
Choosing quality conveyor belt rubber ensures durability under heavy loads, reduces downtime, and maintains reliable, continuous operation in demanding industrial environments.
What defines the variety in quality conveyor belt rubber?

The variety is defined by the unique combination of base elastomers and reinforcement layers designed to handle specific environmental stresses. Choosing the right quality conveyor belt rubber requires an understanding of your facility’s load, speed, and chemical exposure.
Manufacturers create these belts using different “covers” that protect the internal carcass from abrasion or impact. You must evaluate whether your process involves sharp aggregates or fine powders to select the appropriate surface.
Are there specific textile patterns?
Textile reinforcements typically use EP (Polyester/Nylon) or NN (Nylon/Nylon) fabrics to provide the necessary flexibility. These fabrics allow the belt to trough easily while maintaining high tensile strength across long distances.
Here’s the deal:
- EP fabrics offer low elongation for shorter take-up strokes.
- NN fabrics provide superior impact resistance for heavy loading.
- Specialized weaves can prevent tracking issues on uneven systems.
What about the cover thickness?
Cover thickness is a critical factor in determining the overall lifespan of your material handling equipment. Thicker top covers provide more “wear meat” for abrasive materials like sand or gravel.
But wait, there’s more:
- Bottom covers are usually thinner as they primarily protect against pulley wear.
- Customized thicknesses are available for unique industrial requirements.
Key Takeaway: Matching the cover thickness and textile reinforcement to your specific material type ensures you don’t overpay for unnecessary specifications or suffer from premature wear.
| Belt Feature | Standard Fabric | Heavy Duty Fabric | |
|---|---|---|---|
| Reinforcement | EP 100-200 | EP 300+ / NN | |
| Typical Application | Light aggregate | Heavy mining / Quarry | |
| Impact Resistance | Moderate | High |
This data highlights that reinforcement levels must scale directly with the intensity of the physical environment.
How does quality conveyor belt rubber optimize systems?

Optimized systems rely on belts that reduce energy consumption through low-rolling resistance and high-efficiency tracking. Integrating a quality conveyor belt rubber into your automated line prevents the friction-related heat buildup that often leads to belt deformation.
When your belt fits the pulleys and idlers perfectly, the motor requires less power to maintain constant speeds. This efficiency translates directly to lower utility bills and a smaller carbon footprint for your operation.
Can automation improve belt life?
Modern automated systems utilize sensors to monitor belt tension and alignment in real-time. This technology prevents edge fraying and ensures that the load is always centered, reducing uneven wear patterns.
Here’s the deal:
- Automated tensioners adjust to temperature fluctuations throughout the day.
- Alignment sensors trigger alerts before a belt jumps the track.
- Consistent speed control prevents the sudden jerks that stress mechanical splices.
Is friction management necessary?
Friction between the belt and the slider bed or rollers can consume a significant portion of your system’s energy. Specialized low-friction rubber compounds are designed specifically to glide over supports with minimal resistance.
But wait, there’s more:
- Sliding belts use specialized fabrics on the pulley side.
- Low-resistance compounds can reduce power needs by up to 15%.
Key Takeaway: Investing in specialized low-friction rubber and automated monitoring protects your hardware while significantly cutting long-term operational costs.
| Optimization Factor | Standard System | Optimized System | |
|---|---|---|---|
| Energy Usage | Baseline | 10-15% Lower | |
| Maintenance Frequency | High | Low (Predictive) | |
| System Noise | Moderate | Low |
This data highlights that minor changes in belt composition and system control lead to substantial cumulative savings.
Can quality conveyor belt rubber grades be compared?
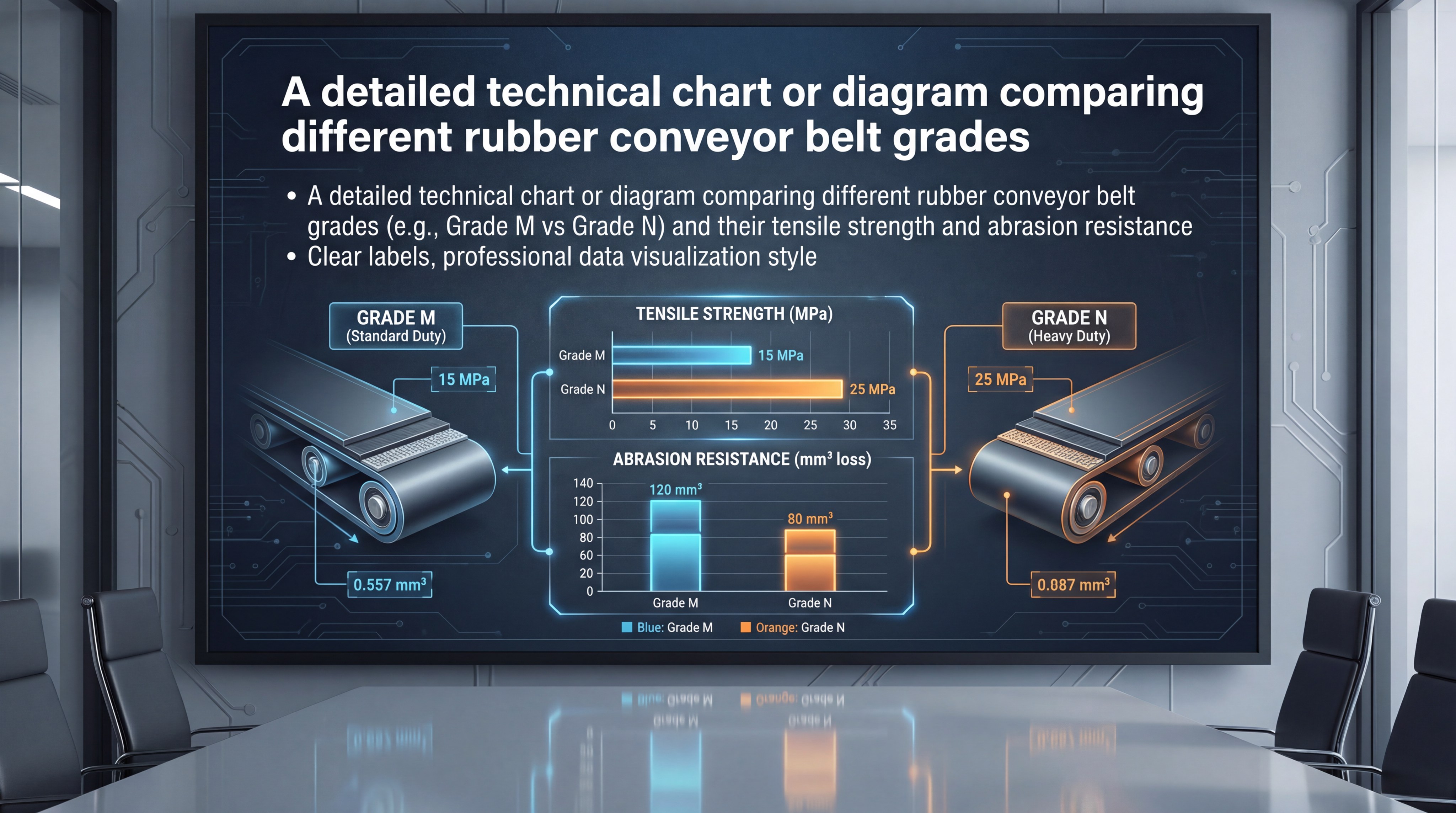
Yes, conveyor belt rubber is categorized into specific grades such as M, N, and RMA designations based on tensile strength and abrasion resistance. Selecting a quality conveyor belt rubber involves analyzing these metrics to ensure the belt can survive your material’s abrasive nature.
Grade M is typically the gold standard for high abrasion resistance, making it ideal for sharp rocks and glass cullet. Grade N is a high-quality general-purpose option that provides excellent performance for less demanding bulk materials.
What does “tensile strength” mean?
Tensile strength refers to the maximum amount of pulling stress the belt can withstand before it stretches permanently or breaks. This metric is usually measured in Megapascals (MPa) or Newtons per millimeter (N/mm).
Here’s the deal:
- Higher MPa ratings allow for longer conveyor flights.
- It determines the safety factor of the belt under full load.
- Tensile strength must account for both the rubber and the internal carcass.
Why is abrasion loss measured?
Abrasion loss, often measured in cubic millimeters (mm³), tells you how much rubber is worn away during a standardized test. A lower number indicates a more durable belt that will last longer under high-friction conditions.
But wait, there’s more:
- Grade M usually features an abrasion loss under 125mm³.
- Grade N typically falls between 150mm³ and 200mm³.
Key Takeaway: Understanding technical grades like M and N allows you to procure the exact level of durability required for your specific material handling needs.
| Performance Metric | Grade M (Premium) | Grade N (Standard) | |
|---|---|---|---|
| Tensile Strength | 24 – 25 MPa | 15 – 18 MPa | |
| Abrasion Resistance | < 120 mm³ loss | < 200 mm³ loss | |
| Elongation at Break | > 450% | > 400% |
This data highlights that Grade M offers nearly double the wear life of standard grades in high-impact environments.
Is quality conveyor belt rubber used in mining operations?

Mining operations utilize heavy-duty rubber belts to transport massive volumes of ore, coal, and minerals over challenging terrain. Because of the extreme weight and abrasive nature of raw ore, a quality conveyor belt rubber is non-negotiable for maintaining mining uptime.
These belts often feature steel cord reinforcement to provide the extreme tensile strength needed for deep-pit mining. Without these robust materials, the extreme tension required to pull miles of loaded belt would cause standard fabrics to snap.
Are steel cords better for mining?
Steel cord belts provide the highest tensile strength and lowest elongation available in the market today. They are specifically engineered for high-lift, long-distance applications where fabric belts would stretch excessively.
Here’s the deal:
- Steel cords are zinc-galvanized to prevent internal corrosion.
- They offer excellent troughing even on very wide belt systems.
- Rip-detectors can be embedded to stop the system if a large rock pierces the belt.
How do belts handle impact zones?
Loading zones in mining are high-impact areas where tons of rock drop from heights onto the belt surface. Mining-grade rubber is formulated with “Super Impact” properties to absorb this energy without tearing.
But wait, there’s more:
- Impact cradles and sliders support the belt during loading.
- Extra-thick top covers act as a cushion for the internal cords.
Key Takeaway: In the mining sector, the combination of steel cord reinforcement and high-impact rubber compounds is essential for moving heavy loads reliably across vast distances.
| Mining Challenge | Rubber Solution | Benefit | |
|---|---|---|---|
| High Tension | Steel Cord Carcass | Zero Stretch | |
| Sharp Rocks | Grade M Rubber | Tear Resistance | |
| Outdoor Exposure | UV Resistant Cover | Weather Proofing |
This data highlights that specialized mining belts are engineered to withstand environmental and physical stressors simultaneously.
How is quality conveyor belt rubber inspected for safety?

Safety inspection involves a combination of visual checks, ultrasonic thickness measurements, and electronic rip detection. Regularly monitoring your quality conveyor belt rubber prevents catastrophic failures that could endanger your workforce or damage expensive machinery.
Inspectors look for signs of delamination, where the rubber begins to peel away from the internal fabric layers. Catching these issues early allows for localized repairs rather than a full belt replacement, saving you significant capital.
Ultrasonic thickness gauges allow maintenance teams to measure the remaining rubber cover without stopping or cutting the belt. This non-destructive testing provides a clear picture of how much “life” is left in your equipment.
Here’s the deal:
- Periodic measurements help predict when a belt will reach its wear limit.
- It identifies uneven wear caused by misaligned idlers.
- Digital logs allow you to track the wear rate over several months.
What is the purpose of visual inspections?
Visual inspections remain the first line of defense against belt damage, focusing on edge wear and surface cracking. You should train your team to look for exposed fabric or steel cords, which indicate immediate failure risks.
But wait, there’s more:
- Checking the splices is critical as they are the weakest points.
- Debris buildup on pulleys can cause the belt to mistrack and fray.
Key Takeaway: Combining high-tech ultrasonic monitoring with consistent visual walk-throughs ensures that your belt system remains safe and operational throughout its lifecycle.
| Inspection Method | Tool Used | Primary Goal | |
|---|---|---|---|
| Cover Thickness | Ultrasonic Gauge | Predict Remaining Life | |
| Carcass Integrity | X-Ray / Rip Sensor | Prevent Total Failure | |
| Surface Check | Visual Walkthrough | Identify Local Damage |
This data highlights that a multi-layered inspection strategy is required to cover all potential failure points.
What is the core of quality conveyor belt rubber strength?

The core strength resides in the internal carcass, which is usually composed of multiple plies of polyester or nylon fabric bonded together. While the quality conveyor belt rubber cover provides protection, the internal layers are what actually carry the load tension across your system.
Superior adhesion between the rubber and the carcass is vital to prevent peeling under heavy stress. If the bonding agent fails, the belt will lose its structural integrity and eventually stretch out of specification.
Why use multiple plies?
Multi-ply belts distribute the load across several layers of fabric, providing a high safety factor and excellent flexibility. This construction allows the belt to bend around smaller pulleys without cracking or losing strength.
Here’s the deal:
- More plies generally equal higher total tensile strength.
- Inter-layer rubber strips provide cushioning between fabric plies.
- Fabric plies offer better “bolt holding” ability for mechanical fasteners.
What are the benefits of fabric over steel?
Fabric belts are generally more cost-effective for shorter distances and are much easier to repair or splice in the field. They offer a level of elastic “give” that can absorb sudden load spikes better than rigid steel cord systems.
But wait, there’s more:
- Fabric belts are lighter, reducing the dead weight on the motor.
- They are highly resistant to moisture-induced rot compared to old cotton designs.
Key Takeaway: The multi-ply fabric carcass remains the most versatile and reliable “engine” for the vast majority of medium-duty industrial conveyor applications.
| Carcass Component | Material | Function | |
|---|---|---|---|
| Warp Fibers | Polyester | Longitudinal Strength | |
| Weft Fibers | Nylon | Lateral Flexibility | |
| Skim Coat | Bonding Rubber | Adhesion & Protection |
This data highlights that the synergy between synthetic fibers and specialized bonding rubber creates a durable structural core.
Does quality conveyor belt rubber withstand high heat?

High-heat environments require specialized EPDM or chlorobutyl rubber compounds that can withstand temperatures exceeding 200°C. Utilizing a quality conveyor belt rubber engineered for heat prevents the belt from becoming brittle and cracking under the stress of hot materials like cement clinker.
In steel mills or foundries, standard rubber would melt or catch fire almost instantly. Heat-resistant belts use chemical additives that slow down the oxidation process, maintaining flexibility even after prolonged thermal exposure.
How does EPDM handle heat?
EPDM (Ethylene Propylene Diene Monomer) is the preferred choice for extreme heat because of its superior resistance to heat, ozone, and weather. It retains its physical properties much longer than natural rubber when exposed to continuous high-intensity thermal loads.
Here’s the deal:
- EPDM can handle peak temperatures up to 220°C.
- It is resistant to “hardening,” which is a common failure in hot zones.
- Fiber-reinforced covers can further improve thermal dissipation.
What are the heat grades?
Heat-resistant belts are usually categorized into T1, T2, and T3 grades depending on the maximum temperature they can endure. You must match the grade to the “bulk” temperature of your material to ensure long-term survivability.
But wait, there’s more:
- T1 is for temperatures up to 125°C.
- T3 is designed for the most extreme loads up to 200°C+.
Key Takeaway: Selecting the correct thermal grade (T1-T3) and elastomer (EPDM) is vital for operations handling hot bulk materials to prevent costly and dangerous belt fires.
| Heat Grade | Max Material Temp | Typical Application | |
|---|---|---|---|
| T1 | 125°C | Sintered Ore | |
| T2 | 150°C | Hot Cement | |
| T3 | 200°C+ | Foundry Sand / Clinker |
This data highlights that thermal protection is a tiered system based on the specific operational heat load.
Why is quality conveyor belt rubber chemical resistant?
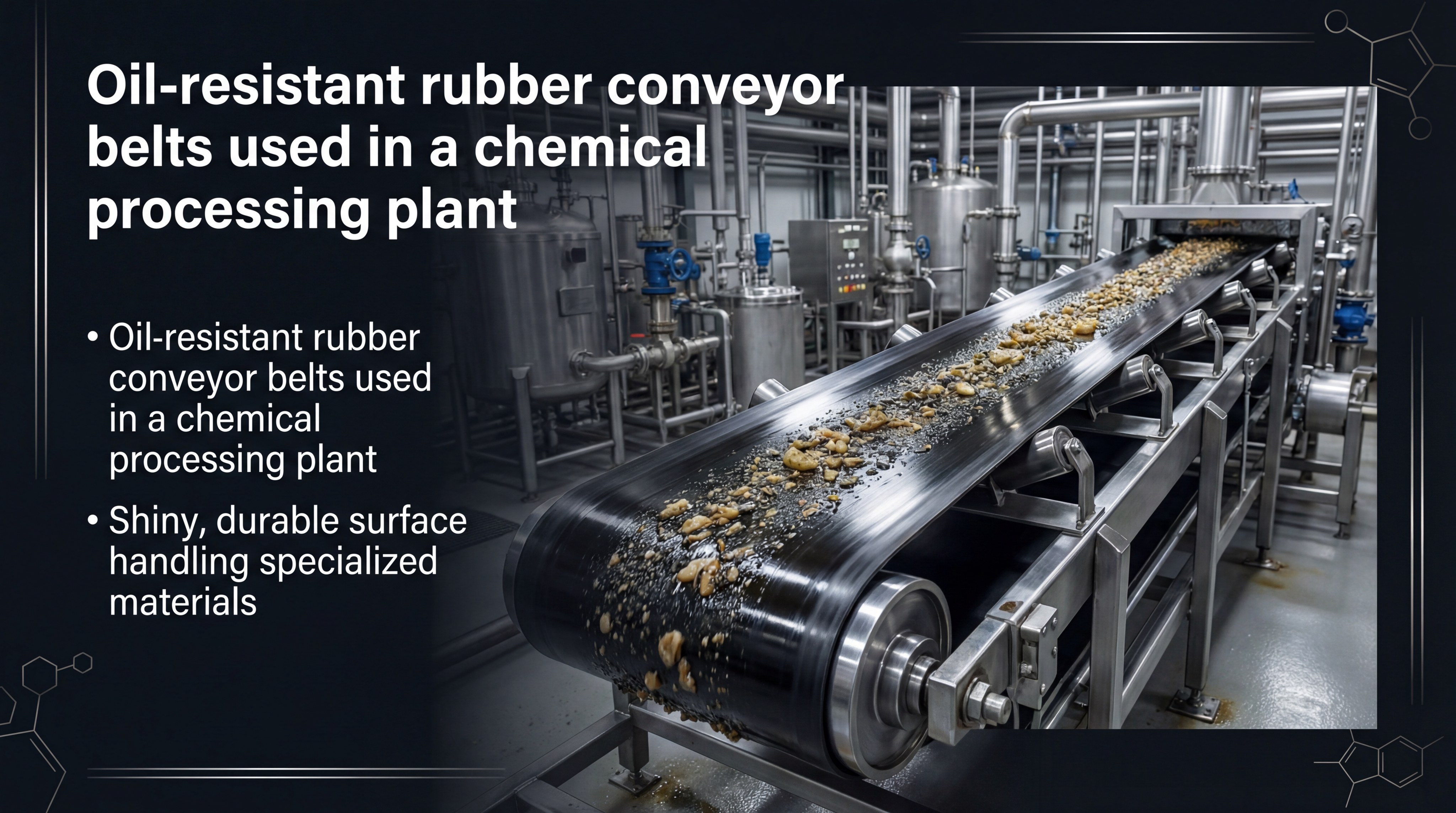
Chemical resistance is achieved by using nitrile (NBR) or other synthetic polymers that do not swell or degrade when exposed to oils and acids. Without a quality conveyor belt rubber designed for chemical exposure, standard belts would quickly soften and lose their grip on the pulleys.
In recycling or fertilizer plants, materials are often coated in residual oils or corrosive chemicals. A resistant belt maintains its structural integrity and surface friction, ensuring the product stays on the belt and the belt stays on the rollers.
Does oil cause belt swelling?
Yes, standard rubber absorbs hydrocarbons, causing the belt to swell, curl, and eventually mistrack. This “trough-up” effect can damage the conveyor structure and lead to massive spills in your facility.
Here’s the deal:
- Nitrile-based covers are nearly impervious to most industrial oils.
- MOR (Moderate Oil Resistant) grades are suitable for wood chips or grain.
- SOR (Super Oil Resistant) is required for petroleum-heavy loads.
Can acids damage the carcass?
Corrosive chemicals can seep through cracks in the rubber and attack the internal fabric plies, causing “rot” or loss of adhesion. Chemical-resistant belts feature specialized barrier layers to protect the structural core from these invisible threats.
But wait, there’s more:
- Acid-resistant compounds are used in fertilizer and paper mills.
- Sealing the belt edges prevents chemical ingress into the plies.
Key Takeaway: Using oil-resistant (MOR/SOR) or acid-resistant rubber prevents the swelling and structural rot that destroys general-purpose belts in chemical-heavy environments.
| Resistance Type | Elastomer Used | Material Compatibility | |
|---|---|---|---|
| MOR | Nitrile Blend | Wood chips, Grain | |
| SOR | High Nitrile | Oily metal, Petroleum | |
| Acid Resistant | Specialized Polymer | Fertilizer, Wet Chemicals |
This data highlights that chemical protection must be targeted toward the specific solvent or oil present in your process.
How does quality conveyor belt rubber provide better grip?
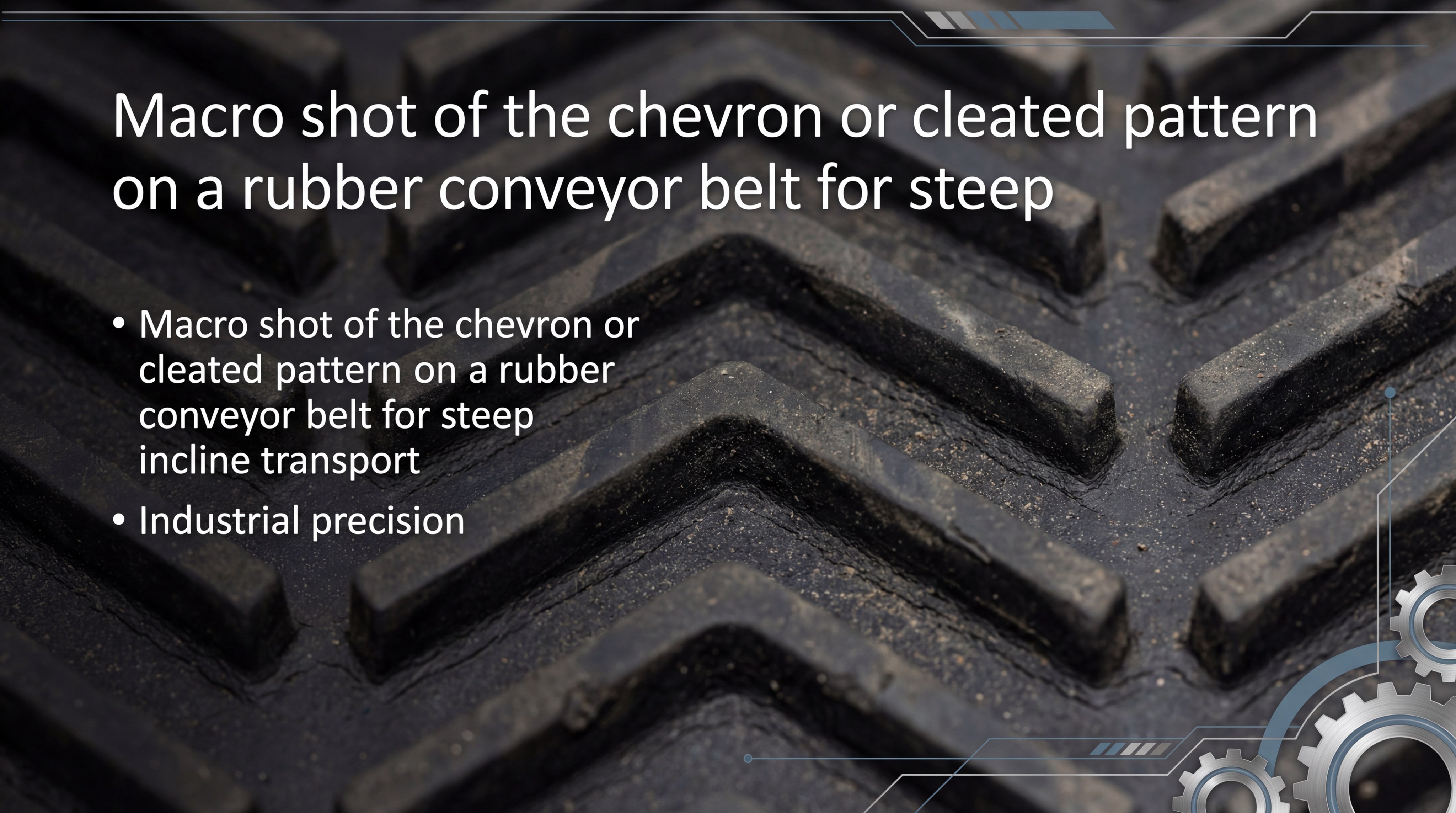
Better grip is provided through specialized surface textures like chevrons, cleats, or rough-top patterns molded directly into the rubber. Choosing a quality conveyor belt rubber with the correct profile allows you to transport materials up steep inclines without them sliding backward.
Smooth belts are generally limited to 15-20 degree inclines before gravity takes over. Profiled belts, such as Chevron or “G-Profile” designs, can handle angles up to 40 degrees or more by physically “locking” the material in place.
When should you use Chevron belts?
Chevron belts are ideal for bulk materials like sand, coal, or grain where a steep incline is necessary to save floor space. The V-shaped patterns act as tiny shovels that prevent the material from avalanching down the belt.
Here’s the deal:
- Open-V patterns allow for better drainage in wet conditions.
- Closed-V patterns provide a smoother ride over return idlers.
- Patterns can range from 5mm to 32mm in height.
What is “Rough Top” rubber?
Rough top belts feature a “nippled” or textured surface that provides excellent grip for packaged goods, boxes, or sacks. They are frequently used in logistics and baggage handling where items might otherwise slip on a flat rubber surface.
But wait, there’s more:
- Rough top patterns increase the surface area contact with the package.
- They are often thinner than heavy-duty chevron belts to save weight.
Key Takeaway: Utilizing molded profiles like Chevrons or Rough Top textures significantly increases your system’s incline capabilities and ensures stable transport for loose or packaged goods.
| Profile Type | Pattern Height | Max Incline Angle | |
|---|---|---|---|
| Smooth | 0mm | 18° | |
| Rough Top | 3mm – 5mm | 25° – 30° | |
| Chevron | 15mm – 32mm | 40°+ |
This data highlights that surface geometry is the primary factor in determining incline transport efficiency.
What ensures the quality conveyor belt rubber standards?

Standards are ensured through rigorous laboratory testing that verifies tensile strength, abrasion loss, and adhesion levels against ISO or DIN benchmarks. A quality conveyor belt rubber manufacturer will provide detailed test reports for every batch to guarantee that the product meets your specified safety ratings.
From raw material mixing to the final vulcanization process, every step must be monitored to ensure consistency. One weak spot in a thousand-foot belt roll can lead to a system-wide failure, making quality control the most important part of production.
Are ISO certifications important?
ISO 9001 and specialized industrial certifications like EN 14973 provide a globally recognized framework for quality management. These certifications ensure that the manufacturer follows documented processes to maintain product excellence and safety.
Here’s the deal:
- Third-party audits verify that testing equipment is calibrated correctly.
- Traceability allows you to track a belt back to its raw material sources.
- Compliance ensures that flame-retardant properties are actually present.
What happens during a “Pull Test”?
A pull test, or adhesion test, measures the force required to peel the rubber cover away from the fabric carcass. This ensures that the belt won’t delaminate under the heat and pressure of a high-speed industrial system.
But wait, there’s more:
- High adhesion values indicate a long-lasting structural bond.
- Poor adhesion often leads to “blistering” on the belt surface.
Key Takeaway: Relying on ISO-certified manufacturers and demanding batch-specific test reports ensures that your belt will perform as promised under real-world industrial stresses.
| QC Metric | Test Target | Pass Condition | |
|---|---|---|---|
| Tensile Strength | Carcass + Cover | Meets MPa Spec | |
| Adhesion | Inter-ply / Cover | > 10 N/mm | |
| Flame Test | Surface Ignition | Self-Extinguishing |
This data highlights that strict pass/fail criteria are the only way to guarantee operational safety in heavy industry.
Conclusion: Partnering for Performance
Choosing the right rubber conveyor belt is a strategic decision that directly impacts your facility’s uptime, safety, and energy efficiency. From the high-tensile needs of mining to the specialized thermal resistance required in cement plants, there is no “one-size-fits-all” solution. By focusing on the correct technical grades, internal reinforcements, and surface profiles, you can eliminate the pain points of premature belt failure and high maintenance costs.
At Zhenxing, we understand that your success depends on the reliability of our products. Our commitment to ISO-certified manufacturing and direct factory pricing ensures that you receive premium performance without the middleman markup. Whether you need custom logos, specialized packaging, or rapid technical consultation, our engineering team is ready to support your most demanding projects. contact us today to see how we can optimize your material handling operations with a vision for a safer, more efficient industrial future.
Frequently Asked Questions
Can I use a fabric belt for a 5-mile mining run?
No. For distances that long, you should utilize steel cord belts because fabric will stretch too much under the extreme tension required to move the load.
What’s the best rubber for oily wood chips?
It depends. For moderate oil exposure like wood chips, a Nitrile-blend (MOR) belt is usually sufficient, but petroleum-based oils require a high-Nitrile (SOR) compound.
How do I know if my belt is about to snap?
Yes. You can identify failure risks by looking for exposed internal fabric, surface cracking, or a significant decrease in thickness measured by ultrasonic gauges.
Can I repair a rip without replacing the whole belt?
Yes. Small punctures or localized surface damage can often be fixed with cold-vulcanizing repair kits or mechanical fasteners if caught early enough.
What’s the best way to prevent belt mistracking?
It depends. While quality rubber helps, ensuring your pulleys are aligned and using automated tracking sensors are the most effective ways to keep a belt centered.