
Investing in the best rubber conveyor belt ensures durability under heavy loads, reduces downtime, and maintains efficient, reliable material handling in demanding industrial environments.
Why is choosing the best rubber conveyor belt critical?
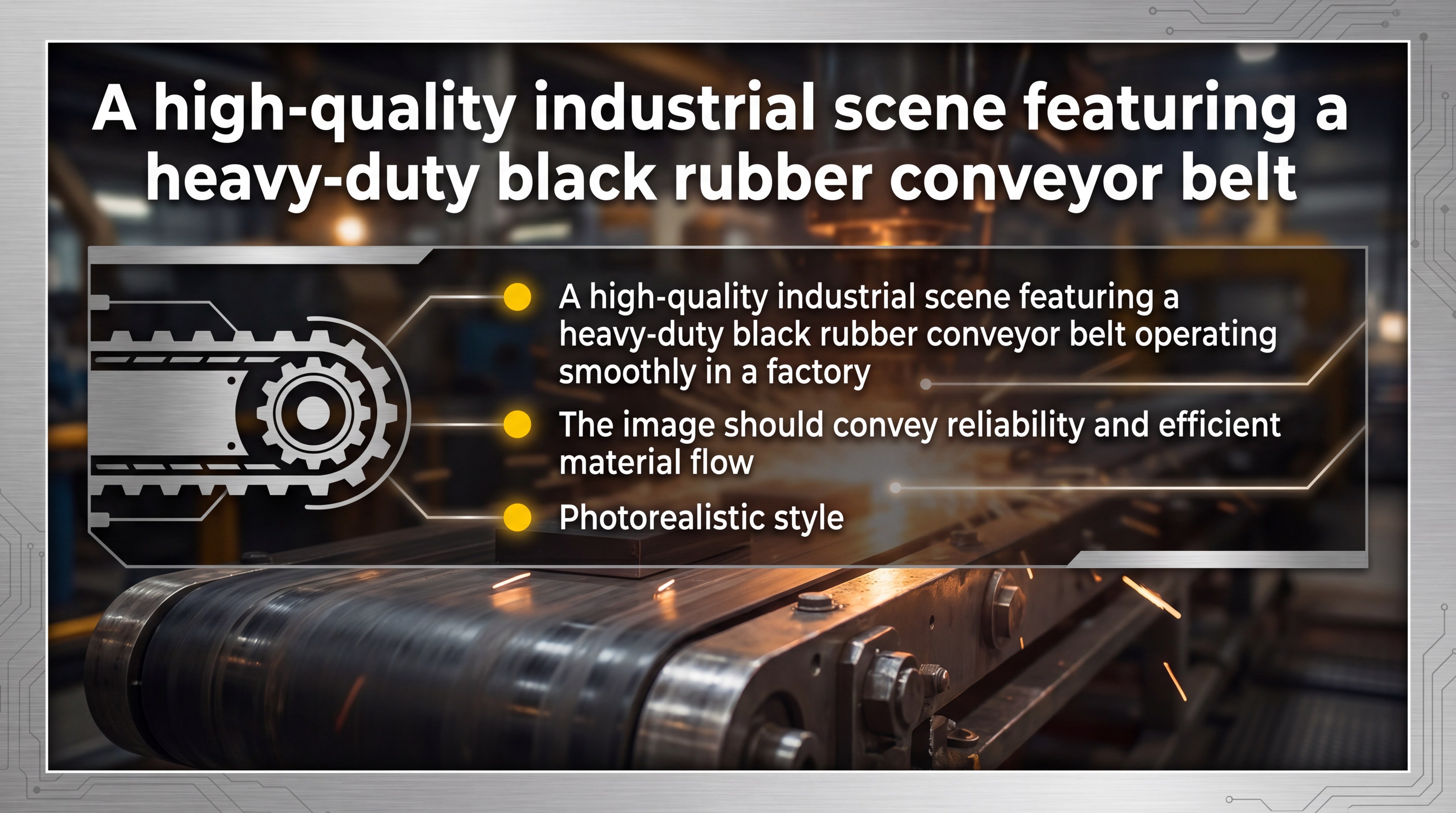
Choosing the right belt is the primary factor in determining your system’s uptime and overall mechanical longevity. Operational reliability starts with a belt that can handle the specific weight and abrasiveness of your materials without stretching or tearing prematurely. Using a sub-par component leads to frequent maintenance cycles that drain your budget and exhaust your technical staff. You need a solution that offers high wear resistance to keep your facility running at peak efficiency day after day. Selecting the best rubber conveyor belt serves as the foundation for an automated system that delivers consistent results under pressure.
What happens if your belt fails?
Unexpected equipment failure in a mining or processing facility can lead to staggering losses exceeding thousands of dollars every hour. When a belt snaps, the entire downstream process stops, leaving workers idle and machines stagnant while you scramble for parts. Think about it:
- Sudden snaps cause material spills.
- Surface tears increase friction and heat.
- Frequent replacements eat into profit margins.
How can proper selection reduce labor?
A high-quality system reduces the constant need for manual cleaning and belt tracking adjustments that plague lower-grade setups. By utilizing a belt designed for your specific troughing angle, you minimize spillage and keep your floors clear of debris. Here is the kicker: the right belt allows your workforce to focus on high-value optimization tasks instead of basic housekeeping duties. This efficiency boost translates directly into lower operational overhead and a safer working environment for everyone.
| Factor | Impact of Poor Selection | Benefit of Correct Selection | |
|---|---|---|---|
| Downtime | Frequent and unpredictable | Minimal and scheduled | |
| Maintenance | High labor requirements | Low maintenance needs | |
| Life Span | Short, high replacement cost | Long-term durability |
Analyzing these factors reveals that initial investment in quality prevents the massive hidden costs of operational failure.
Key Takeaway: Correct belt selection is the foundation of industrial reliability and long-term cost management for any heavy-duty facility.
Which textile is in the best rubber conveyor belt?
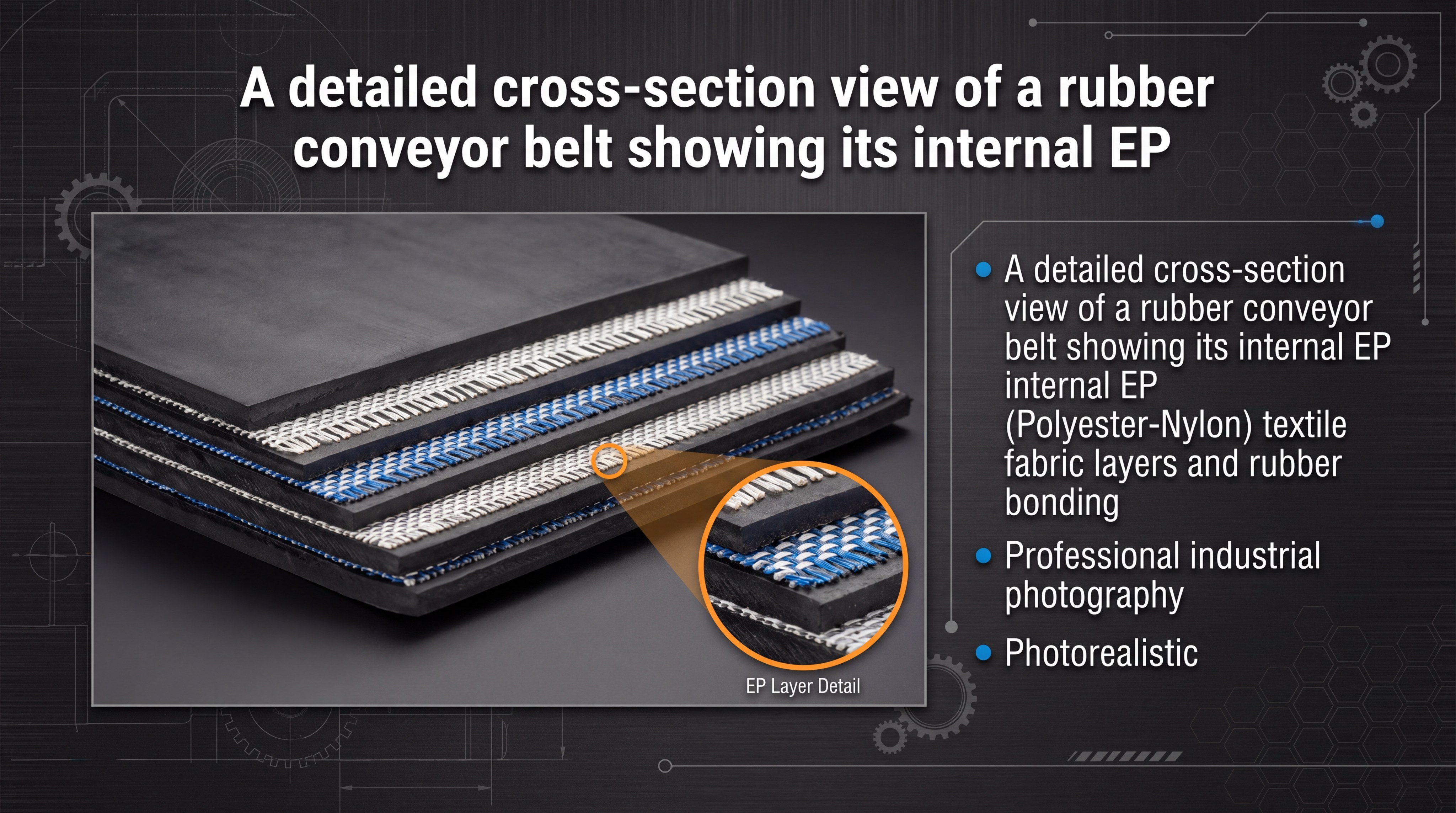
Textile reinforcements like Polyester-Nylon (EP) and Nylon-Nylon (NN) provide the internal skeleton that determines the belt’s flexibility and tensile capacity. You must choose between these fabrics based on the length of your conveyor and the amount of impact your system receives at the loading points. EP fabric is often the preferred choice for general material handling because it offers remarkably low elongation and high strength. If you want a system that stays tight and requires fewer take-up adjustments, the best rubber conveyor belt utilizing EP fabric is your ideal solution. This choice ensures that your materials move smoothly across long distances without the belt sagging or losing its shape.
Why is EP fabric favored for textile belts?
EP fabric provides a unique combination of polyester in the warp and nylon in the weft to create a stable yet flexible core. This structure allows the belt to maintain its tension over thousands of hours of operation without stretching beyond its limits. Ready for the good part?
- Low stretch reduces take-up travel.
- High resistance to moisture and rot.
- Excellent adhesion to rubber covers.
How does NN fabric affect belt flexibility?
Nylon-Nylon (NN) fabric stands out for its superior elasticity and fatigue resistance, making it perfect for systems with small pulley diameters. While it stretches more than EP, it absorbs heavy shock loads much better when large chunks of ore or rock hit the surface. What’s the real story? You should select NN when your conveyor route includes tight curves or frequent changes in direction. This flexibility prevents the internal fabric from cracking under the constant bending stress of high-speed industrial pulleys.
| Textile Type | Primary Advantage | Best Application | |
|---|---|---|---|
| EP (Polyester) | High stability, low stretch | Long-distance transport | |
| NN (Nylon) | High elasticity, impact resistance | Small pulleys, shock loads | |
| Cotton (CC) | Cost-effective | Short, light-duty lines |
The choice of internal textile dictates how your belt handles tension and physical deformation during its working life.
Key Takeaway: Fabric reinforcement determines the belt’s load-carrying capacity and stretch characteristics, making textile choice a primary technical decision.
How does steel cord enhance the best rubber conveyor belt?
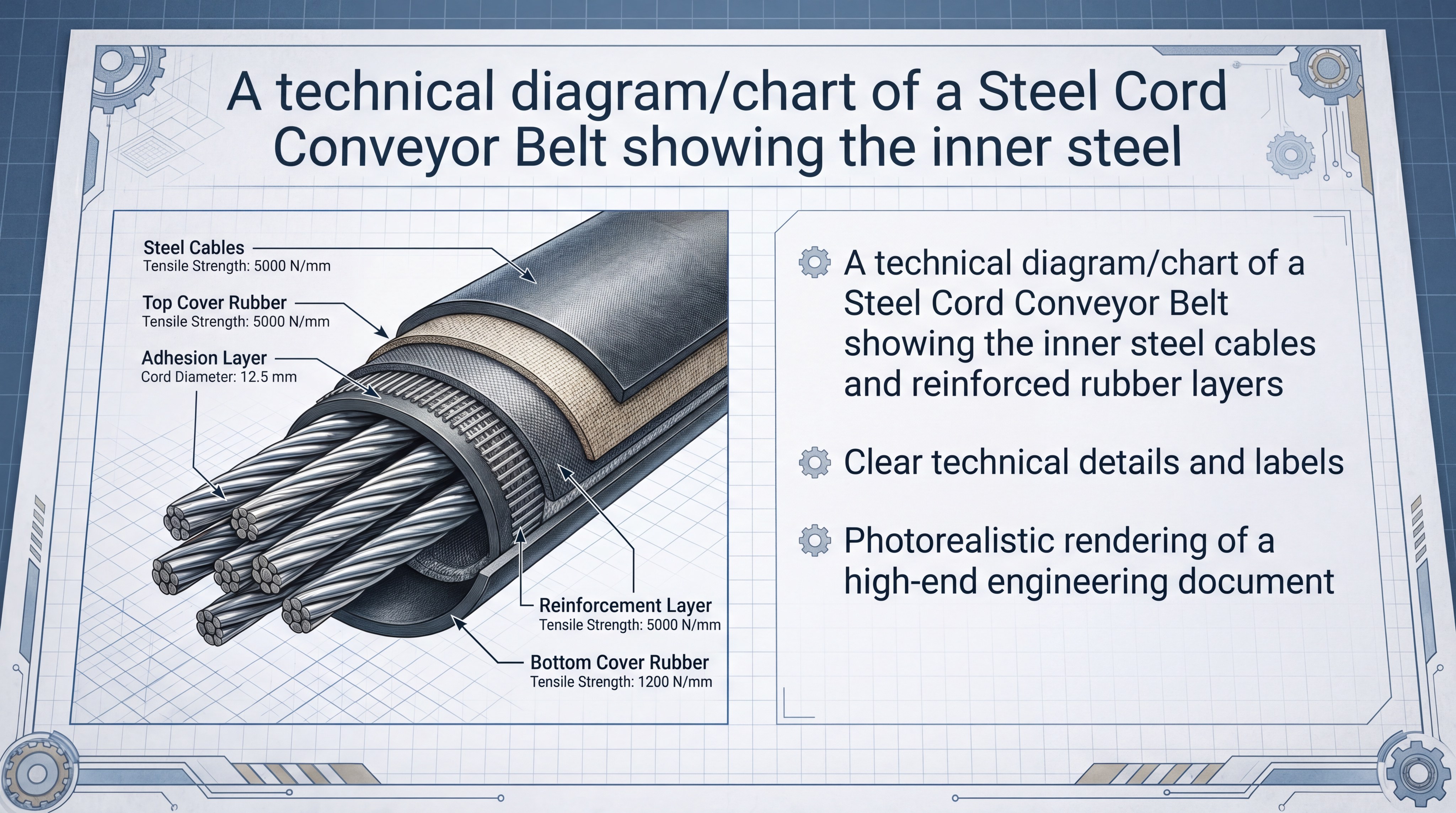
Steel cord reinforcement offers nearly zero elongation and immense tensile strength for the most demanding long-distance and heavy-load applications. You should move to steel cable designs when your facility handles massive volumes of ore or coal across several kilometers of terrain. These belts use high-tensile galvanized steel wires embedded in a special bonding rubber to prevent corrosion and ensure maximum adhesion. Because steel cords do not stretch like fabric, they allow for much longer single-flight conveyors without the need for multiple transfer stations. The best rubber conveyor belt for mining operations almost always features this robust internal steel structure to handle peak tensions.
When do you need high tensile steel cable?
Heavy-duty mining and overland transport require a level of tension that would simply snap a standard fabric belt. Steel cord belts provide the ultimate solution for these extreme scenarios where load weights are measured in thousands of tons per hour. But wait, there is more:
- Virtually zero stretch during operation.
- Extreme resistance to longitudinal tears.
- Longer service life in harsh environments.
Are steel cord belts better for long distances?
By eliminating the need for intermediate drive units and transfer points, steel cord systems significantly reduce your facility’s energy consumption and maintenance points. These belts stay perfectly aligned even on high-tension overland routes that cross uneven landscape or steep hills. This is where it gets interesting: the high troughability of steel cord allows you to carry more material in a narrower belt width. This design efficiency saves you money on the overall conveyor structure and reduces the total footprint of your material handling system.
| Specification | Steel Cord | Fabric Multi-ply | |
|---|---|---|---|
| Max Tension | Very High (up to ST7500) | Medium | |
| Elongation | < 0.25% | 1.5% – 2.5% | |
| Flex Life | Exceptional | Moderate |
Steel cord provides a level of structural integrity that is simply unattainable with synthetic or natural textile fibers.
Key Takeaway: Steel cord reinforcement is indispensable for high-tension, high-capacity industrial operations where reliability and zero-stretch performance are mandatory.
Why use a cleated design for the best rubber conveyor belt?
Cleated or patterned belts prevent material back-slip and ensure consistent throughput when your conveyor route involves steep inclines or vertical lifts. You will find that standard flat belts often fail when the angle of repose for your material is exceeded, leading to dangerous spills. A V-pattern or “Chevron” design creates a physical barrier that grips sand, grain, or minerals during the upward journey. If you are operating at angles between 15 and 45 degrees, the best rubber conveyor belt for your site will feature integrated cleats. These profiles are molded directly into the top cover to ensure they never peel off under the weight of your cargo.
Does a V-pattern prevent material slippage?
A V-pattern is specifically engineered to channel loose materials toward the center of the belt while providing the friction needed for climbing. This design is particularly effective for wet or fine materials like washed sand or small aggregates that tend to slide easily. Here is the kicker:
- Molded cleats stay attached longer.
- Center-flow prevents edge spillage.
- Patterns handle wet/dry cargo equally.
How to choose cleats for steep inclines?
You must match the height and shape of the cleat to the flowability of your material and the specific angle of your conveyor. Higher cleats are necessary for extremely steep sections, while lower “Open V” patterns work well for bulk materials that need moderate assistance. Think about it: using the wrong cleat height can either cause material to get stuck in the return rollers or fail to lift the load entirely. Professional engineers can help you calculate the exact profile needed to maintain a high flow rate without risking mechanical interference.
| Cleat Type | Angle Capability | Material Type | |
|---|---|---|---|
| Closed V | 15 – 35° | Powder/Small grain | |
| Open V | 25 – 45° | Bulk/Wet materials | |
| U-Shape | 20 – 40° | High-volume aggregate |
Selecting the correct surface profile transforms a standard conveyor into a high-angle lifting system that saves floor space.
Key Takeaway: Cleats and patterns are necessary for maintaining throughput and preventing dangerous spillage on any non-horizontal conveyor path.
How do sidewalls improve the best rubber conveyor belt?
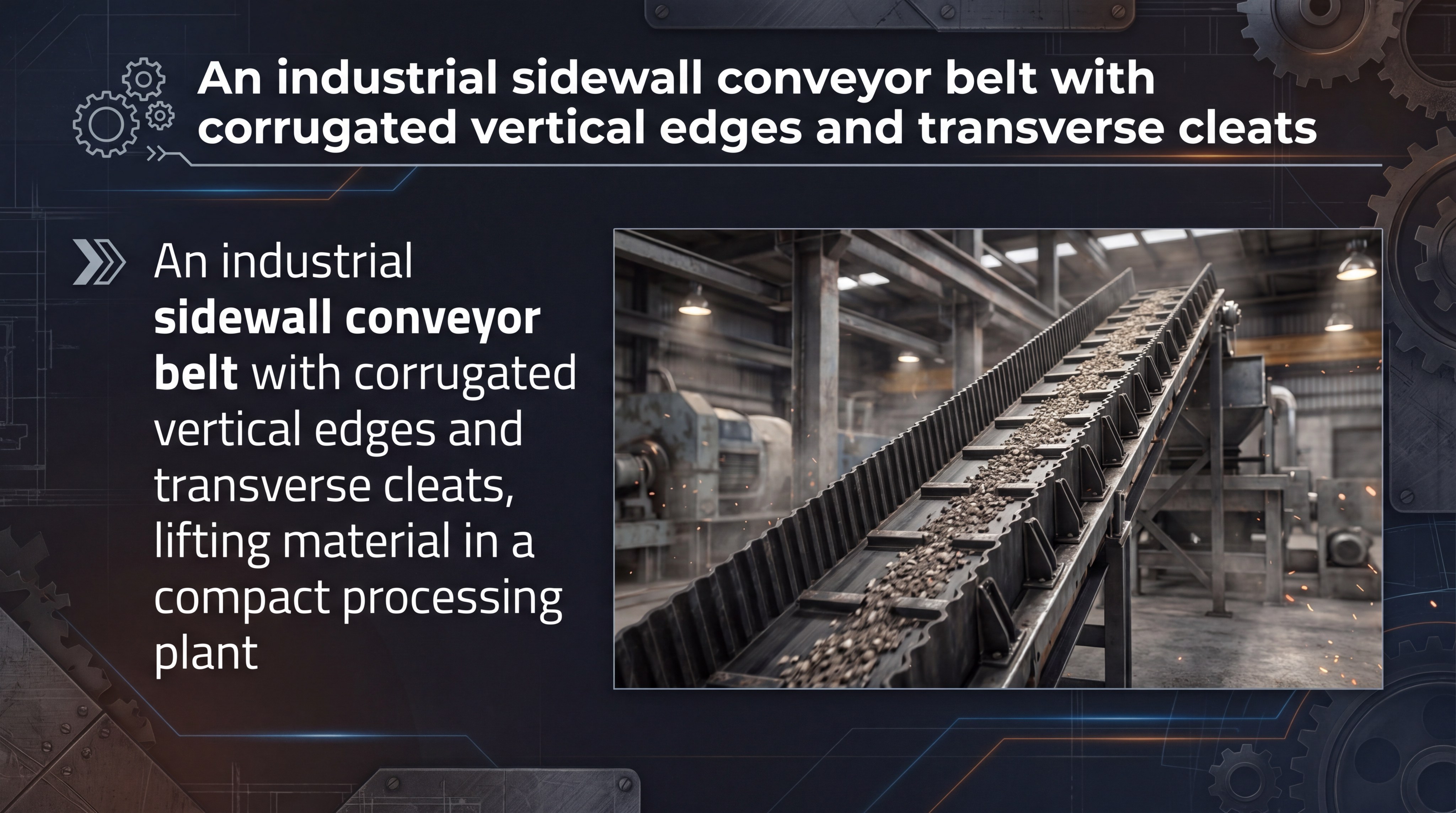
Sidewall belts utilize corrugated vertical edges to contain materials, allowing you to transport bulk goods at extreme angles up to 90 degrees. You can eliminate the need for long, sprawling conveyor layouts by using these belts to lift materials vertically within a very small footprint. This design features a rigid base belt that supports the weight while the sidewalls and transverse cleats create a “bucket” effect. For facilities with limited space, this is the most effective way to move high volumes of product between different floor levels. The best rubber conveyor belt for vertical lifting must have high cross-rigidity to prevent the belt from bowing under the weight of the load.
Can corrugated sidewalls prevent spillage?
Corrugated sidewalls act as a flexible containment wall that bends around pulleys while keeping your material securely in the center of the belt. This prevents the lateral leaks that commonly occur with standard belts when they are overloaded or running at high speeds. Ready for the good part?
- Zero spillage on vertical runs.
- Higher volumetric capacity per meter.
- Reduced dust and environmental waste.
Are sidewall belts best for space-saving layouts?
By allowing for vertical material transport, sidewall systems significantly reduce the horizontal distance required to reach high-elevation storage bins or processing units. You can replace a 100-meter inclined conveyor with a 20-meter vertical sidewall unit, saving a massive amount of factory floor space. What’s the real story? This compact design also means fewer rollers and structural supports are needed, which lowers your long-term maintenance costs and installation time. These systems are particularly popular in cement plants and port terminals where space is often at a premium.
| Component | Function | Advantage | |
|---|---|---|---|
| Base Belt | Load Support | High cross-rigidity | |
| Sidewalls | Containment | Prevents lateral leaks | |
| Cleats | Lifting | Facilitates 90° transport |
Sidewall belts offer a unique solution for high-capacity conveying in environments where horizontal space is the primary constraint.
Key Takeaway: Sidewall systems offer the highest volumetric capacity for steep incline and vertical material handling in compact industrial facilities.
What heat grades define the best rubber conveyor belt?
Thermal stability is achieved through high-grade rubber polymers like EPDM to prevent the belt surface from cracking or hardening when exposed to hot materials. You must select a specific heat-resistant grade if your facility handles materials like clinker, sintered ore, or hot chemicals. Standard rubber will quickly become brittle and fail if exposed to temperatures above 80 degrees Celsius for extended periods. By using the best rubber conveyor belt with specialized additives, you can safely transport materials reaching up to 200 degrees Celsius without structural degradation. This heat resistance ensures that your belt remains flexible and maintains its grip on the material even in extreme thermal zones.

Will EPDM compounds resist high temperatures?
EPDM rubber is the industry standard for high-temperature applications because it resists oxygen and heat aging much better than natural rubber. Selecting a belt with a high EPDM content ensures that the cover stays soft and does not develop “crocodile cracks” that expose the internal fabric. But wait, there is more:
- Maintains flexibility at 200°C.
- Resists hardening and abrasion.
- Extends belt life in kiln areas.
How to handle materials over 200 degrees Celsius?
For extreme environments where materials exceed 200 degrees, you need super-heat resistant compounds that can handle peak temperatures without melting. These belts often feature thicker top covers to provide a thermal buffer that protects the internal reinforcement layers from heat damage. This is where it gets interesting: the cooling phase of the material during transport also plays a role in belt longevity, so proper ventilation is helpful. Investing in the right heat grade prevents the catastrophic failure of your transport system in the middle of a high-heat production cycle.
| Heat Grade | Max Temp (Continuous) | Max Temp (Peak) | |
|---|---|---|---|
| T1 | 120°C | 150°C | |
| T2 | 150°C | 180°C | |
| T3 | 200°C | 220°C |
Matching the thermal rating of your belt to your material’s exit temperature is a non-negotiable step for industrial safety.
Key Takeaway: Thermal stability prevents belt degradation and premature hardening, ensuring that hot material transport remains safe and efficient.
Is a flame retardant layer the best rubber conveyor belt?
In underground environments or coal handling facilities, a flame-retardant belt is mandatory to prevent fire propagation and ensure worker safety. You cannot risk using a standard belt in a high-risk zone because the rubber can act as a fuel source during a mechanical fire. These belts are engineered to be self-extinguishing, meaning they will stop burning as soon as the external heat source is removed. Using the best rubber conveyor belt with fire-resistant properties protects your entire infrastructure from devastating fire damage in enclosed spaces. Strict adherence to safety standards like MT 668 or DIN 14973 is the only way to verify the fire safety of your belt.

Does the belt meet MT 668 mining safety standards?
MT 668 is a specific certification for underground coal mines that tests for flame resistance, anti-static properties, and drum friction safety. You must ensure your supplier provides authentic test reports to prove that the belt will not ignite under extreme friction or sparks. Here is the kicker:
- Self-extinguishing rubber compounds.
- Anti-static covers prevent sparks.
- Drum friction testing ensures safety.
Why is solid woven PVC used for fire safety?
Solid woven structures with PVC or PVG covers are incredibly popular in coal mines because they offer exceptional impact resistance and fire safety in a single package. Unlike multi-ply belts, the solid woven core is a single piece of fabric that cannot delaminate or peel apart under high tension. Think about it: in a dark underground tunnel, you need the most reliable and safest belt possible to move massive amounts of coal without interruption. These belts are designed to take a beating while maintaining the highest level of fire protection required by international mining regulations.
| Safety Standard | Environment | Key Property | |
|---|---|---|---|
| MT 668 | Underground Coal | Flame resistant | |
| DIN 14973 | General Industrial | Self-extinguishing | |
| AS 1332 | Australian Mining | Anti-static/Fire |
Safety certifications are the most important factor when selecting belts for hazardous or underground industrial environments.
Key Takeaway: Flame retardant belts are non-negotiable for high-risk zones, providing the self-extinguishing properties needed to protect lives and infrastructure.
Which industry uses the best rubber conveyor belt most?
The mining industry is the largest consumer of high-performance belts because of the extreme impact and high throughput volumes required for mineral extraction. You will also see heavy usage in cement plants, power generation facilities, and port terminals where bulk material handling is a constant 24/7 operation. Each of these industries requires a specialized belt compound to handle specific challenges like oil, chemicals, or abrasive sharp rocks. If you work in a fertilizer plant, you will need the best rubber conveyor belt with chemical resistance to prevent the rubber from swelling and rotting. Customizing your belt choice to your specific industry is the fastest way to maximize your return on investment.

Are mining belts built for extreme impact loads?
Mining belts must handle the massive force of large rocks falling from several meters onto the conveyor surface at the loading point. To survive this, they feature reinforced “rip-stop” layers or thicker top covers that act as a shock absorber for the internal carcass. Ready for the good part?
- High tear strength prevents punctures.
- Reinforced edges stop longitudinal splits.
- Impact-resistant rubber saves the core.
Do fertilizer plants need chemical resistance?
Chemical-resistant belts use specialized synthetic rubber that won’t degrade when exposed to corrosive salts, acids, or oily fertilizers. If you use a standard belt for these materials, the rubber will quickly soften and peel away from the internal fabric, leading to total failure. What’s the real story? By selecting a belt with the correct chemical rating, you can extend your equipment life by years and avoid the mess of managing a rotting conveyor. Port terminals also benefit from these specialized belts when handling diverse bulk cargoes that may contain oily or corrosive residues.
| Industry | Primary Challenge | Solution | |
|---|---|---|---|
| Mining | Impact/Tearing | Rip-stop reinforcement | |
| Power Plant | Fire/Heat | Flame retardant EPDM | |
| Aggregate | Abrasion | High-wear rubber covers |
Industry-specific engineering ensures that your belt is not just a generic component, but a tailored solution for your site.
Key Takeaway: Customizing your belt selection to industry-specific challenges maximizes the service life and ROI of your entire material handling system.
How to verify quality for the best rubber conveyor belt?
You verify quality by demanding transparency in testing data and ensuring the manufacturer holds globally recognized ISO and CE certifications. Professional buyers never rely on visual inspections alone because the most important factors, like tensile strength and abrasion loss, are hidden within the rubber chemistry. You should ask for factory test reports that specifically measure the belt’s resistance to ozone, heat, and physical wear according to international standards. Buying a belt without these certifications is a gamble that usually results in higher long-term costs due to early failure and downtime. The best rubber conveyor belt is one that is produced under rigorous quality control and backed by verifiable technical data.
Why are ISO and CE certifications important?
ISO 9001 certification proves that the factory has a consistent manufacturing process where every batch is checked for quality before it leaves the facility. CE marking ensures that the product meets European safety and environmental standards, which is a hallmark of global reliability. But wait, there is more:
- Consistent material properties.
- Compliance with global safety.
- Reliable performance benchmarks.
Can factory testing reports ensure reliability?
Authentic test reports for tensile strength and abrasion loss provide you with the empirical evidence needed to trust the belt’s performance in your facility. You should look for an abrasion loss value lower than 120mm³ for high-wear applications, as this indicates a superior rubber compound. This is where it gets interesting: some manufacturers use recycled rubber to lower costs, but this will show up in the test reports as lower tensile strength and poor elongation. Always insist on seeing the testing procedures and equipment used by the factory to ensure they are using calibrated, professional-grade tools.
| Certification | Focus Area | Impact on User | |
|---|---|---|---|
| ISO 9001 | Process Management | Consistent quality | |
| CE/EN | Safety Standards | Compliance | |
| SGS | Material Verification | Trustworthy specs |
Certification and testing data are your primary tools for protecting your investment from low-quality imitations.
Key Takeaway: Professional certification and transparent testing data are the only way to ensure your conveyor belt will perform as promised.
How do you get expert help for the best rubber conveyor belt?
Engaging with an experienced engineering team is the best way to receive a tailored technical solution and an accurate quotation for your project. You should look for a partner who offers free technical consultation and can help you navigate the complex world of belt specifications and cross-sectional designs. By sharing your application details, such as material weight and conveyor incline, you allow experts to design a belt that fits your structure perfectly. If you are unsure about dimensions, the best rubber conveyor belt suppliers will provide guidance on width, length, and cleat height. This collaborative approach ensures that you avoid costly mistakes and get the most efficient system for your budget.

Can I customize the belt width and length?
Yes, technical engineers can manufacture belts to your exact millimeter specifications to ensure a perfect fit with your existing pulleys and rollers. Customization is not just about size; it also includes selecting the right cover thickness for your specific material handling environment. Here is the kicker:
- Bespoke width up to 3200mm.
- Customized cover thickness.
- Specific patterns for unique loads.
Why work with a factory-direct team?
Working directly with a manufacturer like ZHENXING eliminates middleman markups and gives you direct access to the people who actually build the belts. This direct line of communication leads to faster response times, more accurate technical support, and the ability to request custom samples for quality verification. Think about it: when you have a technical question or need a replacement in a hurry, you want to talk to the factory, not a trading company that doesn’t understand the engineering. Factory-direct partnerships offer the best balance of price, quality, and technical expertise for long-term industrial success.
| Support Type | Benefit to Client | Result | |
|---|---|---|---|
| Free Consultation | Expert specification guidance | Optimized system | |
| Direct Factory | 15-30% cost savings | Competitive edge | |
| Fast Quotation | Quick project planning | Reduced lead times |
Direct access to engineering expertise is the final step in securing a high-performance material handling system.
Key Takeaway: Engineering consultation and factory-direct support are the keys to receiving a high-quality, customized belt solution that fits your exact needs.
Conclusion
Selecting the right conveyor system is more than just a purchase; it is a strategic decision that affects every layer of your industrial productivity. We have explored how internal reinforcements, specialized surface patterns, and industry-specific compounds work together to prevent downtime and reduce operational costs. By focusing on certified quality and expert engineering support, you can transform your material handling from a source of stress into a competitive advantage.
Our vision is to provide every industrial facility with the most reliable, high-performance rubber belts that define the future of efficient logistics. We are committed to engineering solutions that handle the toughest challenges while maintaining the highest safety standards in the world. If you are ready to optimize your production and secure your facility’s long-term success, contact us today to start your partnership with a global leader in rubber belt manufacturing.
FAQ
Can I customize the belt width and length?Yes, technical engineers can design the dimensions to fit your existing structure perfectly. Customization ensures that the belt tracks correctly and fits all standard industrial pulley systems.
What’s the best rubber conveyor belt for sharp rocks?A steel cord belt or a multi-ply belt with a high-grade impact-resistant top cover is the superior choice for handling minerals. This reinforcement prevents the sharp edges from puncturing the internal core of the belt.
How can I extend the service life of my belt?Proper pulley alignment and regular cleaning are the primary ways to ensure long-term use. You must also choose a belt grade that matches the abrasiveness of your material to prevent premature surface wear.
Is a steel cord belt better than fabric for mining?For long-distance and high-capacity mining, steel cord is superior due to its zero-stretch properties. However, fabric belts are often more cost-effective for shorter, lighter-duty applications in the same industry.
Why should I check for ISO certifications?ISO certifications guarantee the product is produced with consistent materials and rigorous quality control. This gives you the peace of mind that the performance will match the technical datasheet.