Rough Top Conveyor Belt for
Inclined Transport up to 35°
Non-slip. Shock-absorbing. Stable conveying for light materials.

Rough Top Conveyor Belts
Engineered with superior friction technology and multi-ply construction to deliver exceptional grip on inclined surfaces, ensuring your materials stay secure during transport while maximizing operational efficiency.
Advanced Construction
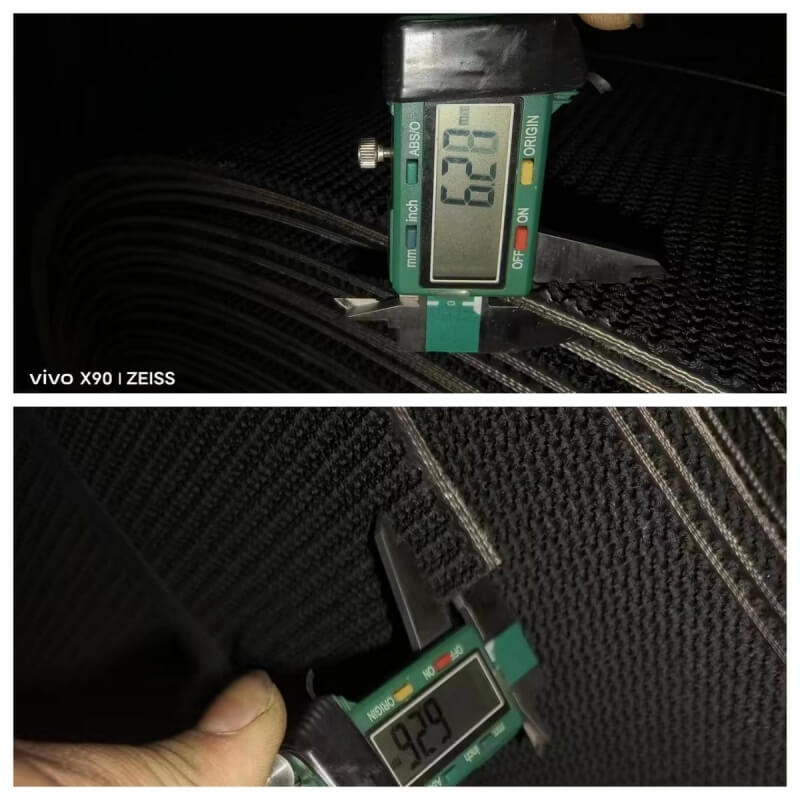
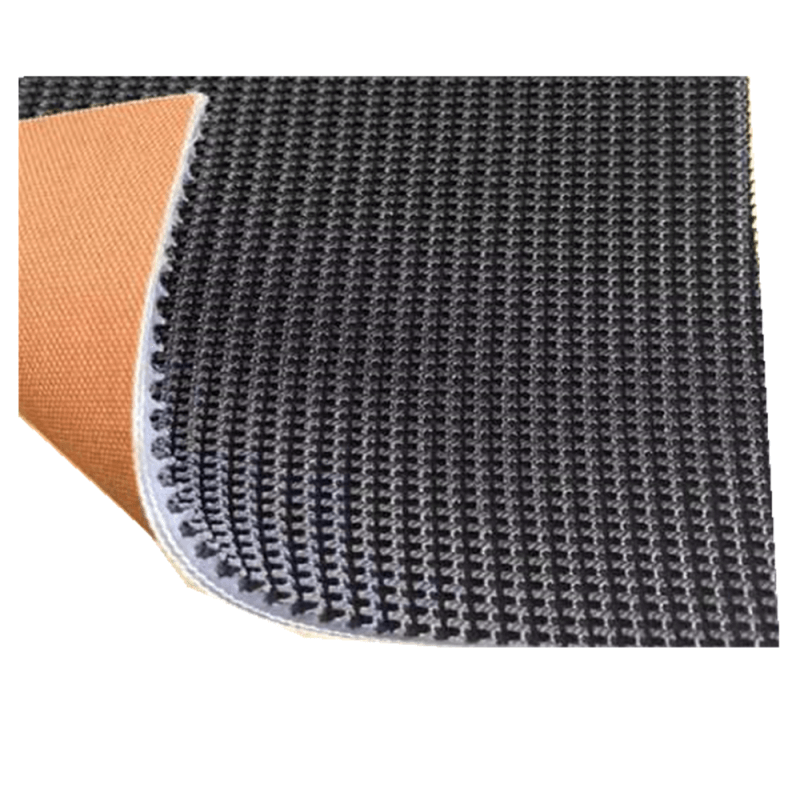
Our rough top belts feature 2-3 ply NN/EP carcass construction with wear-resistant rough rubber top cover that provides exceptional grip. The synthetic fabric carcass ensures high tensile strength and durability, while the textured surface prevents material rollback on inclines.
✓ 3.2mm thick top cover for maximum friction
✓ Synthetic EP fabric reinforcement
✓ Bare back option for slider bed applications
Versatile Applications
Designed for medium to long-distance transport of light to medium materials on inclines up to 35°. The unique rough texture provides superior grip compared to standard smooth belts, reducing slippage and improving throughput in your operation.
✓ Compatible with roller and slider bed systems
✓ Reduces material return and spillage
✓ Shock-absorbing properties protect delicate goods
Perfect for Multiple Industries

Express Sorting Centers
Handle packages and parcels smoothly on inclined sorters, preventing slippage and damage during high-speed sorting operations.

Waste & Solid Waste Processing
Efficiently handle waste materials on sorting lines and inclined discharge systems, ensuring stable transport of mixed solid waste with reduced slippage and improved operational safety.

Airport Baggage Systems
Move luggage safely on inclined sections of baggage handling systems, ensuring gentle treatment and reliable transport of passenger belongings.

Carton Conveying Lines
Perfect for moving cardboard boxes and packaged goods on assembly lines and packaging operations with varying elevations.

Light Manufacturing
Ideal for food processing, electronics assembly, and other light industrial applications requiring gentle yet secure material handling.

E-commerce Fulfillment
Support rapid order processing in fulfillment centers with reliable inclined transport between picking, packing, and shipping zones.
Friction Performance & Incline Capability
Scientific data demonstrates superior grip performance across various operating angles, ensuring reliable material transport even on steep inclines
Safe Operating Angles by Belt Type
Performance by Application
Manufacturing Excellence & Quality Assurance
State-of-the-art production facilities and rigorous quality control ensure every belt meets international standards
Advanced Mixing
Precision-controlled rubber compound mixing ensures consistent material properties and optimal friction characteristics in every batch.
Precision Calendering
Computer-controlled calendering process creates uniform thickness and textured surface patterns with tolerance within ±0.1mm.
Vulcanization
Multi-zone heating vulcanization chambers ensure complete rubber curing and optimal bonding between fabric layers and rubber covers.
Online Inspection
Automated vision systems detect surface defects, while tensile testers verify strength parameters during production for zero-defect delivery.
Traceability System
Every belt receives unique identification enabling full traceability from raw materials through production to final installation.
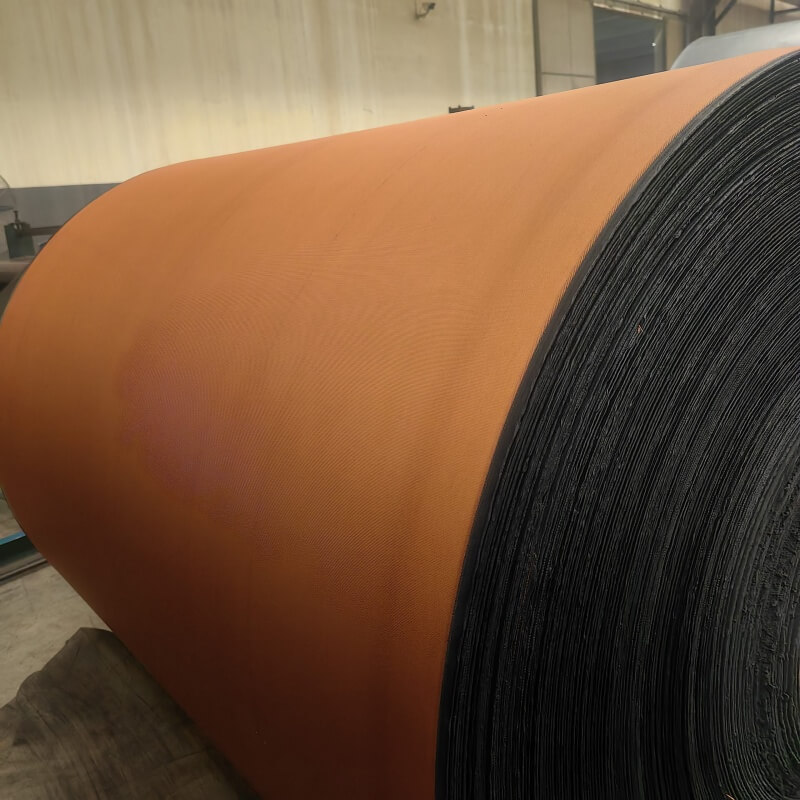
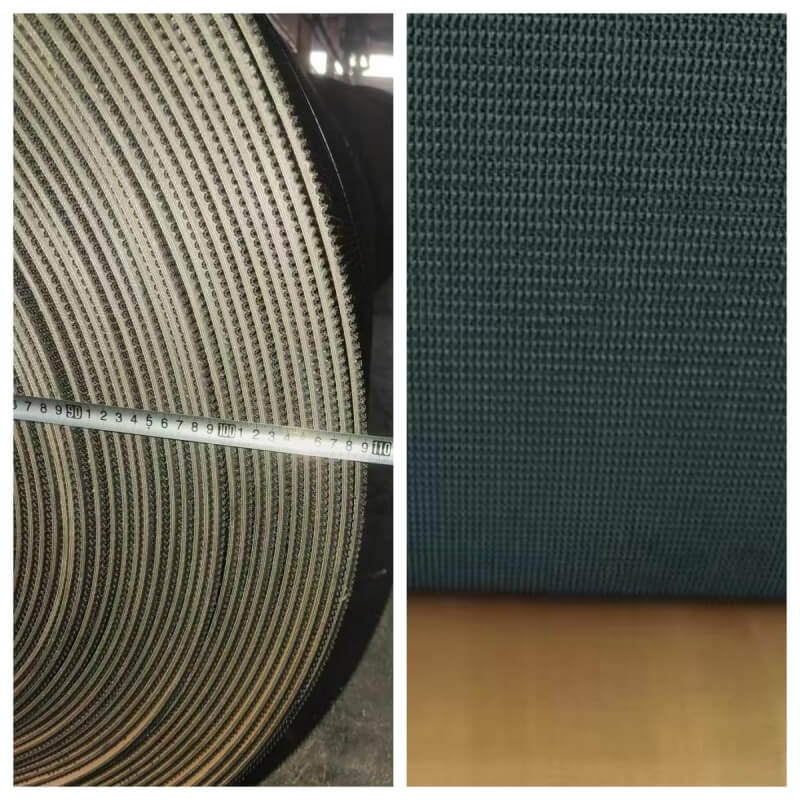
Production Status Showcase
Real-time glimpse into our manufacturing operations showing various Rough Top Conveyor Belts at different production stages, demonstrating our commitment to quality and precision.

Raw Material Preparation
High-grade rubber compounds being prepared for mixing process
Fabric Layering
EP fabric layers being precisely positioned for reinforcement

Texture Application
Creating the signature rough top surface pattern for maximum friction

Vulcanization Process
Belts undergoing heat treatment in controlled-temperature chambers

Quality Inspection
Comprehensive testing of tensile strength and surface quality
Final Packaging
Finished belts being prepared for shipment to customers worldwide
Complete Service From Design to Installation
End-to-end support ensuring your conveyor system operates at peak efficiency from day one
Consultation
Our engineers analyze your specific requirements, material types, and conveyor parameters
Design
Custom specifications developed including width, thickness, material grade, and splicing method
Sampling
Free samples provided for on-site testing and approval before full production begins
Production
Manufacturing with real-time quality monitoring and progress updates throughout the process
Installation
On-site installation support and training, plus ongoing technical assistance
Available in Multiple Colors
Our advanced manufacturing capabilities enable us to produce Rough Top Conveyor Belts in a wide range of colors to meet specific industry requirements, enhance safety, and maintain brand consistency across your operations.
Why Color Matters in Conveyor Systems
Different industries require specific belt colors for hygiene standards, visibility requirements, temperature management, and regulatory compliance. Our color customization capability ensures your conveyor belts meet all operational and safety standards.
 Black
Black
Black Belts
Industry standard color offering excellent durability and dirt concealment for heavy-duty industrial applications.
- ✓ General manufacturing
- ✓ Warehouse operations
- ✓ Mining & aggregates
 Green
Green
Green Belts
Popular for recycling and environmental applications, providing high visibility and eco-friendly appearance.
- ✓ Recycling facilities
- ✓ Agricultural processing
- ✓ Packaging lines
 Orange
Orange
Orange Belts
High-visibility safety color ideal for environments requiring maximum operator awareness and hazard zone identification.
- ✓ Construction materials
- ✓ Chemical processing
- ✓ High-traffic areas
 Blue
Blue
Blue Belts
Detectable by metal detectors and x-ray systems, ideal for food safety applications requiring contamination prevention.
- ✓ Meat & poultry processing
- ✓ Bakery operations
- ✓ Beverage production
Advantages of Custom Color Options
Brand Consistency
Match your company's brand colors for a cohesive visual identity across all facility equipment and operations.
Enhanced Safety
High-visibility colors like yellow or orange improve operator awareness and reduce workplace accidents.
Easy Inspection
Light-colored belts make contamination, wear, and damage immediately visible for proactive maintenance.
Regulatory Compliance
Meet industry-specific color requirements for food safety, pharmaceuticals, and other regulated environments.
Process Organization
Color-code different production lines or material types for improved workflow management and traceability.
Temperature Management
Lighter colors reflect heat better in high-temperature environments, extending belt service life.
Need a Custom Color for Your Application?
We can produce belts in virtually any color to meet your specific requirements - contact us to discuss your color needs
Request Color SamplesFrequently Asked Questions
Everything you need to know about rough top conveyor belts
Let's Build Reliable Conveyor Solutions Together
Send us your specifications or project details — our engineers will analyze your requirements in 24h
Why Choose ZHENXING?
Contact Information
zhenxinglisa@hotmail.com
+86 18661664598
1. EP NN CC ST,SIDEWALL FR MOR HR EPDM -DONGYING
2. Solid Woven PVC PVG Conveyor Belt -JINING, Shandong
3. Sidewall Conveyor Belt -Weifang, Shandong
Get Your Custom Solution in 24 Hours
Share your requirements and receive expert guidance with a tailored quote