Leading companies in the conveyor industry are recognized for delivering high-strength belts designed for demanding bulk material handling environments. When industrial facilities rely on low-quality belts, unexpected failures such as belt tearing or snapping can cause serious production interruptions and financial losses. To maintain stable operations, many companies choose to cooperate with an experienced rubber conveyor belt manufacturer that specializes in engineered belting solutions. A professional rubber conveyor belt manufacturer can provide durable materials, advanced production technology, and consistent quality control, helping factories improve system reliability, minimize downtime, and maintain continuous production efficiency.
Why hire a top rubber conveyor belt manufacturer?

Hiring a top-tier rubber conveyor belt manufacturer provides your facility with specialized engineering that reduces mechanical strain and extends the lifecycle of your entire drive system. These experts offer belts designed for optimal tracking and minimal elongation, which means you spend less time on manual adjustments.
Impact on Production Efficiency
An elite manufacturer provides belts designed for optimal tracking and minimal elongation. Think about this: a belt that maintains its tension longer requires significantly fewer adjustments and less maintenance over its lifecycle.
- Reduced motor strain due to lower belt weight.
- Higher throughput speeds without vibration.
- Consistent material discharge at the head pulley.
The best part? By using lighter but stronger materials, you can actually increase your conveyor’s speed without increasing energy consumption.
Technical Expertise and Customization
Top-tier partners do not just sell rolls; they provide comprehensive material handling solutions. They offer engineering support to ensure the belt covers match the specific chemical and physical profile of your cargo perfectly.
- Custom rubber compounding for oil resistance.
- Specialized textile weaving for impact zones.
- Tailored belt thickness for specific pulley diameters.
Let me explain: A customized belt surface can prevent material rollback on inclines, which is a common cause of system bottlenecks.
Key Takeaway: Investing in a high-quality manufacturer reduces long-term operational costs by minimizing the frequency of emergency repairs and energy waste.
| Business Impact Factor | Primary Benefit | ROI Contribution | |
|---|---|---|---|
| Belt Longevity | Fewer replacements | 30% reduction in annual spend | |
| Tracking Stability | Zero edge damage | Lower maintenance labor | |
| Custom Covers | Chemical resistance | Prevents premature cracking |
Analysis: Choosing a top-tier partner creates a second-order effect where increased initial belt quality drastically reduces energy consumption by the drive system over a five-year period.
What defines a great rubber conveyor belt manufacturer?

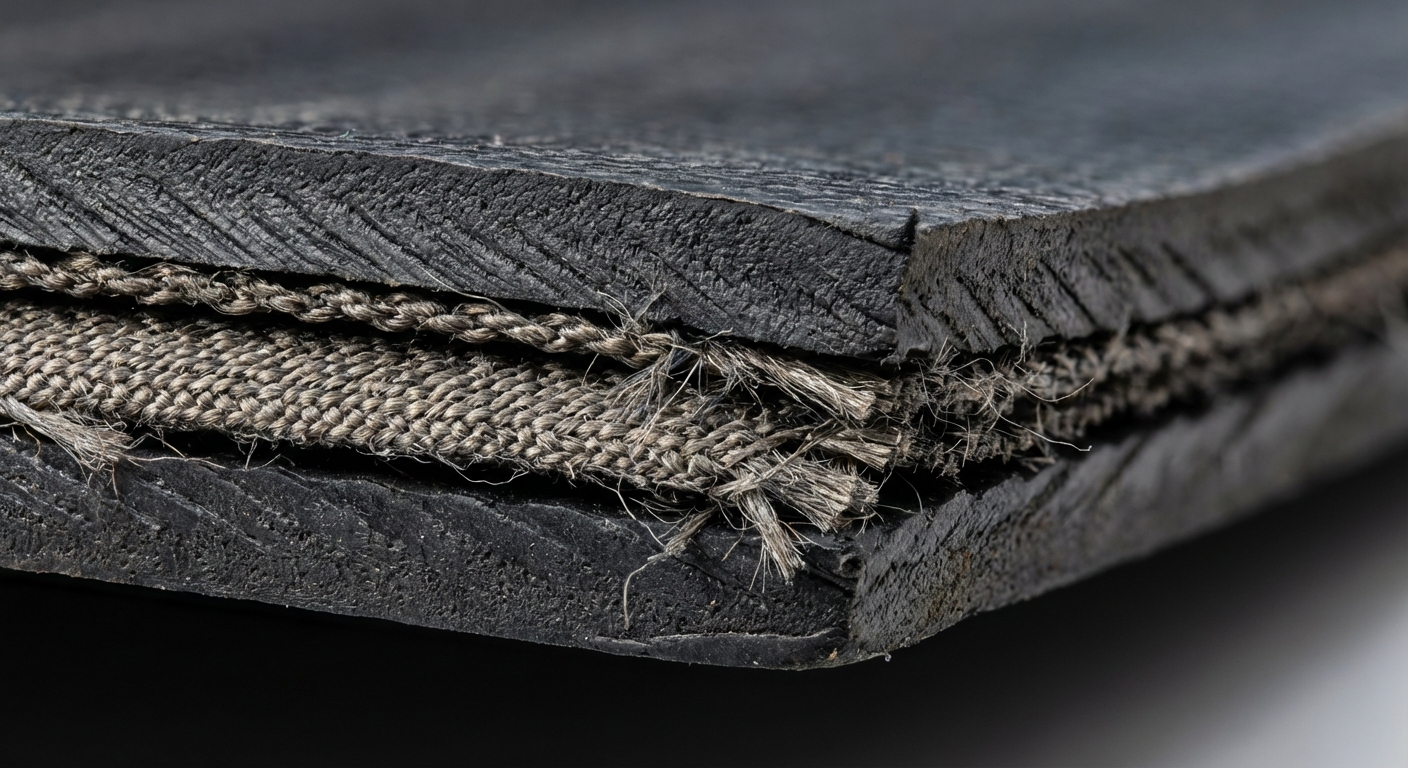
A great rubber conveyor belt manufacturer is defined by its commitment to research and development, stringent quality control protocols, and the ability to scale production for global demands. They must utilize advanced vulcanization techniques to ensure that every ply is perfectly bonded to the next.
Advanced Material R&D
The heart of any high-performance belt is the core material and its chemical resistance. Leading manufacturers invest heavily in developing high-strength synthetic fibers and specialized rubber compounds that resist aging and ozone degradation.
- High-tensile fabric layers.
- Heat-resistant EPDM compounds.
- Anti-microbial surfaces for food-grade needs.
It gets better: These advanced materials are now being engineered to be thinner yet stronger, allowing for tighter pulley wraps and smaller system footprints.
Stringent Testing Protocols
Quality is never accidental in high-pressure manufacturing environments. Every batch of rubber and every kilometer of fabric must undergo rigorous testing before it ever reaches the factory floor for assembly.
- Tensile strength verification.
- Abrasion resistance (DIN/ISO) tests.
- Dynamic adhesion testing between plies.
Think about this: A single weak bond in the belt ply can lead to catastrophic delamination during high-speed operations.
Key Takeaway: Manufacturers who prioritize R&D and testing offer products with significantly higher safety margins and predictable wear patterns.
| Selection Criterion | Industry Standard | Excellence Indicator | |
|---|---|---|---|
| Quality Control | ISO 9001 | 100% batch traceability | |
| Testing | Standard DIN 22102 | Internal dynamic fatigue testing | |
| Production | Batch mixing | Automated precision calendaring |
Analysis: Rigorous testing protocols at the manufacturing stage eliminate the “infant mortality” phase of equipment failure, ensuring that the belt performs at peak capacity from the moment of installation.
Who is a leading rubber conveyor belt manufacturer globally?
A leading rubber conveyor belt manufacturer in the global market is one that balances high production capacity with specific regional certifications and logistics expertise. They maintain a presence in key industrial hubs to ensure fast shipping and localized technical support for their clients.
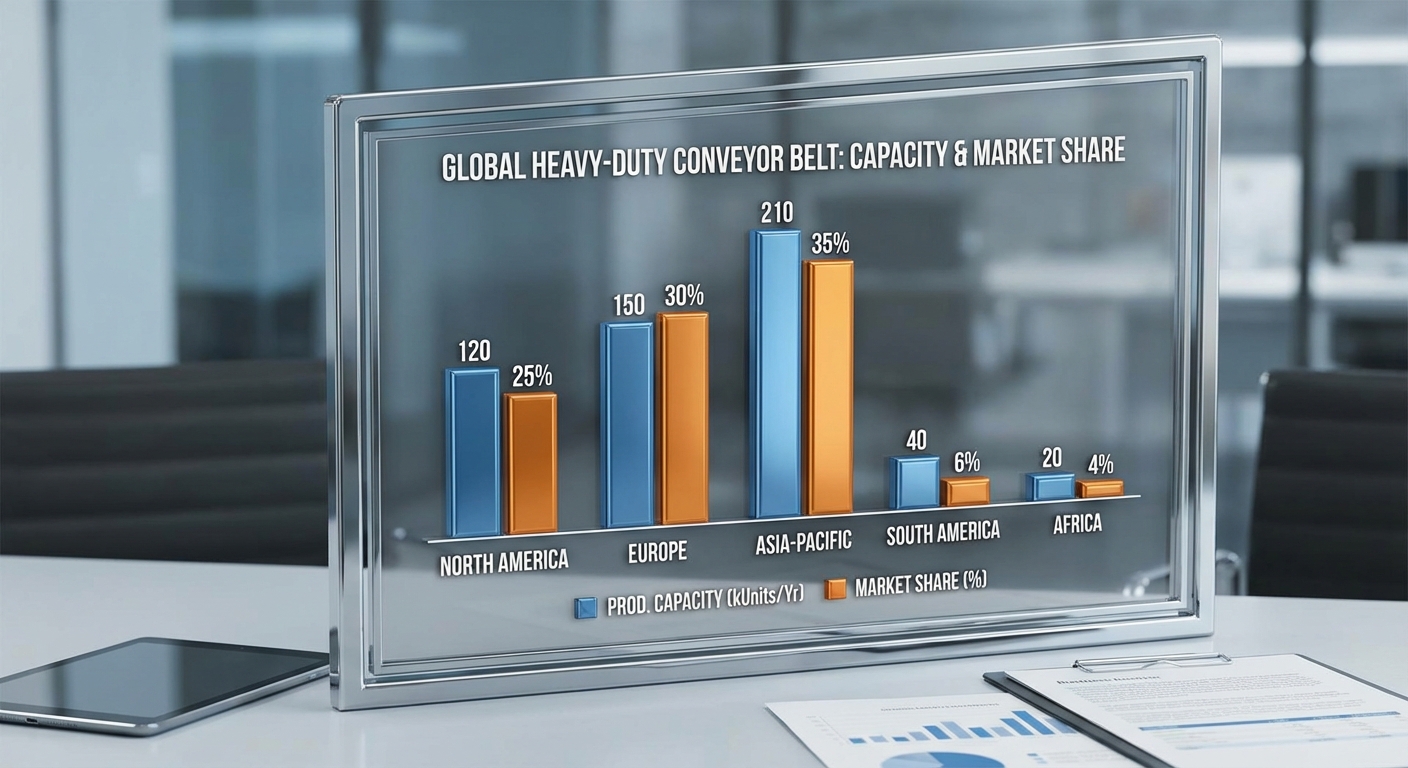
Geographic Market Dominance
The global landscape is divided among key regions with varying industrial requirements. But wait, there is more: Asia has rapidly become the hub for high-volume production due to massive infrastructure growth and raw material access.
- Massive production capacity in East Asia.
- Precision engineering centers in Western Europe.
- Heavy-duty mining specialists in North America.
The bottom line: Where your manufacturer is located often dictates your lead times and the specific safety standards the belt will meet.
Sector-Specific Leaders
Different industries require different champions who understand their unique operational pain points. For example, a belt used in a deep-sea port faces different challenges than one used in a desert copper mine.
- Mining: Heavy steel cord specialists.
- Logistics: High-speed modular innovators.
- Food: Hygienic synthetic experts.
Here is the kicker: Manufacturers who specialize in a single niche often provide better ROI than general-purpose suppliers because their products are optimized for that exact environment.
Key Takeaway: Global leaders provide the infrastructure necessary to support multi-national operations with consistent product quality across all territories.
| Regional Market | Core Strength | Key Application | |
|---|---|---|---|
| Asia-Pacific | Mass Manufacturing | General Purpose & Mining | |
| North America | High-Tech Materials | Aerospace & Logistics | |
| Europe | Environmental Standards | Chemical & Food Safety |
Analysis: The shift toward Asian manufacturing centers is driven by the integration of domestic raw material supply chains, which allows for a 15-20% cost advantage in heavy-duty textiles.
How does a rubber conveyor belt manufacturer drive innovation?
A rubber conveyor belt manufacturer drives innovation by integrating smart technology and sustainable materials into their production lines to meet modern environmental and efficiency standards. They are moving beyond simple rubber strips to create “intelligent” belts that can communicate their own status to plant managers.
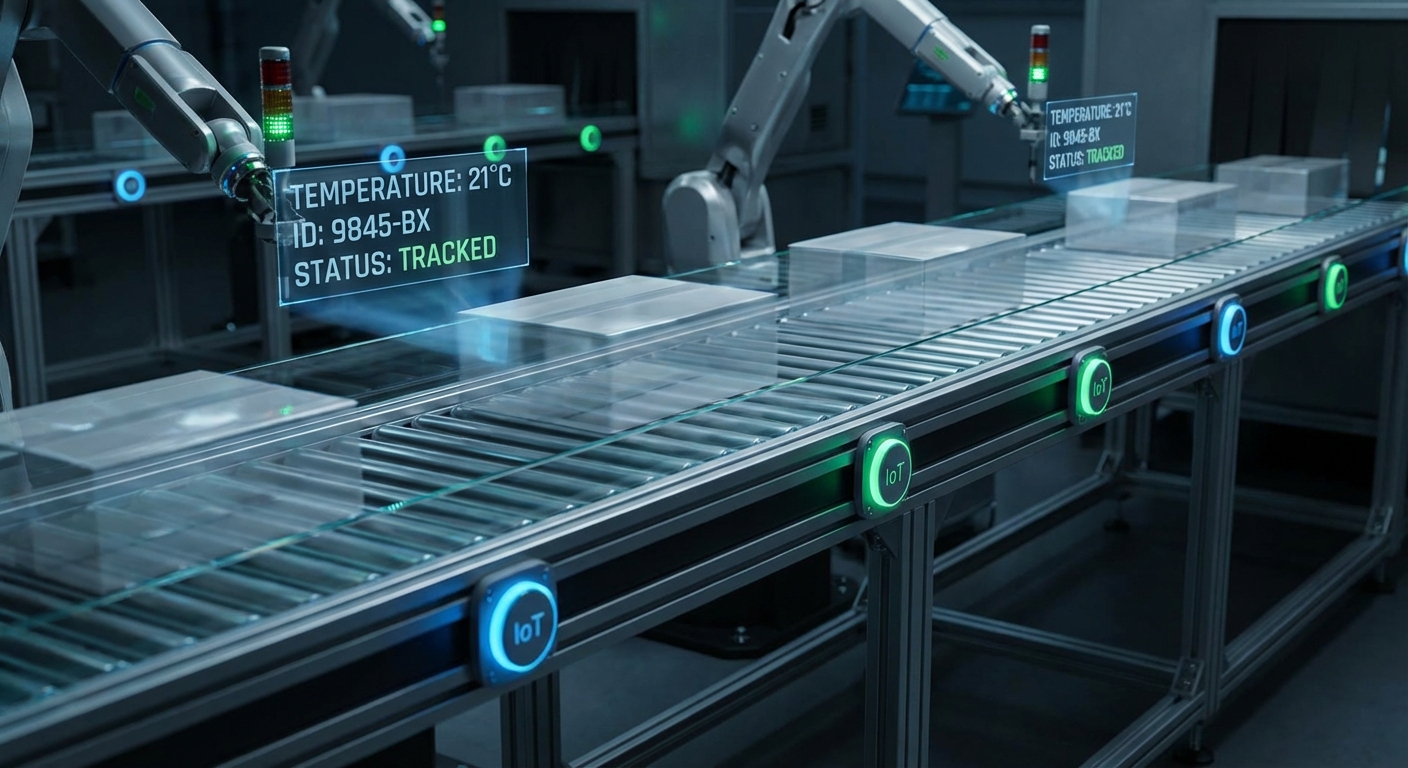
Integration of IoT and Smart Sensors
The future of the manufacturing sector lies in the widespread adoption of “intelligence” across the production floor. This allows for real-time monitoring of belt health and performance metrics without stopping the line.
- Embedded RFID chips for tracking.
- Heat-sensing fibers to detect friction fires.
- Wear-sensors that alert managers when the cover is too thin.
You might be wondering: How does this impact your daily operations? It allows you to schedule maintenance before a failure occurs, rather than reacting to a disaster.
Development of High-Strength Synthetics
Materials like aramid and specialized polyester are increasingly replacing heavy metal cores in many applications. Lighter belts mean lower electricity bills for the operator because the motor does not have to pull as much dead weight.
- Aramid fiber cores for high strength.
- Low-stretch polyester plies.
- Impact-absorbing nylon breakers.
The best part? These synthetic cores are completely immune to the corrosion that can plague steel cord belts in wet or acidic environments.
Key Takeaway: Innovation in the sector is focused on reducing the total cost of ownership through energy savings and predictive maintenance capabilities.
| Innovation Area | Technology Used | Operational Result | |
|---|---|---|---|
| Smart Monitoring | IoT Sensors | Zero unplanned downtime | |
| Lightweight Cores | Aramid Fibers | 15% energy savings | |
| Sustainability | Bio-Rubber | Reduced environmental taxes |
Analysis: Technological innovation in synthetic fibers has allowed manufacturers to increase belt tensile strength by 25% while simultaneously reducing total belt thickness.
Can a rubber conveyor belt manufacturer support mining needs?

A specialized rubber conveyor belt manufacturer supports mining needs by engineering heavy-duty steel cord belts that can handle thousands of tons of sharp ore per hour. These belts are designed with extra-thick covers and rip-stop reinforcement to survive the harshest environments on earth.
Heavy-Duty Ore Handling
Mining is the ultimate test of a belt’s structural integrity and abrasion resistance. The standard for these high-stress environments is the steel cord belt, which provides the highest tensile strength available.
- Impact-resistant covers for falling rocks.
- High-tension ratings for vertical lifts.
- Rip-detection systems for long-distance runs.
Believe it or not: Some mining conveyors are several kilometers long and require a belt that can handle extreme tension without stretching or snapping.
Long-Distance Transport Solutions
Some mines require belts that stretch for kilometers across difficult terrain. These systems must be perfectly balanced to avoid “snaking” or derailment, which could cause massive material spills.
- Precision edge trimming for tracking.
- Uniform weight distribution across the width.
- Specialized bottom covers to reduce idler friction.
Think about this: A single misalignment on a five-kilometer belt can cause thousands of dollars in edge damage in just one hour of operation.
Key Takeaway: Mining-specific manufacturers provide the high-tensile strength and impact resistance necessary to keep heavy industry moving 24/7.
| Mining Challenge | Manufacturer Solution | Success Metric | |
|---|---|---|---|
| Sharp Material | Tear-resistant breakers | 50% fewer punctures | |
| Steep Inclines | High-traction rubber | Zero material rollback | |
| Deep Pits | Steel cord cores | Support for 1000m+ lifts |
Analysis: The requirement for deep-pit mining has forced manufacturers to refine the vulcanization of steel-to-rubber bonding, which is the primary failure point in heavy-duty systems.
Is your rubber conveyor belt manufacturer focused on quality?
Every reputable rubber conveyor belt manufacturer must demonstrate a relentless focus on quality through international certifications and rigorous post-production inspection routines. Quality in this industry is measured by the consistency of the rubber compound and the precision of the vulcanization process.
ISO and Safety Certifications
Trust, but verify the credentials of your supplier. A professional manufacturer will hold global certifications that prove their products can handle fire, static electricity, and extreme tension safely.
- ISO 9001 (Quality Management).
- CE EN14973 (Safety Standards).
- MSHA/FRAS (Flame Resistance).
Let me explain: Using a non-certified belt in a hazardous environment is not just an efficiency risk; it is a significant legal and safety liability for your company.
Precision Calendaring and Vulcanization
The manufacturing process must be precise to ensure the internal components are perfectly aligned. Even a 1mm deviation in thickness across a wide roll can cause the belt to track incorrectly and eventually destroy itself.
- Laser-guided thickness control.
- Computerized temperature management.
- Multi-stage vulcanization presses.
The bottom line: Precision at the factory level translates directly to stability and longevity in your facility.
Key Takeaway: Quality-focused manufacturers use automated systems to eliminate human error and ensure every meter of belt meets the same high standard.
| Quality Standard | What it Measures | Importance | |
|---|---|---|---|
| DIN 22102 | General purpose rubber | Global compatibility | |
| AS 1332 | Textile reinforcement | High-load safety | |
| ISO 340 | Flame retardancy | Prevents fire spread |
Analysis: Quality control in the calendaring phase prevents “ply separation,” a common root cause of belt failure that is often invisible until the belt is under full load.
Which rubber conveyor belt manufacturer serves logistics?

A logistics-focused rubber conveyor belt manufacturer produces specialized belts with high-grip patterns and low-noise properties for modern distribution centers. These belts are designed to handle high-speed sorting while protecting sensitive packages from static electricity.
Automation in Sorting Systems
Logistics facilities require immense agility and speed. The Chevron belt is often the preferred choice for moving packages up steep inclines without the risk of material slipping backward.
- Molded patterns for high-grip.
- Low-noise rubber for indoor environments.
- Anti-static covers to protect electronics.
The best part? Modern molded patterns can handle everything from heavy crates to small plastic mailers without requiring any manual system adjustments.
Noise Reduction Technologies
Specifically, warehouses with hundreds of workers require “quiet” belts to maintain a safe and productive environment. Manufacturers achieve this by using specialized fabrics that dampen the sound of the belt running over idlers.
- S-weave pulley side fabric.
- Low-friction rubber compounds.
- Vibration-absorbing belt cores.
Think about this: Reducing the ambient noise level in a warehouse by just 5 decibels can significantly improve worker focus and safety awareness.
Key Takeaway: Logistics specialists focus on high-speed throughput and operator comfort by reducing noise and increasing surface grip.
| Logistics Feature | Technical Solution | User Benefit | |
|---|---|---|---|
| High Grip | V-Pattern / Chevron | 45-degree incline capacity | |
| Low Noise | S-weave fabric | Improved worker safety | |
| Anti-Static | Carbon-infused rubber | Protects cargo |
Analysis: The growth of e-commerce has shifted manufacturer R&D toward “smart grip” surfaces that can handle varying package weights and textures without adjustment.
How to pick a rubber conveyor belt manufacturer for cement?

To pick a rubber conveyor belt manufacturer for cement, you must look for specialists who produce high-heat resistant rubber capable of transporting clinker at temperatures over 200°C. You also need a supplier that understands the abrasive nature of limestone and offers high-DIN abrasion resistance.
Heat Resistance for Clinker Handling
Cement plants are hostile environments where standard rubber would melt instantly. You need a manufacturer that utilizes EPDM or other heat-resistant compounds to protect the belt’s structural integrity.
- EPDM heat-resistant covers.
- Glass fiber barriers for extra protection.
- Heat-dissipating surface patterns.
It gets better: Some modern belts can withstand temporary temperature spikes of up to 400°C without experiencing permanent structural damage.
Longevity in High-Dust Environments
Fine cement dust can get between the belt and the pulley, causing massive friction and premature wear. Manufacturers counter this by using “self-cleaning” surfaces that shed dust during operation.
- Smooth top covers for easy cleaning.
- Sealed belt edges to prevent dust ingress.
- Specialized chemical coatings.
Let me explain: If dust is allowed to accumulate, it acts like sandpaper, grinding away at the belt and the pulley until the system fails.
Key Takeaway: For the cement industry, heat resistance and dust management are the two most critical factors when selecting a belt supplier.
| Cement Plant Zone | Temperature/Risk | Recommended Belt | |
|---|---|---|---|
| Kiln Exit | 200°C+ | T3/T4 Heat Resistant | |
| Limestone Crusher | High Impact | Steel Cord with Breaker | |
| Final Packaging | High Speed | Multi-ply Textile |
Analysis: In cement production, the second-order effect of heat-resistant belts is the protection of the pulley system, as a failing belt often transfers heat directly to the bearings.
Why does a rubber conveyor belt manufacturer prioritize safety?

A professional rubber conveyor belt manufacturer prioritizes safety because industrial fires and mechanical failures can lead to catastrophic injuries and massive financial liability. They use fire-retardant chemicals and anti-static additives to ensure their products do not contribute to hazardous conditions.
Flame Retardant Standards
In underground mining or confined facilities, fire is the greatest threat to personnel and equipment. A high-quality manufacturer ensures their rubber will self-extinguish within seconds of the flame source being removed.
- Fire-resistant additives in the rubber.
- Non-flammable textile cores.
- Toxic smoke reduction formulas.
The bottom line: Safety-rated belts are not an option in many jurisdictions; they are a legal requirement for operating any underground material handling system.
Anti-Static Surface Properties
Moving dry materials generates massive amounts of static electricity. If this charge is not dissipated, it can spark and ignite dust in the air, leading to explosions.
- Carbon-infused rubber covers.
- Conductive internal plies.
- Grounding systems for belt discharge.
You might be wondering: How does a belt become conductive? Manufacturers mix carbon black into the rubber compound to create a path for electricity to reach the grounded pulley system.
Key Takeaway: Safety-first manufacturing is an investment in risk management that prevents high-cost litigation and ensures worker protection.
| Safety Category | Hazard Prevented | Manufacturer Method | |
|---|---|---|---|
| Fire Safety | Underground explosions | Flame |