
A steep angle rubber conveyor belt solves high-angle conveying issues by utilizing corrugated sidewalls and transverse cleats to transport bulk materials at inclines up to 90 degrees. You often face the challenge of limited floor space when trying to elevate materials to high silos or processing units. Standard belts allow material to slip backward at steep angles, causing massive spillage and lost productivity. By integrating a steep angle rubber conveyor belt into your facility, you eliminate the need for long, sprawling conveyor runs and achieve efficient vertical transport in a compact footprint.
What are the primary technical specifications?
The primary technical specifications for a steep angle rubber conveyor belt include high tensile strength ranging from 400 N/mm to 3150 N/mm and the ability to operate at inclines from 0 to 90 degrees. You must consider the belt width, which can extend up to 3200 mm to accommodate high-volume industrial loads. These specifications ensure that your system can handle the rigorous demands of vertical elevation without structural failure.
Understanding tensile strength and belt width
You need to match the tensile rating of your steel cord conveyor belt to the total weight of the material being lifted. Higher tensile ratings prevent the belt from stretching excessively under heavy loads.
- Tensile strengths available from 400 to 3150 N/mm.
- Belt widths customizable up to 3200 mm.
- Standard elongation limits strictly maintained.
Temperature and chemical resistance ratings
The rubber compounds used in these belts are often formulated for extreme environments. You can choose heat-resistant grades that withstand temperatures up to 200°C for cement or power plant applications.
- Heat resistance up to 200°C for clinker transport.
- Cold resistance down to -40°C for outdoor mining.
- Oil and grease resistant qualities for chemical processing.
Key Takeaway: Matching technical specifications to your specific load and environmental conditions is critical for long-term system reliability.
| Specification Category | Standard Range | Impact on Performance | |
|---|---|---|---|
| Tensile Strength | 400 – 3150 N/mm | Prevents belt elongation and breakage | |
| Maximum Incline | 0° to 90° | Dictates facility footprint and height | |
| Rubber Quality | HR, OR, FR, Cold | Determines belt life in harsh environments |
The table above summarizes the core technical parameters you should evaluate when designing your conveying system.
How many layers make up this specialized belt?
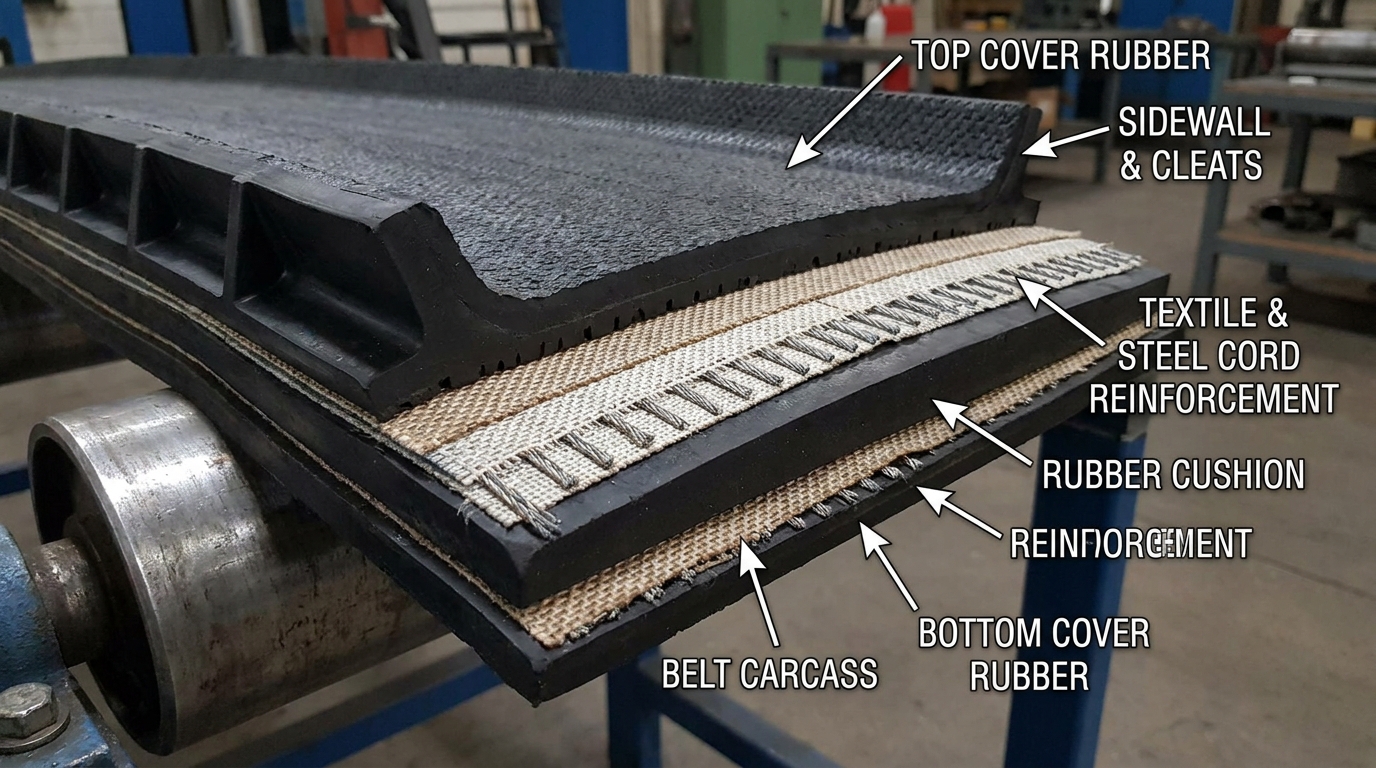
A specialized steep angle belt consists of a cross-rigid base belt, top and bottom rubber covers, and multiple reinforcement layers designed to prevent bowing. You will find that the base belt is engineered with special fabric or steel mesh to provide lateral stiffness while remaining flexible longitudinally. This complex layering is what allows the belt to transition smoothly from horizontal to vertical sections.
The importance of the cross-rigid base
The cross-rigid base is the most vital component because it supports the weight of the sidewalls and cleats without sagging. Here’s the deal: without this rigidity, your belt would collapse inward when passing over return idlers.
- XE layers provide necessary lateral stiffness.
- Fabric reinforcement prevents structural deformation.
- Steel cord options available for extreme heights.
Top and bottom rubber cover properties
You must select rubber covers that protect the internal carcass from abrasion and impact. The top cover handles the direct contact with sharp materials, while the bottom cover ensures smooth traction on the drive pulleys.
- Abrasion-resistant compounds for sharp ores.
- Flame-retardant covers for underground safety.
- High-adhesion layers to keep components attached.
Key Takeaway: Structural integrity relies on the synergy between the cross-rigid carcass and the protective rubber covers.
| Layer Component | Function | Material Used | |
|---|---|---|---|
| Carcass | Structural Strength | EP Fabric or Steel Cord | |
| XE Layer | Lateral Rigidity | High-strength cross-fabrics | |
| Rubber Covers | Wear Protection | Specialized synthetic rubber |
This table outlines the structural composition required to maintain belt stability during high-angle operation.
Where is the steep angle rubber conveyor belt used?

You will find a steep angle rubber conveyor belt used extensively in power plants, cement factories, mining operations, and any facility where vertical space is at a premium. These belts excel at moving bulk materials like coal, ore, sand, and gravel across steep inclines that would be impossible for flat belts. Want to know the best part? They replace complex bucket elevators and multi-stage conveyor transfers with a single, continuous loop.
Power plants and bulk material handling
In power generation, you use these belts to feed coal into high-reaching silos for boiler combustion. The sidewall conveyor belts prevent fine coal dust from spilling, maintaining a clean and safe work environment.
- Efficient silo feeding for continuous power.
- Dust containment via high corrugated walls.
- Space-saving vertical lifts in urban plants.
Plaster casting and cement plant solutions
Cement plants rely on steep angle transport to move raw limestone and hot clinker between processing stages. You can implement these solutions to move materials from primary crushers directly to elevated storage bins.
- High-temperature resistance for hot materials.
- Massive throughput for high-volume cement production.
- Integration with fabric textile conveyor belt systems.
Key Takeaway: Diverse industrial sectors utilize these belts to overcome space constraints and improve material handling efficiency.
| Industry Sector | Typical Material | Primary Benefit | |
|---|---|---|---|
| Power Plants | Coal and Ash | Clean, vertical silo feeding | |
| Cement Plants | Clinker and Limestone | Heat-resistant high-volume transport | |
| Construction | Sand and Aggregate | Small footprint on job sites |
Refer to the summary table above to see how different industries apply steep angle technology to their workflows.
How do you choose the right belt for your project?

Choosing the right belt requires you to calculate the required capacity, evaluate material characteristics, and determine the necessary incline angle. You must ensure that the sidewall height and cleat type are perfectly matched to the largest lump size of your material. Look: if your cleats are too small, material will tumble backward, leading to dangerous blockages.
Calculating the required belt capacity
You need to determine the tons per hour (TPH) your system must move to meet production goals. This calculation dictates the belt width and the height of the corrugated sidewalls.
- Factor in belt speed and material density.
- Determine sidewall height based on volume.
- Select cleat frequency for continuous flow.
Factors for selecting sidewall height
The height of the sidewalls must be greater than the maximum material height on the belt. Think about it: keeping the center of gravity low prevents material from “boiling” over the edges during steep ascents.
- Sidewall heights from 40mm to 600mm.
- Fabric reinforcement for heights over 120mm.
- Compatibility with chevron conveyor belt profiles for moderate angles.
Key Takeaway: Proper selection involves balancing material volume, lump size, and vertical elevation requirements to avoid system failure.
| Selection Factor | Consideration | Recommended Action | |
|---|---|---|---|
| Capacity (TPH) | Total volume per hour | Increase belt width or sidewall height | |
| Material Size | Maximum lump diameter | Choose cleat height 2x larger than lumps | |
| Incline Angle | 30° to 90° | Use TC or C type cleats for steepness |
The table above provides a checklist for the critical factors you should discuss with your engineering team.
What role do cleats play in high-angle transport?

Cleats act as “pockets” on a steep angle rubber conveyor belt, trapping material and preventing it from sliding back down the incline. You will choose different cleat shapes, such as T, C, or TC, depending on the steepness of your conveyor and the flowability of your material. Without these transverse reinforcements, moving bulk goods vertically would be physically impossible.
Choosing between T-cleats and C-cleats
You generally use T-cleats for inclines up to 40 degrees where material is relatively dry and stable. It gets better: C-cleats provide a curved “scoop” shape that is much more effective for heavy aggregates and angles up to 75 degrees.
- T-cleats: Best for light bulk and lower angles.
- C-cleats: Ideal for heavy, abrasive aggregates.
- TC-cleats: The standard for 90-degree vertical lifts.
What is the ideal cleat spacing?
The spacing between cleats determines the size of the material “pocket” and your overall conveying capacity. You must space them closely enough to prevent material from tumbling but far enough apart to allow for proper discharge at the head pulley.
- Closer spacing for fine, sandy materials.
- Wider spacing for large, chunky ores.
- Custom pitches available for specific machinery.
Key Takeaway: Selecting the correct cleat profile and spacing ensures that your material stays securely in place during vertical transport.
| Cleat Type | Max Angle | Best Application | |
|---|---|---|---|
| T-Type | 40° | Small grains and light bulk | |
| C-Type | 75° | Heavy stones and wet materials | |
| TC-Type | 90° | Vertical lifts and large volumes |
This comparison table helps you identify the most effective cleat type for your specific conveyor incline.
What safety standards must these belts meet?

Safety standards for these belts include flame retardancy (ISO 340), anti-static properties, and rigorous tensile testing to ensure they won’t snap under vertical load. You must prioritize belts that carry CE EN14973 or MT 668 certifications, especially if you are operating in mining or power plant environments. High-angle conveying involves significant potential energy, making component failure a major safety risk.
Flame retardant and anti-static certifications
You need fire-resistant belts to prevent the spread of flames in enclosed galleries or underground mines. These certifications ensure the rubber will self-extinguish within seconds if ignited.
- ISO 340 / EN 20340 for surface applications.
- MT 668 for underground mining safety.
- Anti-static properties to prevent dust explosions.
International quality management standards
You should verify that your supplier follows ISO 9001 quality management systems. This ensures that every steep angle rubber conveyor belt produced meets consistent durability and safety benchmarks.
- Rigorous raw material inspection protocols.
- Tensile strength verification for every batch.
- Factory visits to confirm production excellence.
Key Takeaway: Adhering to international safety standards protects your personnel and prevents expensive catastrophic equipment failures.
| Standard Code | Focus Area | Importance | |
|---|---|---|---|
| ISO 340 | Flame Retardancy | Prevents fire spread in conveyors | |
| EN 14973 | Safety Performance | Global benchmark for industrial belts | |
| ISO 9001 | Quality Control | Ensures consistent manufacturing quality |
The table above summarizes the essential certifications you should require from your belt manufacturer.
Why is this belt essential for mining operations?

This belt is essential for mining because it allows for the high-volume transport of heavy ores directly from deep pits to the surface. You can significantly reduce your “haul road” distance and diesel fuel costs by installing a steep angle system instead of using trucks. The steep angle rubber conveyor belt handles high-impact loading points and sharp, abrasive materials with ease.
Handling heavy ore in open-pit mines
In open-pit mining, you often deal with massive vertical climbs. By using a mining industry solution , you can move ore at 90-degree angles, bypassing traditional winding roads.
- Reduces truck cycle times and fuel usage.
- Increases throughput by providing continuous flow.
- Lower maintenance costs compared to heavy vehicles.
Impact resistance at high-drop loading points
You need belts that can withstand the energy of heavy rocks falling from several meters onto the loading zone. Specialized impact-resistant rubber compounds prevent punctures and tears that could halt your entire operation.
- Reinforced top covers for sharp rock impact.
- Heavy-duty steel cord carcass for deep mines.
- Sidewalls designed to contain messy ore spills.
Key Takeaway: Mining operations gain massive ROI by replacing traditional truck hauling with efficient, vertical conveyor systems.
| Mining Application | Material Type | Operational Benefit | |
|---|---|---|---|
| Open Pit Lifting | Iron Ore, Copper | 40% reduction in transport energy | |
| Underground Mines | Coal, Mineral Salt | Safe, flame-retardant vertical transport | |
| Processing Plants | Tailings, Aggregates | Compact facility layout and footprint |
This summary table highlights the transformative impact that steep angle belts have on mining productivity.
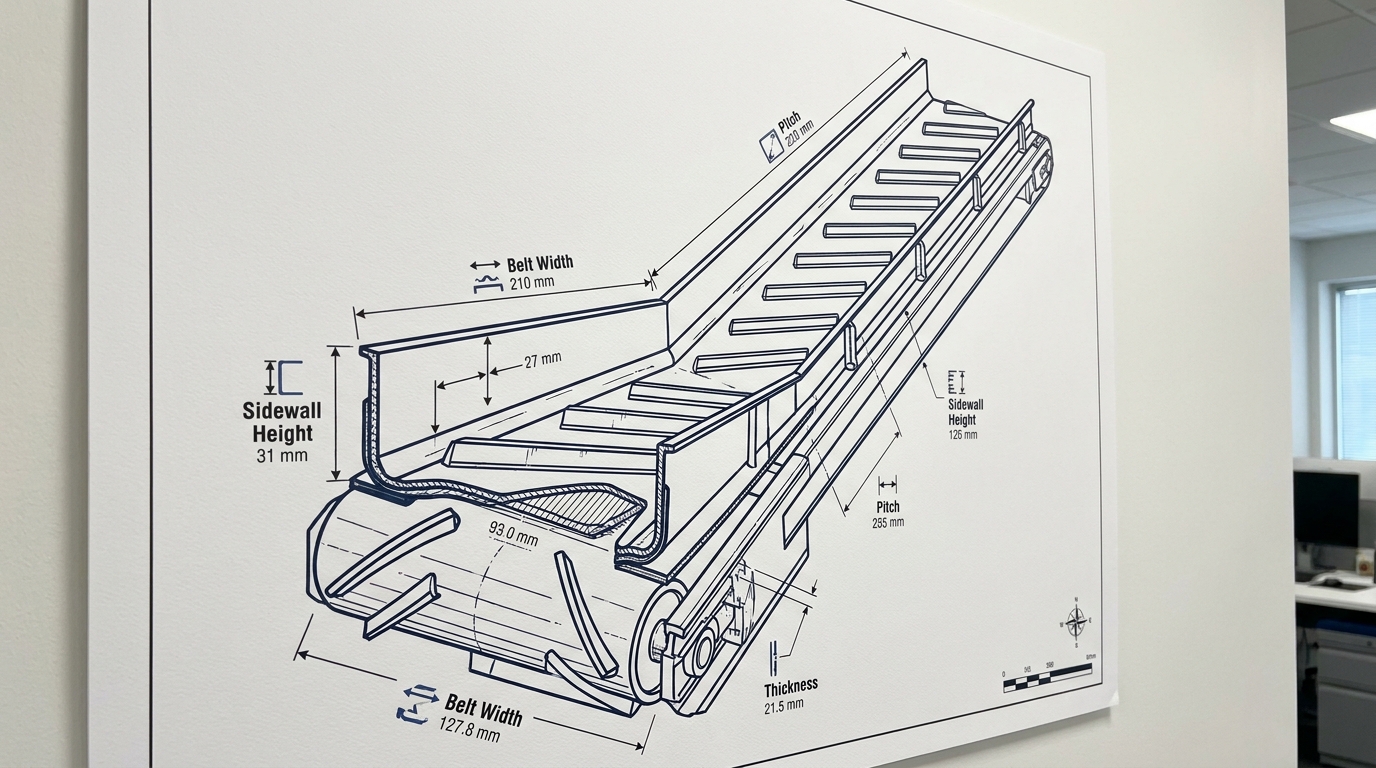
What is the unique structure of sidewall belts?

The unique structure of these belts consists of a high-strength base belt bonded with corrugated sidewalls and transverse cleats using a cold or hot vulcanization process. You will notice that the “corrugation” of the walls allows them to compress and expand as the belt passes around pulleys. This design prevents the walls from cracking or tearing during the constant flexing of the conveyor cycle.
Corrugated sidewalls and cross-rigidity
The sidewalls are molded in high-quality rubber to provide flexibility while maintaining a vertical barrier. You must ensure the base belt has extreme cross-rigidity to support these walls without the belt “cupping” or bowing.
- S-shaped corrugation for maximum flexibility.
- Fabric reinforcement for wall stability.
- High-adhesion bonding to prevent delamination.
The chemistry of high-adhesion rubber
The bond between the sidewall, cleat, and base belt is the most common point of failure. You should look for belts that use advanced adhesive technology and dual-vulcanization to create a permanent, inseparable bond.
- Resists peeling even under high vertical tension.
- Withstands chemical exposure in fertilizer plants.
- Flexible enough for small-diameter pulleys.
Key Takeaway: A well-engineered structure prevents the most common failure modes, such as sidewall cracking or cleat detachment.
| Structural Component | Design Feature | Performance Result | |
|---|---|---|---|
| Corrugated Wall | Flexing “Accordion” shape | Prevents cracking at pulley bends | |
| Vulcanized Bond | High-adhesion chemical link | Stops cleat and wall delamination | |
| Cross-Rigid Base | Lateral textile/mesh | Keeps belt flat on return idlers |
The table above explains how each structural element contributes to the overall durability of the conveyor system.
Can you transport materials vertically with rubber?

Yes, you can transport bulk materials vertically at 90 degrees using a steep angle rubber conveyor belt equipped with TC-type cleats and high sidewalls. This “vertical elevator” configuration is perfect for space-constrained urban environments or deep underground mines. But wait, there’s more: these systems can transition from horizontal to vertical and back again in a single, continuous S-shape.
Achieving 90-degree vertical elevation
You achieve 90-degree lifts by creating “pockets” that fully contain the material on all sides. This setup replaces traditional bucket elevators, which are notoriously difficult to maintain and prone to material buildup.
- Replaces messy and loud bucket elevators.
- Continuous loop prevents material “fallback.”
- High-speed vertical transport for large volumes.
The mechanics of the S-shape conveyor
An S-shape conveyor allows you to load material horizontally, lift it vertically, and discharge it horizontally at a higher level. This versatility means you don’t need transfer towers or additional conveyor units to reach your destination.
- Single drive motor for multiple elevation levels.
- Reduced transfer points minimize material damage.
- Lower overall power consumption for the facility.
Key Takeaway: Vertical transport with rubber belts provides a cleaner, quieter, and more efficient alternative to traditional mechanical elevators.
| System Type | Max Angle | Facility Footprint | |
|---|---|---|---|
| Standard Conveyor | 18° | Very Large (long runs) | |
| Chevron Conveyor | 35° | Moderate | |
| Steep Angle Belt | 90° | Extremely Compact |
Refer to this summary table to see how much space you can save by switching to vertical conveying technology.
How do you perform maintenance on steep angle belts?

Maintenance involves regular inspection of the sidewall bonds, checking cleats for wear, and ensuring that the cross-rigid base hasn’t suffered any structural damage. You must keep the cleated surface clean to prevent material buildup, which can unbalance the belt and cause tracking issues. Want to know the best part? Modern belts are designed for easy repair using cold-bonding kits for minor sidewall tears.
Inspecting sidewalls for cracks or wear
You should check the valleys of the corrugated sidewalls for signs of fatigue cracking, which usually occurs near small pulleys. Catching these early allows you to perform localized repairs before the wall fails completely.
- Monthly visual checks of the entire belt loop.
- Inspection of the “cleat-to-base” joint for peeling.
- Cleaning of the base belt edges to ensure tracking.
Best practices for vulcanized joint repair
If your belt suffers a major tear, you need to perform a professional hot vulcanized repair to restore its original strength. Here’s the deal: a poor joint repair will snap under the high tension required for vertical lifts.
- Use original manufacturer rubber compounds.
- Ensure precise temperature control during vulcanization.
- Check for joint thickness consistency to prevent thumping.
Key Takeaway: Proactive maintenance and high-quality repairs are the only way to ensure 24/7 uptime for vertical conveying systems.
| Maintenance Task | Frequency | Purpose | |
|---|---|---|---|
| Visual Inspection | Weekly | Identify sidewall cracks or cleat wear | |
| Surface Cleaning | Daily | Prevent material buildup and tracking issues | |
| Tensile Check | Quarterly | Ensure the carcass hasn’t stretched or weakened |
The final table summarizes the routine maintenance steps you need to take to maximize the lifespan of your investment.
Frequently Asked Questions (FAQ)
- Can I achieve a 90-degree incline safely?Absolutely. By using TC-type cleats and reinforced corrugated sidewalls, a steep angle rubber conveyor belt is specifically engineered for safe, vertical material handling.
- What’s the best way to prevent material rollback?The most effective method is selecting a cleat height that is significantly larger than your material’s lump size and ensuring the cleats are spaced appropriately for your capacity.
- Can I use these belts for food-grade processing?Yes, you can select white, non-toxic rubber compounds that meet hygienic standards for steep-angle transport in the food and pharmaceutical industries.
- What is the maximum width available?Manufacturers can produce these belts in widths up to 3200 mm, though most vertical systems stay within the 500 mm to 2000 mm range for optimal stability.
- Can I install this on my existing flat conveyor frame?No, steep angle systems require specialized “stub” idlers and deflection wheels to support the unique cross-rigid base and sidewall structure.
Conclusion
A steep angle rubber conveyor belt is the ultimate solution for industrial operations facing space constraints or extreme elevation requirements. By integrating advanced corrugated sidewalls and high-strength cleats, you can move bulk materials vertically with unmatched efficiency and minimal spillage. Whether you are managing a deep-pit mine or a compact cement plant, these belts provide a continuous, reliable flow that standard systems simply cannot match. Ready to optimize your facility’s material handling? Contact us today for a custom technical consultation and a direct factory quotation within 24 hours.