
Industrial conveyor systems rely on advanced rubber conveyor belt material made from specialized polymers and reinforced fabrics to transport bulk materials in demanding environments such as mining, cement plants, and chemical processing facilities. Selecting the wrong rubber conveyor belt material can result in serious operational issues, including belt failure, unexpected downtime, and costly interruptions to production. In extreme working conditions, belts must withstand high temperatures, abrasive materials, and chemical exposure. By choosing the appropriate rubber conveyor belt material engineered for specific load capacities and environmental challenges, manufacturers can improve system reliability, protect equipment, and maintain stable production efficiency.
Which rubber conveyor belt material is best for mining?
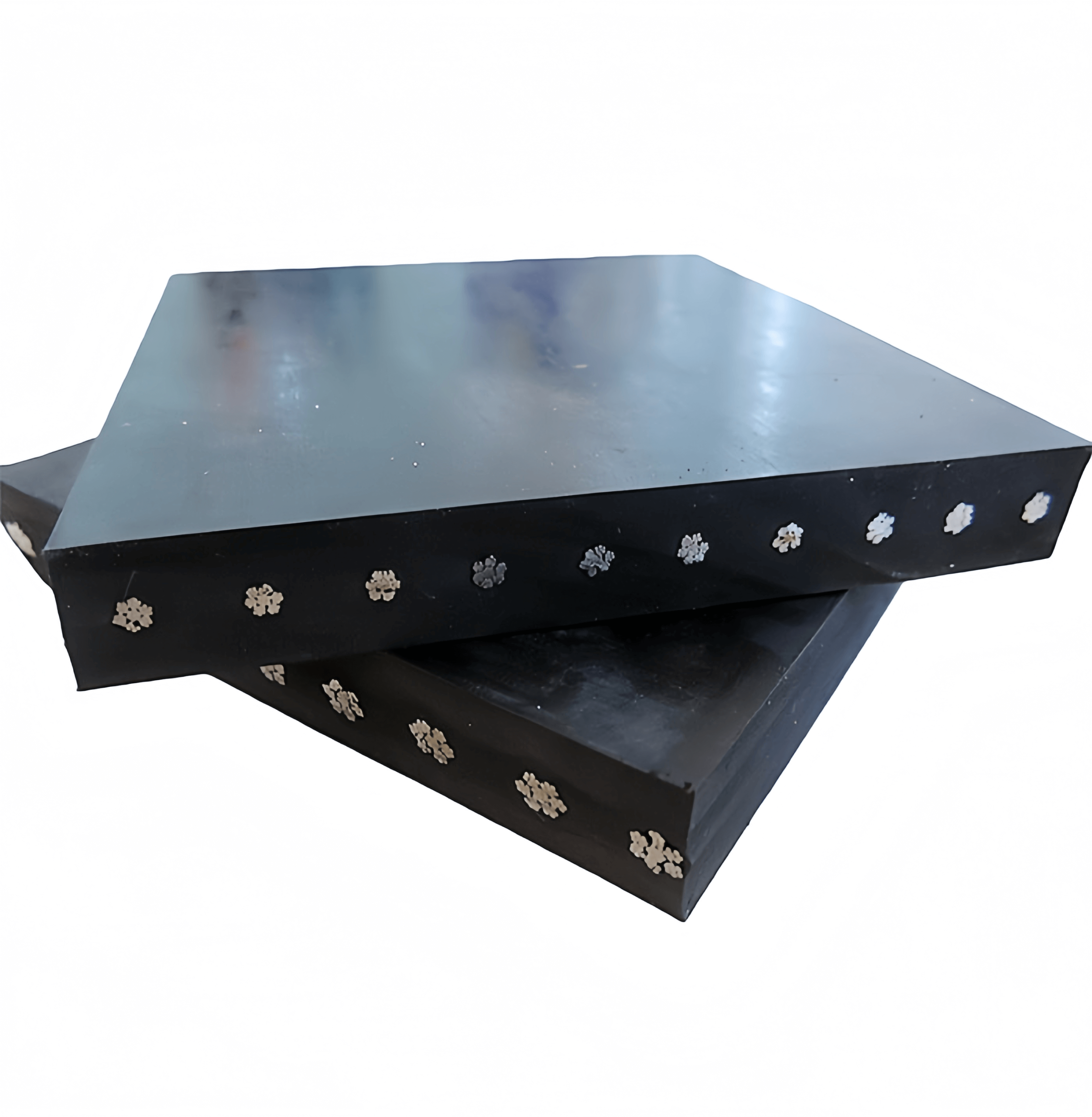
The most effective rubber conveyor belt material for mining operations is a high-tensile compound reinforced with either heavy-duty synthetic fabrics or longitudinal steel cables. Most deep-pit and overland mining projects rely on a Steel Cord Conveyor Belt to provide the necessary breaking strength and minimal elongation required for massive loads.
Heavy-Duty Fabric Reinforcement
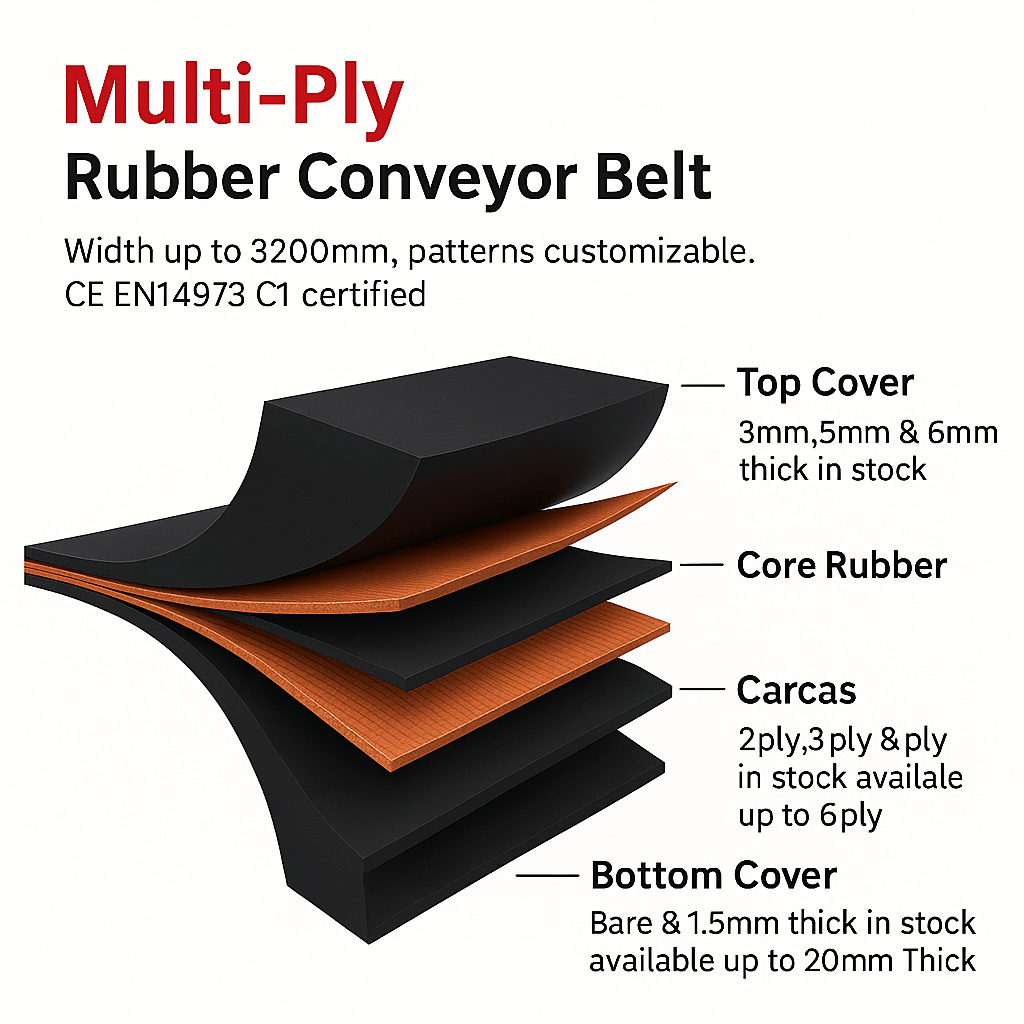
You often need a balance between flexibility and strength for general aggregate mining. Fabric-reinforced belts utilize layers of EP (Polyester/Nylon) to ensure your system can handle impact without excessive weight.
Why Choose Steel Cord?
Think about it: long-distance hauling creates immense tension that would snap standard belts. You should utilize steel cable reinforcement when your mine requires high-lift capacity or spans several kilometers.
- Superior resistance to ripping and tearing.
- Minimal stretch under peak mechanical loads.
- Excellent troughing characteristics for high-volume transport.
Wait, there’s more. You must also consider the cover grade to ensure sharp ores don’t puncture the internal carcass during loading.
Key Takeaways:Mining environments require a synergy between high-tensile steel cords and abrasion-resistant top covers to prevent premature belt failure.
| Feature | Fabric Belt | Steel Cord Belt | |
|---|---|---|---|
| Tensile Strength | Moderate | Extremely High | |
| Common Application | Aggregate / Sand | Iron Ore / Coal | |
| Elongation | 1.5% – 2.5% | < 0.2% |
This data confirms that steel cord is the non-negotiable standard for high-tension mining operations.
How does rubber conveyor belt material affect efficiency?
Selecting the correct rubber conveyor belt material directly influences your system’s energy consumption by determining the belt’s total weight and rolling resistance. You can optimize your throughput by choosing a Fabric (Textile) Conveyor Belt that offers high strength-to-weight ratios to reduce the motor power required for operation.
Reducing Power Consumption
You want to minimize the dead weight of the belt itself to maximize the actual product being moved. Here’s the deal: lighter synthetic polymers allow your motors to run more efficiently while maintaining high durability.
Improving Troughing and Tracking
If your belt is too stiff, it won’t form a proper “U” shape in the idlers, leading to material spillage. You need a flexible material that settles perfectly into the conveyor structure to ensure consistent tracking and minimal waste.
- Optimized load distribution across the belt width.
- Lower electrical costs through reduced friction.
- Higher throughput due to stable material seating.
The best part? Modern compounds are designed to resist “pumping” between idlers, which further preserves your energy budget.
Key Takeaways:Material weight and flexibility are the primary drivers of conveyor efficiency, impacting everything from electricity bills to total daily throughput.
| Efficiency Metric | High-Quality Rubber | Standard Grade | |
|---|---|---|---|
| Energy Waste | Minimal | Significant | |
| Spillage Risk | Low (Better Troughing) | High (Poor Flexibility) | |
| Motor Strain | Reduced | Increased |
The relationship between material flexibility and energy savings is a critical factor for long-term operational profitability.
What rubber conveyor belt material resists high heat?
EPDM (Ethylene Propylene Diene Monomer) is the premier rubber conveyor belt material for heat resistance, engineered to withstand continuous temperatures exceeding 200°C. You must use a specialized Heat Resistant Conveyor Belt when transporting red-hot materials like cement clinker or sinter to prevent the rubber from hardening and cracking.

Thermal Oxidative Aging Protection
You will find that standard rubber becomes brittle and snaps within days when exposed to extreme heat. You should look for T3-grade materials that utilize thermal barriers to protect the internal fabric reinforcement from core degradation.
Handling Sinter and Clinker
Now: clinker handling is one of the toughest tests for any belt. You need a compound that resists “pock-marking” where hot material would otherwise melt through the top cover.
- Resists surface cracking under thermal cycles.
- Maintains flexibility at peak operating temperatures.
- Prevents ply separation caused by heat conduction.
Believe it or not, the wrong heat-resistant grade can lead to a total belt melt-down in less than a week of operation.
Key Takeaways:Heat-resistant belts must be graded (T1, T2, or T3) to match your specific temperature peaks and continuous exposure levels.
| Heat Grade | Continuous Temp | Peak Temp | Application | |
|---|---|---|---|---|
| Grade T1 | 125°C | 150°C | Foundry Sand | |
| Grade T2 | 150°C | 180°C | Cement Clinker | |
| Grade T3 | 200°C | 400°C | Sinter / Coke |
Selecting the appropriate thermal grade is the only way to prevent catastrophic belt hardening in high-temperature environments.
Why select a nitrile rubber conveyor belt material?
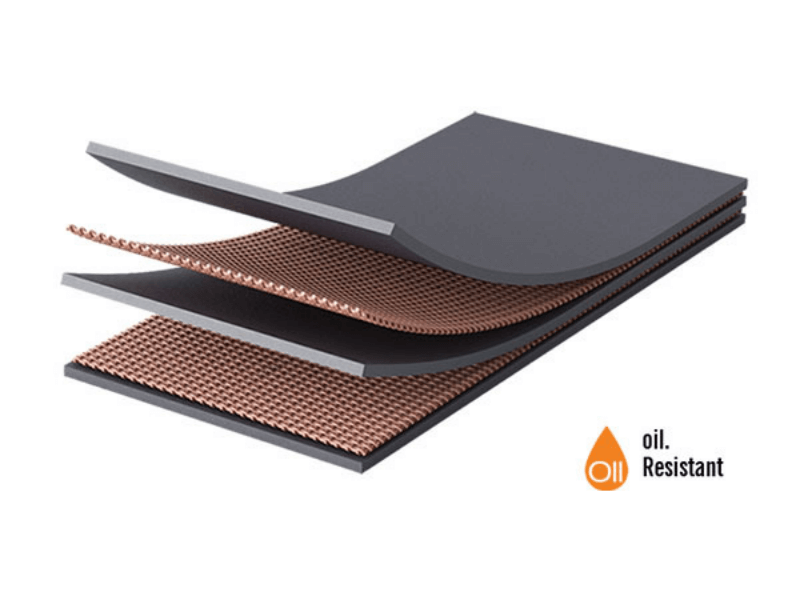
Standard rubber will swell and delaminate when exposed to oils, making a nitrile-based (NBR) rubber conveyor belt material essential for handling oily scrap, fertilizers, or treated grains. You should specify an Oil Resistant Conveyor Belt to ensure that petroleum or vegetable oils do not compromise the structural integrity of your conveying system.
Preventing Swelling and Curling
You may notice “edge curling” on low-quality belts exposed to chemicals. This happens because the oil penetrates the polymer, making your rubber conveyor belt material impossible to track and causing it to rub against the conveyor frame.
SOR vs. MOR Grades
Here is the deal: not every oily application requires maximum protection. You can save costs by using MOR (Moderate Oil Resistant) grades for wood chips, while reserving SOR (Super Oil Resistant) for heavy mineral oils.
- Superior chemical barrier properties.
- Maintains splice integrity in oily conditions.
- Prevents surface softening and abrasion loss.
Wait, there’s more. Oil resistance also prevents the belt from becoming a fire hazard by stopping the absorption of flammable lubricants.
Key Takeaways:Nitrile-based compounds are mandatory for oil exposure to prevent the chemical swelling that leads to tracking failure and belt destruction.
| Oil Grade | Resistance Level | Typical Media | |
|---|---|---|---|
| MOR | Moderate | Wood Chips / Compost | |
| G-Grade | Good | Animal Fats / Organic Oil | |
| SOR | Excellent | Petroleum / Mineral Oil |
Analyzing the specific oil type in your process allows for a cost-optimized material selection that doesn’t sacrifice longevity.
Is food-grade rubber conveyor belt material safe?
Yes, food-grade rubber conveyor belt material is safe because it is FDA-compliant, non-toxic, and specifically formulated to be odorless and non-marking. You must utilize a White Conveyor Belt for processing sugar, grain, or salt to ensure that no rubber contaminants or colors transfer into your final food product.

Non-Toxic White Compounds
You need a surface that is easy to sanitize and resists bacterial growth. You will find that these belts are reinforced with polyester to ensure they don’t fray, which prevents loose fibers from entering your production line.
Compliance and Hygiene Standards
The best part? These materials are tested for migration levels to ensure they meet international health standards. You should always verify that your supplier provides the necessary certification for direct food contact applications.
- Odorless and tasteless cover compounds.
- Resistant to animal fats and vegetable oils.
- High flexibility for small pulley diameters.
Now: hygiene is the top priority in these systems, so ensure your belt has encapsulated edges to prevent moisture from entering the carcass.
Key Takeaways:FDA-approved white rubber is the industry standard for food safety, offering oil resistance and easy cleaning for hygienic processing environments.
| Feature | Food-Grade Rubber | Industrial Black Rubber | |
|---|---|---|---|
| Color | White / Blue | Black | |
| Certification | FDA / EU Compliant | Non-Compliant | |
| Safety | Non-Toxic / Odorless | Strong Chemical Scent |
Following strict FDA material guidelines is the only way to ensure consumer safety and regulatory compliance in food manufacturing.
Which rubber conveyor belt material works for inclines?
Incline conveying requires a rubber conveyor belt material with molded profiles or high surface friction to prevent the backsliding of your bulk materials. You should invest in a Chevron Conveyor Belt which features integrally vulcanized cleats that allow for transport angles up to 40 degrees without material loss.
Integrally Molded Chevron Profiles
You want cleats that won’t peel off under heavy load. You should choose a belt where the pattern is molded directly into the cover during vulcanization, ensuring your rubber conveyor belt material remains one solid, durable piece.
Steep Angle Sidewall Solutions
Think about it: what if you need to go vertical? You will need a Sidewall Conveyor Belt with corrugated walls that create “pockets” to carry your material straight up without any fallback.
- Multiple cleat heights available (15mm to 32mm).
- High friction covers for packaged goods.
- Flexible base belts for easy transition points.
The best part? These profiles enable you to design a more compact conveyor footprint, saving you valuable floor space in your facility.
Key Takeaways:Chevron and sidewall profiles are essential for inclined transport, providing the mechanical grip necessary to overcome gravity and prevent spillage.
| Incline Angle | Recommended Profile | Material Benefit | |
|---|---|---|---|
| 0 – 15° | Smooth Cover | High friction grip | |
| 15 – 40° | Chevron Pattern | Prevents bulk fallback | |
| 40 – 90° | Sidewall / Cleated | Vertical pocket lift |
Profiled surfaces allow you to significantly increase the slope of your conveyor system without risking material loss.
How is rubber conveyor belt material tested for load?
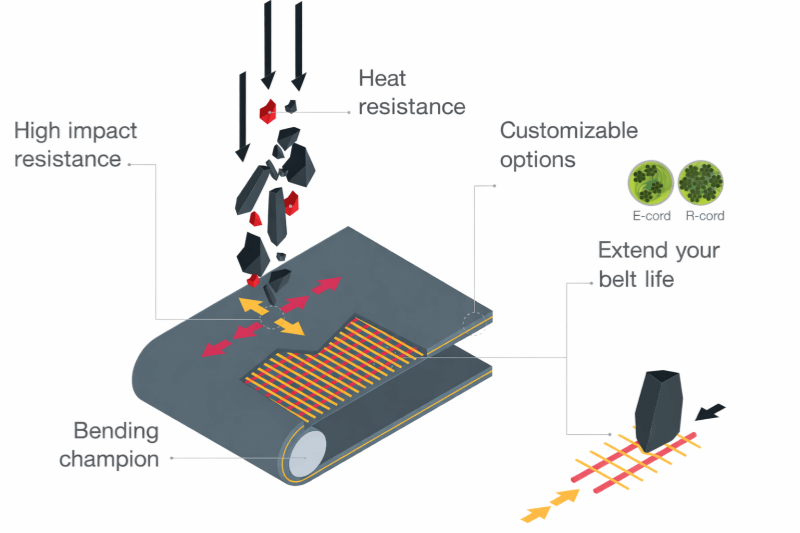
Durability in rubber conveyor belt material is measured through abrasion loss tests and tensile strength metrics to ensure the belt can handle heavy impact at loading points. You should check the DIN-X or DIN-Y ratings on your Steel Cord Conveyor Belt to understand how many cubic millimeters of rubber are lost during friction tests.
Abrasion Resistance Ratings
You need a top cover that can handle the “sandpaper” effect of moving rocks. Here’s the deal: a DIN-X rating indicates superior durability for heavy, sharp materials that would otherwise shredded a standard belt in weeks.
Impact and Tear Strength
Wait, there’s more. You should look for “rip-stop” breakers—additional reinforcement layers that stop a small puncture from turning into a catastrophic longitudinal rip that ruins the entire belt.
- High polymer density for surface protection.
- Cross-rigid carcasses to prevent edge damage.
- Energy-absorbing compounds for loading zones.
Now: always match your belt’s tensile rating to the peak tension of your motor to prevent the belt from snapping under a full load.
Key Takeaways:Load durability is a result of low abrasion loss numbers and high-density carcasses that absorb the energy of falling materials at the loading point.
| Durability Test | High Grade (DIN-X) | Standard (DIN-Y) | |
|---|---|---|---|
| Abrasion Loss | < 120 mm³ | < 150 mm³ | |
| Tensile Strength | 25 MPa | 20 MPa | |
| Elongation at Break | 450% | 400% |
Choosing a belt with lower abrasion loss values is the most effective way to extend your system’s operational lifespan.
Does rubber conveyor belt material impact belt life?
The chemical composition of your rubber conveyor belt material determines how well it resists aging from UV rays, ozone, and continuous mechanical flexing. You should consult with a professional manufacturer to ensure your belt includes anti-ozonants that prevent the surface from cracking when used in outdoor environments.

UV and Ozone Protection
You should know that sunlight is a silent killer of industrial rubber. You must ensure your rubber conveyor belt material contains carbon black and UV stabilizers to prevent “crazing” or surface hardening in overland systems.
Flex Fatigue Resistance
Think about it: your belt flexes thousands of times a day around pulleys. You need high-elasticity polymers that won’t develop fatigue cracks, which could otherwise expose your internal fabric to moisture and rot.
- UV-stabilized covers for outdoor longevity.
- Moisture-resistant carcasses to prevent internal decay.
- High-adhesion compounds to prevent ply separation.
The best part? Proper material selection can triple the lifespan of your belt compared to cheap, non-stabilized alternatives.
Key Takeaways:Environmental factors like UV exposure and ozone are just as damaging as mechanical wear, requiring specialized additives for outdoor durability.
| Aging Factor | Effect on Belt | Mitigation Strategy | |
|---|---|---|---|
| UV Rays | Surface Hardening | UV-Stabilized Compounds | |
| Ozone | Dry Rot / Cracking | Anti-ozonant Additives | |
| Flexing | Ply Separation | High-Adhesion Polymers |
Analyzing your environmental exposure allows you to specify a belt that will not succumb to premature dry rot or surface cracking.
Can rubber conveyor belt material resist chemicals?
Industrial rubber conveyor belt material can be custom-engineered with Chloroprene or EPDM to resist corrosive fertilizers, acids, and alkalis. You should choose a solution from our fertilizer and chemical industry category to prevent your belt from softening or liquefying when handling aggressive materials.

Chemical Compatibility for Corrosives
You will find that standard belts will fail quickly when moving potash or sulfur. You should use totally encapsulated edges to prevent chemicals from “wicking” into the fabric core, which causes the internal structure to rot from the inside out.
Protecting the Carcass Integrity
Here is the deal: if chemicals reach your reinforcement layers, your belt will lose its tensile strength. You must use high-density rubber conveyor belt material that acts as a total impermeable barrier against leaching fluids.
- Prevents chemical-induced swelling and curling.
- Resists acid-based surface hardening.
- Seals the carcass from corrosive liquid penetration.
Wait, there’s more. You should always provide a MSDS (Material Safety Data Sheet) of the product you are moving to ensure a perfect polymer match.
Key Takeaways:Chemical resistance requires both specialized polymer covers and encapsulated edges to protect the belt’s internal reinforcement from corrosive rot.
| Chemical Group | Recommended Polymer | Resistance Level | |
|---|---|---|---|
| Strong Acids | EPDM | High | |
| Alkalis | Chloroprene | High | |
| Solvents | Viton / Specialty | Maximum |
Using the correct chemical-resistant polymer prevents the premature softening that leads to belt tracking failures and material spillage.
How do you maintain rubber conveyor belt material?
Proactive maintenance of your rubber conveyor belt material involves routine cleaning, monitoring for uneven wear, and protecting your spare rolls from environmental stress. You should contact us today for a consultation on how to implement a maintenance schedule that maximizes your belt’s service life.

Routine Cleaning and Inspections
You should use appropriate belt scrapers to remove abrasive carry-back. You will find that material buildup on your rubber conveyor belt material causes “idler-drag,” which wears down your top cover much faster than normal operation.
Proper Storage Best Practices
Now: don’t leave your spare rolls in the sun. You should store your spare rubber conveyor belt material vertically, off the ground, and covered with a UV-resistant tarp to ensure the rubber stays fresh for your next replacement.
- Weekly visual inspections for surface rips.
- Quarterly cover thickness measurements.
- Daily scraper adjustments to reduce friction wear.
The best part? A well-maintained belt can last up to 50% longer, significantly reducing your long-term capital expenditure.
Key Takeaways:Consistent cleaning and proper storage are the most cost-effective ways to preserve the integrity and performance of your industrial conveyor belts.
| Maintenance Task | Frequency | Operational Benefit | |
|---|---|---|---|
| Scraper Check | Daily | Reduces Carry-back Wear | |
| Visual Inspection | Weekly | Catches Rips Early | |
| Thickness Check | Quarterly | Predicts Replacement Date |
Regularly analyzing wear patterns allows you to schedule replacements during planned shutdowns, preventing expensive emergency downtime.
Conclusion
Maximizing industrial uptime and reducing operational costs requires more than just buying a belt; it requires a strategic partnership with a manufacturer that understands the science behind rubber conveyor belt material. Whether you are battling extreme heat in a cement kiln, corrosive chemicals in a fertilizer plant, or high-impact loads in a deep-pit mine, the right material selection is your primary defense against catastrophic system failure. At Zhenxing Rubber, we solve these complex material handling problems by providing custom-engineered solutions that prioritize durability, efficiency, and safety. Our vision is to empower global industries with the highest-standard conveyor technology, ensuring that your production lines move without interruption. Contact us today to receive a tailored technical solution and an accurate quotation within 24 hours.
Frequently Asked Questions
1. Can I use standard rubber for oil-based materials? No. Standard rubber will swell and delaminate almost immediately, so you must use a Nitrile (NBR) based rubber conveyor belt material to ensure longevity.
2. What is the best way to prevent belt surface cracking? You must ensure your belt material contains anti-ozonants and UV stabilizers, especially if your conveyor system is located outdoors.
3. How do I know if my belt material is food-safe? Food-safe materials are typically white or blue and must be accompanied by FDA or EU compliance certification proving they are non-toxic.
4. Can I repair a rip in my rubber conveyor belt material? Yes. You can use cold-bond repair strips or hot vulcanized patches, provided the damage hasn’t compromised the internal tensile reinforcement layers.
5. What temperature can heat-resistant belts handle? Depending on the specific grade (T1-T3), these belts can handle continuous temperatures from 125°C up to 200°C, with some handling peaks of 400°C.