
In heavy industrial environments, damaged conveyor belts can quickly disrupt production and lead to costly downtime. Modern rubber conveyor belt repair techniques use flexible polymer compounds and cold-curing materials to rebuild worn or torn belt surfaces directly on-site. Without timely rubber conveyor belt repair, minor damage can grow into serious failures that halt entire material handling systems. Compared with traditional repair methods that require extensive equipment and long shutdown periods, advanced rubber conveyor belt repair solutions allow maintenance teams to restore belt integrity quickly and safely, helping operations return to normal production with minimal interruption.
Why use polymers for rubber conveyor belt repair?

You use polymers for these repairs because they provide a seamless, cold-cure bond that avoids the structural risks associated with heat-applied methods. Unlike traditional vulcanization, which requires high temperatures that can weaken the surrounding rubber, these polymers cure at ambient temperatures. This makes them ideal for rapid, on-site maintenance where safety and speed are top priorities.
How does cold-cure compare to vulcanization?
The primary advantage of cold-cure polymers is the elimination of the “heat-affected zone” that often plagues thermal processing. High heat can accidentally over-cure the existing rubber, making it brittle and prone to future cracking.
Here is the deal: Cold-cure resins create a molecular bond that maintains the original elasticity of the belt. This ensures the repair area flexes naturally as it passes over pulleys and idlers.
What are the benefits of in-situ maintenance?
Performing repairs in-situ means your maintenance team does not have to dismantle the entire conveyor system. This drastically reduces labor costs and eliminates the heavy lifting risks associated with belt removal.
- No need for heavy vulcanizing presses.
- Reduced risk of belt misalignment after re-installation.
- Lower overall logistical costs for the facility.
Key Takeaway: Using cold-cure polymers minimizes thermal damage and maximizes operational uptime through efficient on-site application.
| Comparison Factor | Vulcanization | Polymeric Repair | |
|---|---|---|---|
| Heat Requirement | High (150°C+) | None (Ambient) | |
| Equipment Size | Large/Heavy | Portable Kit | |
| Structural Risk | Potential Brittleness | Maintains Elasticity |
This data highlights why modern facilities are shifting away from thermal processing for localized repairs.
What damage requires rubber conveyor belt repair?

Damage requiring rubber conveyor belt repair includes longitudinal rips, deep punctures, and significant cover wear that exposes the internal carcass. When the internal fabric or steel cords are exposed to the elements, they begin to degrade rapidly. If you catch these issues early, a polymeric plaster casting can prevent a full-scale belt snap.
Impacts of sharp materials and impact zones
Heavy ore and sharp aggregates frequently cause punctures at loading points where the material’s kinetic energy is highest. These impacts create “stars” or jagged tears that can catch on scrapers and widen over time.
Think about this: A small puncture today can become a 50-foot rip tomorrow if left untreated. Polymeric resins absorb these energy impacts, acting as a sacrificial layer that protects the belt’s core.
Identifying cover wear versus carcass damage
Cover wear involves the erosion of the top rubber layer, which reduces the belt’s grip and carrying capacity. Carcass damage is more severe, as it involves the structural layers that provide the belt’s tensile strength.
- Cover wear: Usually looks like thinning or “balding” of the rubber.
- Carcass damage: Involves visible threads, wires, or holes through the entire belt.
- Gouges: Localized missing chunks of rubber caused by jammed material.
Key Takeaway: Early identification of punctures and cover wear allows for proactive repairs that prevent catastrophic structural failure.
| Damage Type | Severity | Recommended Action | |
|---|---|---|---|
| Surface Abrasion | Low | Protective Coating | |
| Puncture/Hole | Medium | Polymeric Plug | |
| Longitudinal Rip | High | Reinforcement + Resin |
Effective monitoring of these damage types ensures that you apply the correct repair volume before the belt becomes unserviceable.
How to prepare for rubber conveyor belt repair?

Preparation involves mechanical cleaning and surface roughening to ensure the polymer has a high-surface-area “anchor” to bond with. You cannot simply pour resin onto a dirty or smooth belt and expect it to hold under tension. Proper preparation is roughly 70% of the work required for a successful, long-lasting fix.
Why is terminating the tear necessary?
Before applying any material, you must drill relief holes at both ends of a longitudinal rip to stop crack propagation. This technique redistributes the mechanical stress away from the tip of the tear.
But wait, there’s more: Failing to terminate the tear means the belt tension will continue to pull the rip apart even after the polymer has cured. These small holes effectively “reset” the tension limits of the damaged area.
How to achieve the ideal “woolly” surface?
Using a rotary wire brush or a specialized grinding tool creates a textured, “woolly” finish on the rubber. This increases the available surface area for the polymer to grip at a molecular level.
- Remove all dust and grease using a specialized cleaner.
- Ensure the edges of the repair zone are beveled to a 45-degree angle.
- Avoid “scorching” the rubber, which creates a charred layer that prevents bonding.
Key Takeaway: Terminating rips and creating a textured, clean surface are non-negotiable steps for achieving a permanent bond.
| Preparation Step | Tool Used | Objective | |
|---|---|---|---|
| Tear Termination | Power Drill | Prevent further ripping | |
| Surface Roughening | Rotary Wire Brush | Increase bonding surface | |
| Solvent Cleaning | Chemical Degreaser | Remove bond-breakers |
A meticulous preparation phase serves as the foundation for the entire chemical bonding process.
Which tools facilitate rubber conveyor belt repair?

You facilitate a successful repair by using a specialized kit that includes grinders, chemical conditioners, and high-strength elastomeric resins. Having the right tools on hand prevents improvised “hacks” that usually fail under the stress of a running conveyor. A standard repair kit is portable enough to be carried by a single technician to any point along the conveyor line.
Essential equipment for surface preparation
Beyond basic hand tools, you need mechanical grinders capable of reaching high RPMs to texture the rubber properly. Cutting knives with adjustable depths are also vital for beveling the edges of the damage without cutting into the carcass.
The bottom line is this: High-quality cleaning agents are just as important as the resin itself. You must use a cleaner that leaves zero residue, as even a fingerprint can compromise the polymer’s adhesion.
Mixing and application accessories
To ensure the resin is applied evenly, you need specialized spatulas and mixing paddles designed for viscous materials. These tools help you eliminate air bubbles, which could otherwise become weak points in the finished repair.
- Spatulas for “troweling” the resin smooth.
- Mixing boards for combining two-part components.
- Protective gloves and eyewear for technician safety.
Key Takeaway: A complete, professional-grade tool kit ensures that every stage of the repair is performed to industrial standards.
| Essential Tool | Function | Importance | |
|---|---|---|---|
| Rotary Grinder | Surface Texturing | Critical | |
| Residue-Free Cleaner | Chemical Decontamination | Essential | |
| Two-Part Resin | Structural Restoration | Primary |
Using the correct tools transforms a temporary patch into a permanent restoration of the belt’s surface.
What is the process for rubber conveyor belt repair?

The process for rubber conveyor belt repair involves a logical sequence of cleaning, priming, and applying a precisely mixed two-part polymer resin. You must follow the manufacturer’s mixing ratios exactly to ensure the material reaches its full rated strength and flexibility. Any deviation in the mixing process can result in a “soft” cure that will peel off the belt within hours.
Priming and conditioning the substrate
After mechanical cleaning, you must apply a rapid-cure conditioner that acts as a chemical bridge between the old rubber and the new resin. This primer penetrates the pores of the roughened rubber to create a deep, structural bond.
Believe it or not: The primer is often the most overlooked step, yet it is what prevents the repair from delaminating under the pressure of the belt scrapers. It should be applied in a thin, even coat and allowed to become “tacky” before the resin is added.
Mixing and applying the resin
You mix the base and the solidifier until a uniform color and consistency are achieved, usually taking about two to three minutes. Once mixed, the material has a limited “pot life,” so you must work efficiently to apply it to the belt.
- Pour the resin into the center of the damage and work outward.
- Use a spatula to press the material into the grooves of the roughened surface.
- Level the resin so it is flush with the surrounding belt cover.
Key Takeaway: Precise mixing and the use of a chemical conditioner are the two most critical factors in the application process.
| Process Step | Action | Duration (Approx) | |
|---|---|---|---|
| Conditioning | Apply primer | 5-10 Minutes | |
| Mixing | Combine A + B | 3 Minutes | |
| Application | Trowel and level | 15-20 Minutes |
Following this structured workflow ensures that the chemical properties of the polymer are fully utilized for a durable fix.
How to reinforce rubber conveyor belt repair zones?

You reinforce high-tension zones by embedding high-modulus fabric tapes or steel cord protectors directly into the wet polymeric resin. This “plaster casting” approach mimics the original structure of the belt, providing tensile strength that resin alone cannot offer. It is the difference between a surface patch and a structural restoration.
Repairing textile and fabric belts
For belts with EP or NN fabric carcasses, you use reinforcing tapes that have high tensile strength but enough flexibility to wrap around pulleys. These tapes are layered between coats of resin to create a composite structure.
Here is the kicker: This method allows you to bridge large gaps or holes without the need for mechanical fasteners. The resulting repair is as flexible as the original belt but significantly stronger than a simple rubber patch.
Protecting steel cord structures
When steel cords are exposed, they must be cleaned of all corrosion before being fully encapsulated in polymer. This prevents moisture from traveling down the cords and causing “wicking” damage elsewhere in the belt.
- Clean cords with a wire brush to a bright metal finish.
- Apply a specialized metal primer if recommended.
- Fully surround each cord with resin to exclude oxygen and water.
Key Takeaway: Embedding reinforcement materials allows the repair to handle the high-tension loads required in heavy industrial applications.
| Reinforcement Type | Belt Compatibility | Benefit | |
|---|---|---|---|
| Fabric Tape | Textile Belts | Restores Tensile Strength | |
| Encapsulation Resin | Steel Cord Belts | Prevents Internal Corrosion | |
| Steel Mesh | Heavy Impact Zones | Increases Puncture Resistance |
Structural reinforcement ensures that the repaired section does not become the “weak link” in your conveyor system.
Can profiles get rubber conveyor belt repair?

Yes, you can perform rubber conveyor belt repair on specialized profiles like chevrons, cleats, and sidewalls using moldable elastomeric polymers. These components often suffer the most wear because they are in direct contact with the material being transported. Instead of replacing an entire expensive cleated belt, you can rebuild individual cleats in-situ.
Maintaining chevron and cleat integrity
Worn or torn cleats can be rebuilt using a “formwork” approach where you create a temporary mold around the damaged cleat. You then fill this mold with the polymer resin, which cures to the exact original shape.
The best part? The cured polymer has high abrasion resistance, often exceeding the lifespan of the original rubber cleat. This allows you to keep the belt in service even under steep incline conditions where cleats are essential.
Patching corrugated sidewalls
Sidewall repairs are challenging because the material must remain extremely flexible to compress and expand as the belt moves through the system. Polymeric resins are designed with a high “elongation at break” percentage to meet this specific need.
- Use a highly flexible resin grade for sidewall corrugations.
- Ensure the repair does not add excessive thickness that could hit the frame.
- Rebuild the “waves” of the sidewall to maintain material containment.
Key Takeaway: Moldable polymers allow for the restoration of complex belt profiles, extending the life of specialized conveyor assets.
| Profile Type | Repair Method | Performance Goal | |
|---|---|---|---|
| Chevron Cleats | Mold and Fill | Abrasion Resistance | |
| Corrugated Sidewall | Flexible Patching | Elasticity/Flexibility | |
| Tracking Guides | Build-up Resin | Directional Stability |
Maintaining these profiles is essential for high-capacity systems where material spill must be strictly controlled.
What ensures a bond for rubber conveyor belt repair?

A successful bond is ensured by strictly controlling environmental factors like surface temperature and relative humidity during the application. If you apply polymer to a damp or freezing belt, the chemical reaction will be compromised, leading to a weak bond. You must use digital monitoring tools to confirm that conditions are within the manufacturer’s specified range.
Impact of temperature and humidity
High humidity can lead to “blushing” or moisture entrapment, which creates a barrier between the rubber and the resin. Similarly, if the temperature is too low, the cure time will extend significantly, or the resin may never reach its full hardness.
Keep this in mind: You must always ensure the belt temperature is at least 3 degrees Celsius above the dew point. This prevents microscopic condensation from forming on the surface during the application process.
Avoiding common contamination pitfalls
Even after grinding, invisible contaminants like hydraulic oil or chemical dust can act as “bond-breakers.” You must protect the repair area from the surrounding industrial environment until the resin has reached its initial set.
- Use a shelter or tarp to block wind-blown dust.
- Clean a wider area than the actual repair to prevent “creep” contamination.
- Never touch the prepared surface with bare hands before priming.
Key Takeaway: Controlling the micro-environment around the repair zone is just as important as the chemical quality of the resin.
| Factor | Ideal Range | Impact of Failure | |
|---|---|---|---|
| Temperature | 15°C to 30°C | Poor/Slow Cure | |
| Humidity | < 85% RH | Delamination | |
| Dew Point | > 3°C margin | Surface Contamination |
Monitoring these metrics ensures that the polymer bonds at a molecular level for a permanent restoration.
How much time does rubber conveyor belt repair save?
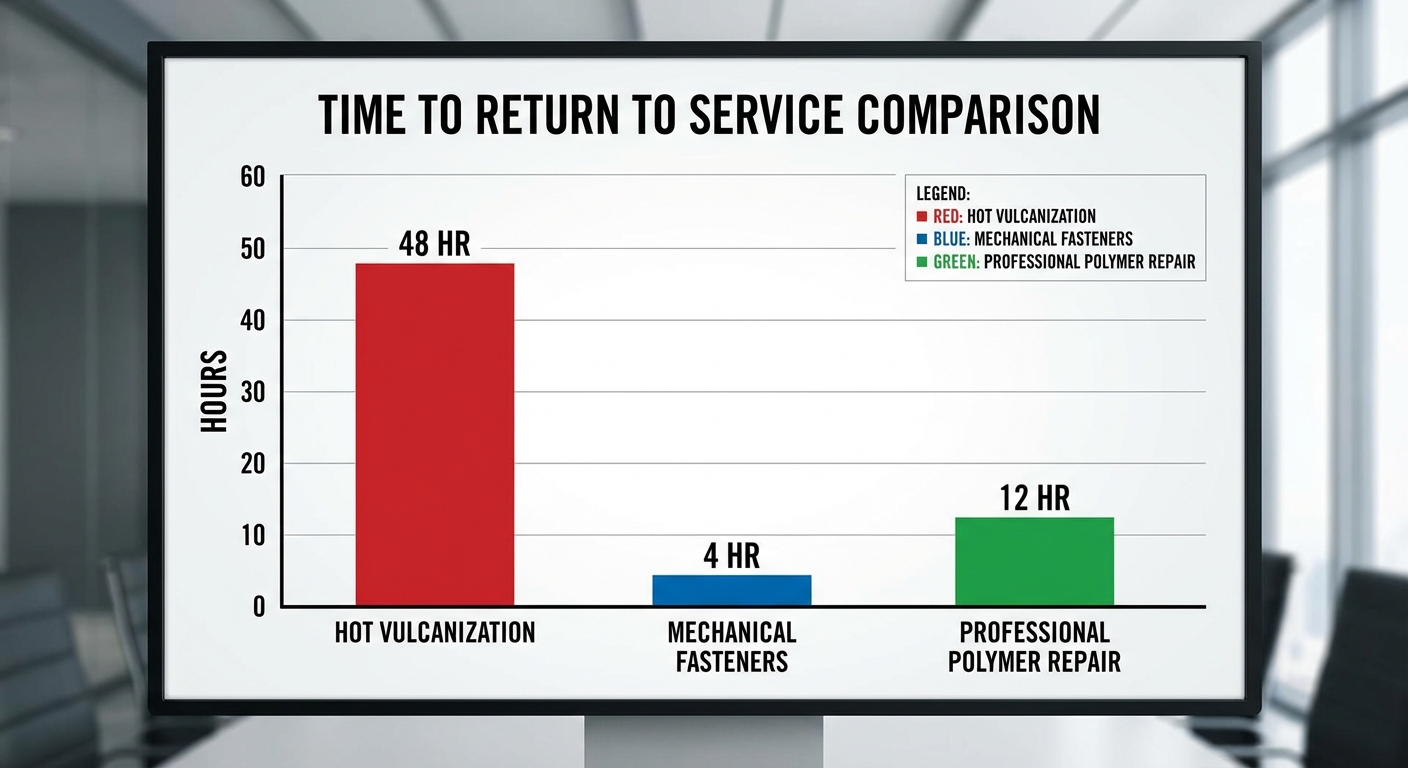
Implementing a polymeric repair strategy can save you up to 90% in downtime compared to traditional hot vulcanization. While a vulcanized splice or repair might require 24 to 48 hours for equipment setup and cooling, a polymer fix is often ready in 2 to 4 hours. This massive time saving directly translates to thousands of tons of additional production.
Return-to-service timelines
Most professional elastomeric polymers reach “shore A” hardness quickly, allowing the belt to be tensioned and run within a single shift. In emergency situations, fast-cure grades are available that can handle light loads even sooner.
Here is the deal: The chart above shows that while mechanical fasteners are fast, they lack the durability of polymers. Polymeric repair offers the “sweet spot” of being nearly as fast as a fastener but as durable as a vulcanized joint.
- Fasteners: 1-2 hours (Low durability).
- Polymeric Repair: 2-4 hours (High durability).
- Hot Vulcanization: 24+ hours (High durability).
Key Takeaway: Rapid-cure polymers provide the most efficient balance between speed of repair and long-term operational durability.
| Method | Downtime | Tooling | Durability | |
|---|---|---|---|---|
| Vulcanization | 24-48 Hours | Heavy | Excellent | |
| Polymeric Repair | 2-4 Hours | Hand Tools | Excellent | |
| Fasteners | 1-2 Hours | Simple | Moderate |
By choosing the right method, you maximize your facility’s “available hours” and reduce the cost of maintenance windows.
How to partner for rubber conveyor belt repair?

You should partner with a rubber conveyor belt repair expert who understands both the chemistry of the rubber and the mechanics of the conveyor system. A manufacturer that produces high-quality belts is best positioned to advise on the most compatible repair systems. This holistic approach ensures that your repairs don’t just “stick,” but actually integrate with the belt’s original properties.
Why consult a professional manufacturer?
An experienced manufacturer can provide technical data sheets and compatibility charts that prevent the use of incorrect materials. They often offer training for your in-house maintenance teams, turning them into certified repair specialists.
Here is the kicker: Sourcing your belts and your repair materials from the same expert ecosystem ensures maximum synergy. This reduces the risk of “chemical rejection” where the repair polymer fails to bond with an unknown rubber compound.
Long-term maintenance strategies
A proactive partner will help you develop a maintenance schedule that identifies wear before it becomes a rip. This shift from “reactive” to “predictive” maintenance is what defines world-class industrial operations.
- Regular belt inspections by factory-trained technicians.
- Stocking “emergency kits” tailored to your specific belt types.
- Analysis of wear patterns to suggest better belt cover grades.
Key Takeaway: Partnering with a professional manufacturer transforms your maintenance from a cost center into a strategic advantage.
| Partnership Benefit | Outcome | |
|---|---|---|
| Material Compatibility | Stronger, permanent bonds | |
| Technical Training | Faster, safer in-house repairs | |
| Predictive Audits | Dramatic reduction in unplanned stops |
Choosing a reliable partner ensures that you have the support needed to handle any conveyor emergency.
Conclusion
Repairing your systems with advanced elastomeric polymers is the most effective way to eliminate the crushing costs of conveyor downtime. By mastering the plaster casting process—from meticulous preparation and tear termination to precise resin mixing and reinforcement—you transform a potential disaster into a routine maintenance task. These cold-cure solutions solve the problems of bulky equipment, high thermal risks, and extended production pauses. We believe that every industrial facility deserves a conveyor system that works as hard as they do, supported by the best repair technology available today. To learn more about how we can support your operation with high-performance belts and repair expertise, contact us today .
FAQ
Can I perform the repair while the conveyor is moving?No. You must always lock out and tag out the conveyor system before attempting any repair to ensure the safety of your personnel.
Is the polymer repair as strong as the original belt?Yes. When properly reinforced with fabric tape or steel cord encapsulation, the repair zone can match or even exceed the original cover’s abrasion and tensile properties.
How do I know if a belt is too damaged to repair?It depends. If more than 25% of the total belt width is ripped or if the internal tension members are shredded over a long distance, a full splice or belt replacement is usually safer.
Can these polymers be used in sub-zero temperatures?Yes. While the cure time will be longer, specialized “cold-weather” conditioners and resins are designed to bond even in freezing environments.
Do I need specialized training to use these kits?It depends. While the process is logical, professional training is highly recommended to ensure your team understands the critical nature of mixing ratios and surface preparation.