Professional rubber belt conveyor manufacturers provide durable conveyor belts designed for demanding industries, ensuring reliable material transport, heat resistance, and stable production performance.
What defines a food grade white rubber conveyor belt?
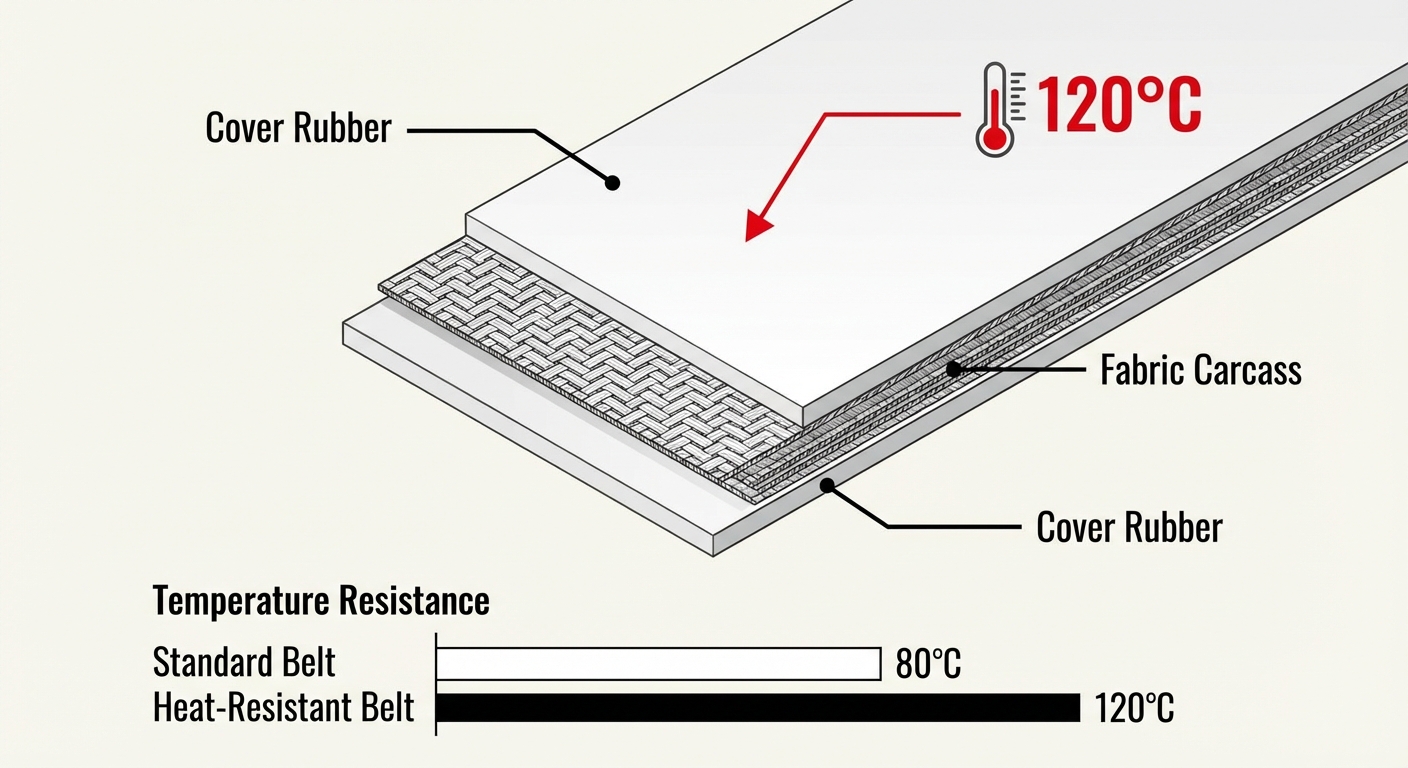
A food grade white rubber conveyor belt is a multi-layered transport system composed of non-toxic rubber compounds and high-strength fabric textiles. This specific belt is engineered to meet global hygiene standards, ensuring that no odors or chemicals migrate into your sensitive products. In your facility, the white rubber conveyor belt serves as the primary contact surface, offering a smooth finish that prevents material buildup. It is specifically designed to stay flexible and resilient even when subjected to constant 120°C heat.

Material Composition for High Purity
The rubber used in these belts is typically a blend of synthetic polymers that do not contain carbon black, which is why the belt maintains its distinct white color. This allows you to easily spot any debris or signs of wear during routine inspections.
Think about it:
- Synthetic covers ensure zero taste or odor transfer.
- White pigments facilitate immediate visual cleanliness checks.
- Reinforced cores provide the necessary structural integrity.
Structural Integrity and Fabric Plies
Underneath the white rubber surface, the belt contains layers of EP (Polyester-Nylon) or NN (Nylon-Nylon) fabric that determine its load-bearing capacity. These layers are vulcanized together to prevent delamination during high-temperature operations.
The bottom line:
- High-tensile fabric reduces the risk of belt stretching.
- Heat-resistant adhesives keep the layers bonded at 120°C.
- Multiple ply counts allow for customization based on your conveyor’s length.
| Component | Standard Specification | |
|---|---|---|
| Cover Material | FDA-Grade White SBR/NBR | |
| Heat Limit | 120°C (Continuous) | |
| Carcass Type | EP or NN Fabric | |
| Color | Pure White |
The table above highlights the fundamental materials that allow this belt to operate in environments where standard black rubber would fail or contaminate the load.
Key Takeaway: Using a belt with a certified non-toxic composition ensures your production line meets regulatory safety requirements while providing the physical strength needed for heavy-duty industrial casting or food handling.
How does the white rubber conveyor belt handle 120C?
The white rubber conveyor belt manages temperatures up to 120 degrees Celsius through the use of specialized heat-stabilizing additives within the rubber matrix. These chemical stabilizers prevent the polymer chains from breaking down or becoming brittle when exposed to thermal energy for extended periods. When you operate at these temperatures, the white rubber conveyor belt maintains its elasticity, ensuring it can wrap around pulleys without cracking. This thermal resistance is critical for preventing the belt from hardening, which is a common cause of premature failure in standard conveyor systems.
Heat Dissipation and Surface Cooling
The belt’s surface is designed to radiate heat efficiently, preventing the core temperature of the rubber from exceeding its safety threshold. This is particularly important when you are transporting hot plaster or baked goods that remain on the belt for several minutes.
It gets better:
- Special cover compounds slow down the aging process caused by heat.
- The fabric carcass acts as a thermal barrier for the internal components.
- Smooth surfaces allow for better airflow across the material.
Preventing Thermal Deformation
Heat typically causes materials to expand, but this belt is engineered with a low-shrinkage fabric core to maintain its dimensions. You can rely on the belt to stay centered on the track even after hours of high-temperature use.
Here is the deal:
- Pre-stretched fabrics minimize elongation during operation.
- Cross-linking in the rubber prevents the surface from softening.
- Vulcanization at high pressure ensures a permanent, heat-proof bond.
| Property | Value at 120°C | |
|---|---|---|
| Tensile Retention | >75% of original strength | |
| Elongation at Break | Stable within 10% | |
| Hardness Change | Minimal hardening (<5 Shore A) | |
| Cover Wear | Heat-resistant grade T1/T2 |
This data confirms that the belt is physically capable of maintaining its structural properties despite the extreme thermal environment of a casting or drying line.
Key Takeaway: Thermal stability is the most important factor in belt longevity; by selecting a 120°C rated belt, you eliminate the risk of brittle failure and surface cracking.
Where is the white rubber conveyor belt used in casting?
In the world of industrial production, the white rubber conveyor belt is extensively used in plaster casting lines for dental, medical, and architectural applications. Because plaster often involves an exothermic reaction or requires drying at high temperatures, the belt must withstand the heat of the setting material. You will also find these belts in facilities producing salt and sugar, where the white surface ensures that any discoloration is immediately visible. The white rubber conveyor belt is the gold standard for any environment where the final product must remain 100% free of black rubber dust or oil streaks.

Plaster and Ceramic Production
Plaster casting requires a surface that is both smooth and chemically inert to prevent the mold from sticking or picking up impurities. The heat-resistant properties allow the plaster to set while being transported through curing tunnels.
Look:
- Smooth finishes prevent the plaster from bonding to the belt.
- High heat resistance supports fast curing in industrial ovens.
- Chemical inertness ensures the plaster remains bright white.
Salt and Sugar Processing
Salt and sugar are highly abrasive and sensitive to contamination, making the white belt an essential asset in these refineries. You need a belt that won’t degrade under the chemical stress of salt or the heat of sugar drying.
Think about it:
- Abrasion resistance protects the belt from sharp crystals.
- Heat resistance handles the output from industrial dryers.
- Easy-to-clean surfaces prevent cross-contamination between batches.
| Application | Primary Benefit | |
|---|---|---|
| Medical Plaster | Sterility and non-toxicity | |
| Sugar Refinement | High-temperature drying support | |
| Architectural Casting | Precision surface finish | |
| Chemical Handling | Resistance to bleaching agents |
The versatility of these applications demonstrates why a white, heat-resistant belt is necessary for both heavy industrial casting and delicate food production.
Key Takeaway: If your process involves high heat and requires the highest level of purity, this belt is the specific tool designed to bridge that gap.
Why choose this white rubber conveyor belt for hygiene?
Choosing a white rubber conveyor belt for hygiene is essential because the color white does not hide dirt, bacteria, or belt wear. This transparency forces a higher standard of cleanliness in your facility, as any buildup is immediately noticeable to operators and quality control inspectors. The white rubber conveyor belt is manufactured without carbon black, which is the primary source of black marks and contamination in traditional industrial belts. By using this belt, you ensure that your products, whether they are food items or plaster molds, maintain their aesthetic and chemical integrity.
Elimination of Carbon Black Contamination
Standard industrial belts use carbon black for strength, but this material can rub off onto your products as the belt wears down. Using a white belt eliminates this risk entirely, protecting your brand reputation.
The bottom line:
- No black streaks on your finished plaster or food products.
- Reduced risk of foreign material contamination.
- Better compliance with FDA and REACH regulations.
Ease of Sanitization and Inspection
Because the surface is non-porous and bright, cleaning the belt is a straightforward process that yields verifiable results. You can quickly confirm that the belt is sanitized and ready for the next production run.
In short:
- Smooth surfaces allow for effective scraping and washing.
- White color reveals organic matter or mold growth instantly.
- Resistance to hot water allows for high-temp sanitization.
| Hygiene Metric | White Rubber Belt Performance | |
|---|---|---|
| Visual Inspection | High (Immediate detection) | |
| Bacterial Growth | Low (Non-porous surface) | |
| Cleaning Effort | Minimal (Supports power washing) | |
| Contamination Risk | Zero (No carbon black) |
This comparison shows how the physical properties of white rubber directly contribute to a safer and more efficient cleaning protocol in your plant.
Key Takeaway: Hygiene is not just about cleaning; it is about visibility and material safety, both of which are provided by the white rubber surface.
How is a white rubber conveyor belt manufactured for heat?
A white rubber conveyor belt is manufactured through a precision vulcanization process where raw rubber compounds and fabric layers are bonded under intense pressure and temperature. The process begins with the compounding of white rubber, where heat-resistant polymers like EPDM or SBR are mixed with white pigments and curing agents. In the factory, the white rubber conveyor belt undergoes a “press-cure” that cross-links the rubber molecules into a stable, heat-resistant structure. This industrial manufacturing ensures that the belt you receive can withstand continuous 120°C exposure without losing its grip or flexibility.

Precision Compounding Techniques
The secret to the 120°C rating lies in the chemistry of the rubber mix, which excludes low-cost fillers that might melt or gas off at high temperatures. You get a pure, dense rubber cover that acts as a shield for the entire belt.
Let’s be honest:
- High-quality polymers cost more but last significantly longer.
- Precision mixing prevents “hot spots” in the rubber cover.
- Controlled curing times ensure the rubber is never under-cooked.
Advanced Layer Adhesion
To prevent the fabric from separating from the rubber in hot conditions, a special bonding agent is applied between the layers before they enter the press. This ensures that the belt remains a single, cohesive unit even under mechanical strain.
Better yet:
- Friction layers penetrate the fabric for a mechanical bond.
- High-pressure presses eliminate air bubbles that cause blisters.
- Edge sealing prevents moisture and heat from attacking the core.
| Manufacturing Step | Purpose | |
|---|---|---|
| Polymer Mixing | Sets the 120°C thermal limit | |
| Fabric Calendaring | Prepares the high-strength core | |
| Press Vulcanization | Bonds all layers into one belt | |
| Edge Trimming | Ensures precise tracking and width |
The manufacturing process is a delicate balance of heat and pressure, resulting in a belt that is far more durable than general-purpose alternatives.
Key Takeaway: Understanding the manufacturing process gives you confidence that the belt’s heat resistance is built into its DNA, not just a surface coating.
What specs make a white rubber conveyor belt durable?
The durability of a white rubber conveyor belt is defined by its tensile strength, cover thickness, and the quality of its internal fabric reinforcement. For a belt rated to 120°C, the “EP” or “NN” rating tells you how much weight it can pull without breaking or stretching excessively. You should look for a white rubber conveyor belt with a cover thickness of at least 3mm to 5mm to provide a sacrificial layer against abrasive materials. These specifications ensure that your investment lasts through thousands of hours of continuous operation in a demanding industrial environment.

Tensile Strength and Load Capacity
Tensile strength is measured in N/mm and dictates how much tension the belt can handle. For heavy casting or bulk food transport, a higher rating ensures the belt doesn’t snap under the weight of the load.
Look:
- EP 200 to EP 1000 ratings cover most industrial needs.
- High-tensile cores allow for longer conveyor spans.
- Low-stretch fibers reduce the frequency of take-up adjustments.
Cover Thickness and Abrasion Resistance
The top cover is what interacts with your hot products, so its thickness and wear resistance are paramount. A thicker cover provides more insulation for the fabric core and more material to wear down over time.
You might be wondering:
- How thick should the top cover be? (3mm-6mm is standard).
- What is the bottom cover thickness? (Usually 1.5mm-3mm for pulley grip).
- Does it resist cutting? (Yes, the rubber is formulated for toughness).
| Specification | Recommended Value | |
|---|---|---|
| Tensile Strength | 400 – 800 N/mm | |
| Top Cover Thickness | 4mm (Standard for 120°C) | |
| Bottom Cover | 2mm | |
| Fabric Ply Count | 2 to 4 plies |
By matching these specifications to your specific machine requirements, you ensure a longer service life and fewer emergency repairs.
Key Takeaway: Never skimp on cover thickness or tensile strength; these are the primary metrics that determine how many years of service you will get from your belt.
Is the white rubber conveyor belt safe for direct contact?
Yes, the white rubber conveyor belt is specifically engineered to be safe for direct contact with food and medical-grade plaster. It is manufactured using FDA-compliant ingredients that are odorless, tasteless, and non-toxic, ensuring that nothing leaches into your product during the 120°C transport process. Because the white rubber conveyor belt is chemically inert, it will not react with acidic foods, salty brines, or the alkaline nature of plaster. You can rest assured that your production line remains in full compliance with international safety and health regulations.
Compliance with International Standards
These belts are tested to meet FDA (USA) and REACH (EU) standards, which are the highest benchmarks for material safety. You don’t have to worry about regulatory fines or product recalls when using certified equipment.
Think about it:
- Certified belts prevent chemical migration.
- Non-toxic additives are safe for human consumption contact.
- Documentation provides a “paper trail” for safety audits.
Chemical Inertness in High Heat
Heat often accelerates chemical reactions, but the polymers used in this belt are chosen for their stability. This means the belt won’t “gas off” or transfer plasticizers even at 120°C.
Here is the deal:
- Acids and alkalis do not degrade the white rubber surface.
- Oils from food or casting release agents are resisted.
- The belt remains neutral, preserving the product’s original flavor or color.
| Safety Standard | Compliance Status | |
|---|---|---|
| FDA 21 CFR 177.2600 | Certified | |
| Odorless/Tasteless | Fully Compliant | |
| Heavy Metal Free | Yes (No lead or mercury) | |
| BPA/Phthalate Free | Yes |
Safety is a non-negotiable factor in modern manufacturing, and these specifications provide the peace of mind you need for daily operations.
Key Takeaway: Direct contact safety is guaranteed through strict adherence to FDA-grade compounding, making this belt the only choice for high-purity industries.
How to clean a white rubber conveyor belt after casting?
Cleaning a white rubber conveyor belt after a casting or food production run is a simple process involving hot water, mild detergents, and mechanical scrapers. Because the surface is smooth and non-absorbent, material residues like dried plaster or sugar crystals cannot penetrate the rubber. When you clean the white rubber conveyor belt, the white color helps you verify that all residue has been removed, ensuring no carry-over to the next batch. For 120°C rated belts, you can safely use steam or very hot water for sanitization without damaging the belt’s structure.

Daily Maintenance and Scraping
Removing bulk material before it hardens is the best way to keep your belt in top condition. Plastic or food-grade metal scrapers can be mounted directly to the conveyor frame to keep the surface clean during operation.
Look:
- Scrapers reduce the manual labor required at shift changes.
- Smooth covers prevent “caking” of powders like plaster or salt.
- Frequent cleaning extends the life of the pulleys and rollers.
Sanitization with Hot Water and Steam
Unlike standard belts that might warp or degrade when hit with steam, this heat-resistant belt is built for it. You can achieve high-level sterilization by utilizing the belt’s thermal tolerance.
In short:
- Steam cleaning kills bacteria without chemical intervention.
- High-pressure water easily removes sticky residues.
- Fast-drying rubber prevents the growth of mold or mildew.
| Cleaning Method | Effectiveness | Belt Compatibility | |
|---|---|---|---|
| Mechanical Scraper | High (Bulk removal) | Excellent | |
| Hot Water Wash | High (Solubles) | Excellent | |
| Steam Cleaning | Maximum (Sanitization) | Excellent | |
| Chemical Sanitizer | High (Microbial) | Good (Check pH) |
A consistent cleaning regimen not only ensures hygiene but also allows you to spot potential belt damage before it becomes a failure.
Key Takeaway: The white surface and heat resistance of this belt make it the easiest material transport surface to maintain and sanitize in a professional setting.
Can a white rubber conveyor belt handle chemical exposure?
A white rubber conveyor belt can handle significant chemical exposure, including resistance to fats, oils, and weak acids found in industrial processes. The rubber is often formulated with Nitrile (NBR) or SBR blends that provide a barrier against chemical penetration. When your casting process involves oils or your food line handles fatty products, the white rubber conveyor belt will not swell or become “spongy.” This chemical resilience is a major advantage when you are working with materials that would typically eat through standard rubber belts.

Resistance to Animal and Vegetable Fats
In food processing, fats and oils are the primary enemies of rubber, causing it to soften and peel. NBR-blended white belts are specifically designed to repel these substances.
Think about it:
- Oil resistance prevents the belt from losing its tension.
- Swelling is eliminated, keeping the belt tracking straight.
- Surface integrity remains intact even with “greasy” loads.
Handling Alkaline Plaster and Salty Brines
Plaster is naturally alkaline, and salt is corrosive; both can destroy low-quality belts. The dense, high-polymer content of this white belt provides a protective shield against these chemical attacks.
It gets better:
- The belt does not “yellow” or degrade when exposed to salt.
- Alkaline plaster does not cause the rubber to crack or flake.
- The fabric core is protected from moisture by the rubber covers.
| Chemical Agent | Resistance Level | Effect on Belt | |
|---|---|---|---|
| Vegetable Oils | Excellent | No swelling | |
| Salt / Brine | Excellent | No corrosion | |
| Weak Acids | Good | Minimal impact | |
| Alkaline (Plaster) | Excellent | Surface stays smooth |
Choosing a belt with the correct chemical resistance ensures that you won’t be replacing it every few months due to chemical degradation.
Key Takeaway: Chemical resistance is the “silent” durability factor; it keeps the belt physically strong even when the environment is harsh and corrosive.
Why buy a white rubber conveyor belt from a direct factory?
Buying a white rubber conveyor belt from a direct factory allows you to customize the specifications—like width, ply count, and cover thickness—to your exact machine requirements. You eliminate the middleman, which means you receive a fresher product that hasn’t been sitting in a warehouse losing its flexibility. A factory can also provide detailed test reports for heat resistance and food-grade compliance, giving you the documentation needed for safety audits. Furthermore, the white rubber conveyor belt you source directly can be engineered with specific edge treatments or jointing methods that match your existing conveyor frame perfectly.

Custom Engineering and Sizing
Every factory has different pulley sizes and load requirements. By working with a direct manufacturer, you get a belt that is “made to order” rather than “off the shelf.”
The bottom line:
- Custom widths up to 3200mm are available.
- Specific heat-resistant grades (T1, T2, T3) can be selected.
- Endless splicing or mechanical fasteners can be factory-installed.
Cost Efficiency and Quality Assurance
Sourcing directly reduces your lead times and lowers your total cost of ownership. You also get access to the engineers who designed the belt, providing you with expert technical support.
Look:
- Lower per-meter pricing through volume manufacturing.
- Guaranteed material quality with batch-specific testing.
- Faster response for custom quotes and technical questions.
| Service Feature | Direct Factory Advantage | |
|---|---|---|
| Custom Widths | Available (up to 3000mm+) | |
| Technical Support | Direct access to engineers | |
| Quality Control | Full laboratory reports provided | |
| Delivery Time | Reduced (No distributor delay) |
A direct factory partnership is the most strategic way to manage your conveyor components, ensuring you always have high-quality belts on hand.
Key Takeaway: Factory direct sourcing is the only way to ensure your 120°C heat-resistant belt is tailored specifically to the unique stresses of your production line.
Maintaining high-temperature efficiency and impeccable hygiene no longer has to be a trade-off for your business. By selecting a food-grade white rubber conveyor belt, you solve the persistent issues of thermal cracking, carbon contamination, and difficult sanitization. We are dedicated to providing the industrial world with resilient, high-purity material handling solutions that drive productivity and ensure safety. Whether you are in the food sector or precision plaster casting, our goal is to keep your lines moving with uncompromising quality. If you are ready to upgrade your facility’s performance, contact us today to discuss your custom specifications.
Frequently Asked Questions
1. Can I use this belt for materials that exceed 120 degrees Celsius?It depends. While this belt is optimized for continuous use at 120°C, short peaks slightly above this may be tolerated, but it will significantly reduce the belt’s lifespan. For consistently higher temperatures, you should ask about our EPDM “super-thermo” grades.
2. What’s the best way to determine if I need an EP or NN fabric core?It depends on your conveyor’s environment. EP (Polyester/Nylon) is usually the best choice because it has lower stretch and better moisture resistance, which is ideal for food and plaster environments where water is present.
3. How do I know if my white rubber conveyor belt is truly food-grade?Yes, you can verify this by checking for a manufacturer-issued certificate that mentions FDA 21 CFR 177.2600 or REACH compliance. Any reputable factory will provide these test reports along with your shipment.
4. Can I get this belt with a textured surface for inclined transport?Yes, we can manufacture these belts with various surface profiles, such as “rough top” or “cleated,” to help move hot materials up an incline without them sliding back down.
5. What’s the best method for joining the belt ends in a heat-resistant application?It depends on your maintenance capabilities. While mechanical fasteners are fast, a “hot vulcanized” splice is the best method for 120°C belts because it creates a seamless, heat-proof joint that is just as strong as the rest of the belt.