile strength and abrasion resistance before the belt even leaves the production floor.
It gets better: direct communication with the factory shortens lead times and ensures the specs match your site survey.
- Custom Design: Tailoring the PIW and cover thickness to your load.
- Cost Savings: Factory-direct pricing saves 15-30% on large orders.
- Technical Support: Access to engineers for belt selection guidance.
Key Takeaway: Direct sourcing provides a more transparent and cost-effective way to secure high-performance industrial belting.
Evaluating Global Suppliers
Look for suppliers with a proven track record of exporting to major markets like Australia, Turkey, and the UAE. These manufacturers have already passed the rigorous quality audits required by international mining and cement corporations.
| Purchasing Step | Why It Matters | |
|---|---|---|
| System Survey | Determines the exact tension and width required | |
| Sample Testing | Verifies the rubber quality before full production | |
| ISO Verification | Ensures the factory follows strict quality protocols |
Choosing a reputable global manufacturer guarantees that your investment will withstand the test of time and heavy loads.
Why trust this heavy duty rubber conveyor belt?

You can trust a heavy duty rubber conveyor belt that has been proven in over 20 countries across the mining and cement sectors. These belts are the result of decades of research into polymer science and textile engineering, providing a reliable backbone for global industrial growth.
Proven Performance History
Manufacturers like Zhenxing have been refining their rubber compounds since 1983, adapting to the evolving needs of high-speed, high-capacity conveyor systems. This long-term focus on quality has resulted in belts that consistently exceed their rated service life in harsh environments.
The reality is, trust is built on thousands of hours of flawless operation in the field.
- Global Export: Proven reliability in diverse climates and industries.
- ISO Certified: Consistent production quality and material traceability.
- R&D Focus: Continuous improvement in impact and heat resistance.
Key Takeaway: Decades of manufacturing expertise ensure that your conveyor system remains productive and cost-efficient.
Comprehensive Quality Control
Every batch of rubber and every roll of fabric undergoes rigorous tensile and abrasion testing before assembly. This commitment to quality ensures that every millimeter of the final belt meets the high standards required by modern industrial facilities.
| Trust Indicator | Benefit to You | |
|---|---|---|
| 30+ Years Experience | Expert knowledge of every industrial application | |
| Testing Reports | Hard data proving the belt’s physical capabilities | |
| 24/7 Support | Rapid response for any technical or logistics needs |
Trusting a professional-grade manufacturer means you are investing in the long-term stability and profitability of your operations.
Optimize Your Production Today
Choosing the right heavyweight belting is not just a procurement decision; it is a commitment to the efficiency and safety of your entire facility. We solve the problem of premature belt failure by providing factory-direct, high-spec solutions that thrive in the harshest mining, cement, and power plant environments. Our vision is to empower your industrial operations with uncompromised durability and precision-engineered rubber technology. Contact us today to receive a tailored technical consultation and take the first step toward a more reliable material handling system.
FAQ
Can I use a heavy duty rubber conveyor belt for food products?No, because these belts contain industrial-grade chemicals and carbon black that are not food-safe. For hygienic applications, you must use specialized white conveyor belts that meet FDA and food-grade standards.
What’s the best way to prevent belt slipping?Ensure that your drive pulley has proper rubber lagging and that the take-up system is maintaining the correct tension. If slipping continues, you may need to upgrade to a belt with a higher friction coefficient or increase the wrap angle of the pulley.
How do I know if my belt tension is too high?Check for excessive heat at the pulleys or premature wear on the bearings and motor. If the belt appears thin or the splice is starting to pull apart, you likely have the tension set far beyond the manufacturer’s recommended PIW rating.
Can a damaged heavy duty rubber conveyor belt be saved?Yes, as long as the internal carcass is not severely torn or rotted from moisture exposure. You can use cold-vulcanized repair strips or mechanical fasteners to patch small gouges and extend the belt’s life.
How long should a mining belt typically last?Directly matching the belt’s cover grade to the abrasive nature of your material can result in a service life of 5 to 10 years. However, improper loading or poor maintenance can reduce this to less than a year in extreme conditions.