A reliable conveyor rubber belt factory provides durable solutions for plaster casting, enabling smooth transport of fragile molds, reducing waste, and improving production efficiency.
What is industrial plaster casting exactly?
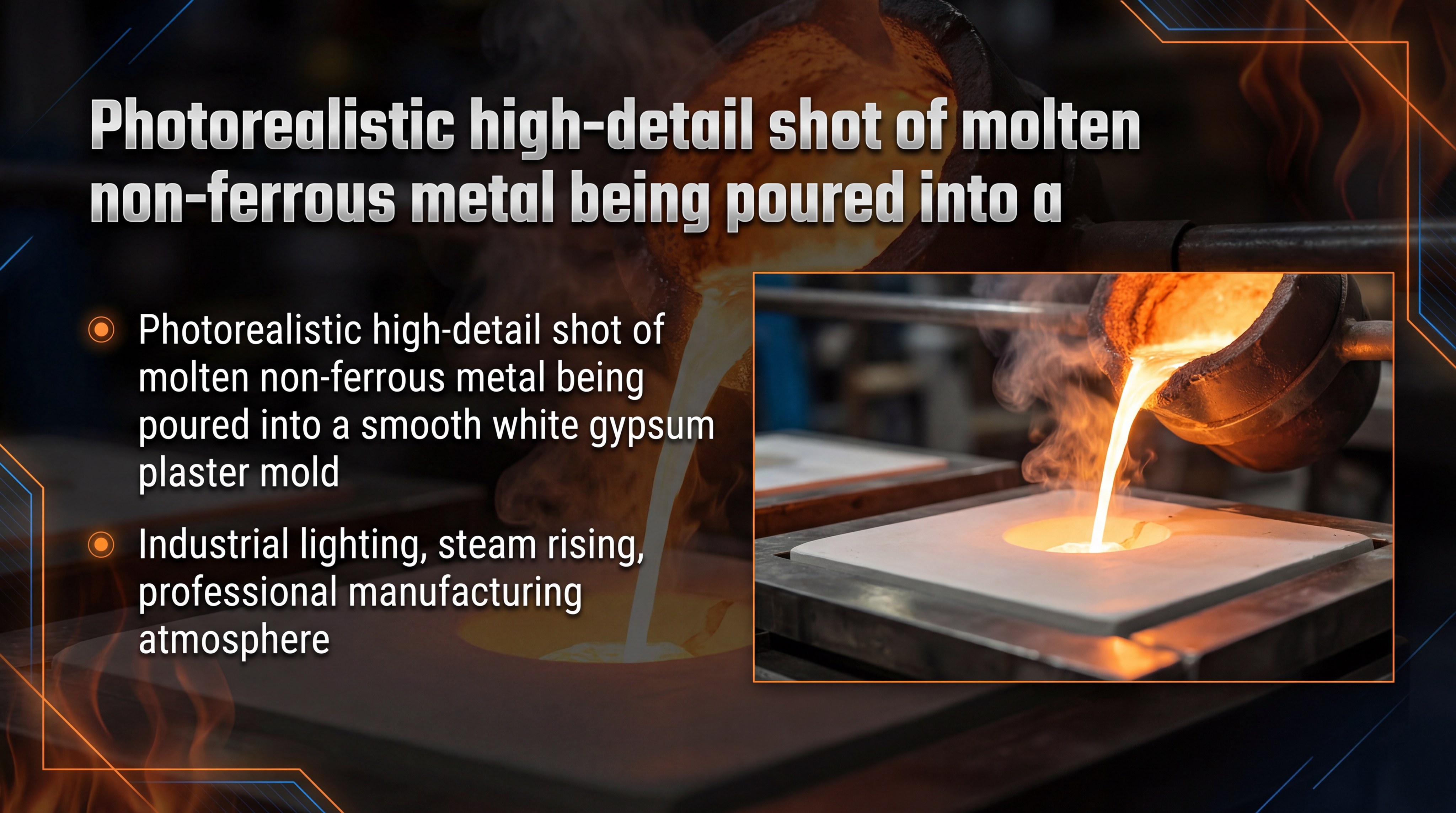
Industrial plaster casting is a specialized molding technique where a slurry of gypsum, water, and strengthening additives is poured over a pattern to create a highly accurate mold. Working with an experienced conveyor rubber belt factory allows you to move these molds through the slurry-setting phase without the structural vibrations that cause internal fractures.
This method is specifically designed for non-ferrous metals like aluminum, zinc, and copper alloys. Because the plaster has low thermal conductivity, the metal cools slowly, allowing it to fill even the thinnest sections of a complex design.
Core Principles of the Gypsum Mold
The fundamental principle relies on the fine grain of the plaster to replicate every detail of the original pattern. You will find that this process bridges the gap between sand casting and the more expensive investment casting.
Here is the deal:
- Plaster molds are “single-use” and must be broken to reveal the part.
- The pattern can be made of metal, plastic, or wood.
- Moisture removal is the most critical step before pouring metal.
Materials Compatible with Plaster
While sand casting handles high-melting-point metals, plaster is strictly for non-ferrous alloys. You cannot use it for ferrous metals like steel because the sulfur in the gypsum reacts negatively with the iron.
Key Takeaway: Plaster casting provides a cost-effective route for high-detail, low-volume production of aluminum and zinc parts.
| Feature | Plaster Casting Detail | |
|---|---|---|
| Material Limit | Non-ferrous only (Aluminum, Zinc, Copper) | |
| Mold Type | Single-use Gypsum/Talc mixture | |
| Cooling Rate | Slow (Low thermal conductivity) |
Careful material selection ensures the chemical integrity of your casted components during the solidification phase.
How does a conveyor rubber belt factory improve casting?

A conveyor rubber belt factory provides the stability and hygiene required to transport uncured plaster molds through the production line without damage. By using a specialized conveyor rubber belt factory solution, you ensure that the delicate slurry remains level and undisturbed during the critical setting period.
The integration of automated systems reduces human handling, which is the leading cause of mold deformation. Clean, white rubber belts are often used to prevent carbon black contamination from migrating into the pristine white plaster mixture.
Stability During the Setting Phase
The slurry used in plaster casting is incredibly fluid when first poured. You need a conveyor system that offers smooth starts and stops to prevent “sloshing” which ruins the dimensional accuracy.
But wait:
- Variable speed drives allow for precise timing of the curing process.
- Vibration-dampening rollers protect the mold’s sharp edges.
- Multi-ply belts provide the flat surface needed for large mold bases.
Cleanliness and Environmental Control
Plaster casting requires a dust-free environment to maintain surface smoothness. You should utilize belts from a reputable provider that don’t shed fibers or particles.
Key Takeaway: Automated transport via high-quality rubber belts minimizes mold breakage and maintains the strict hygiene standards of modern foundries.
| System Component | Role in Plaster Casting | |
|---|---|---|
| White Rubber Belt | Prevents contamination and staining | |
| Smooth Rollers | Eliminates mold-cracking vibrations | |
| Automated Timing | Controls precise curing and drying cycles |
Modernizing your transport infrastructure is the fastest way to scale a high-precision casting operation.
Which materials are best for modern plaster molds?
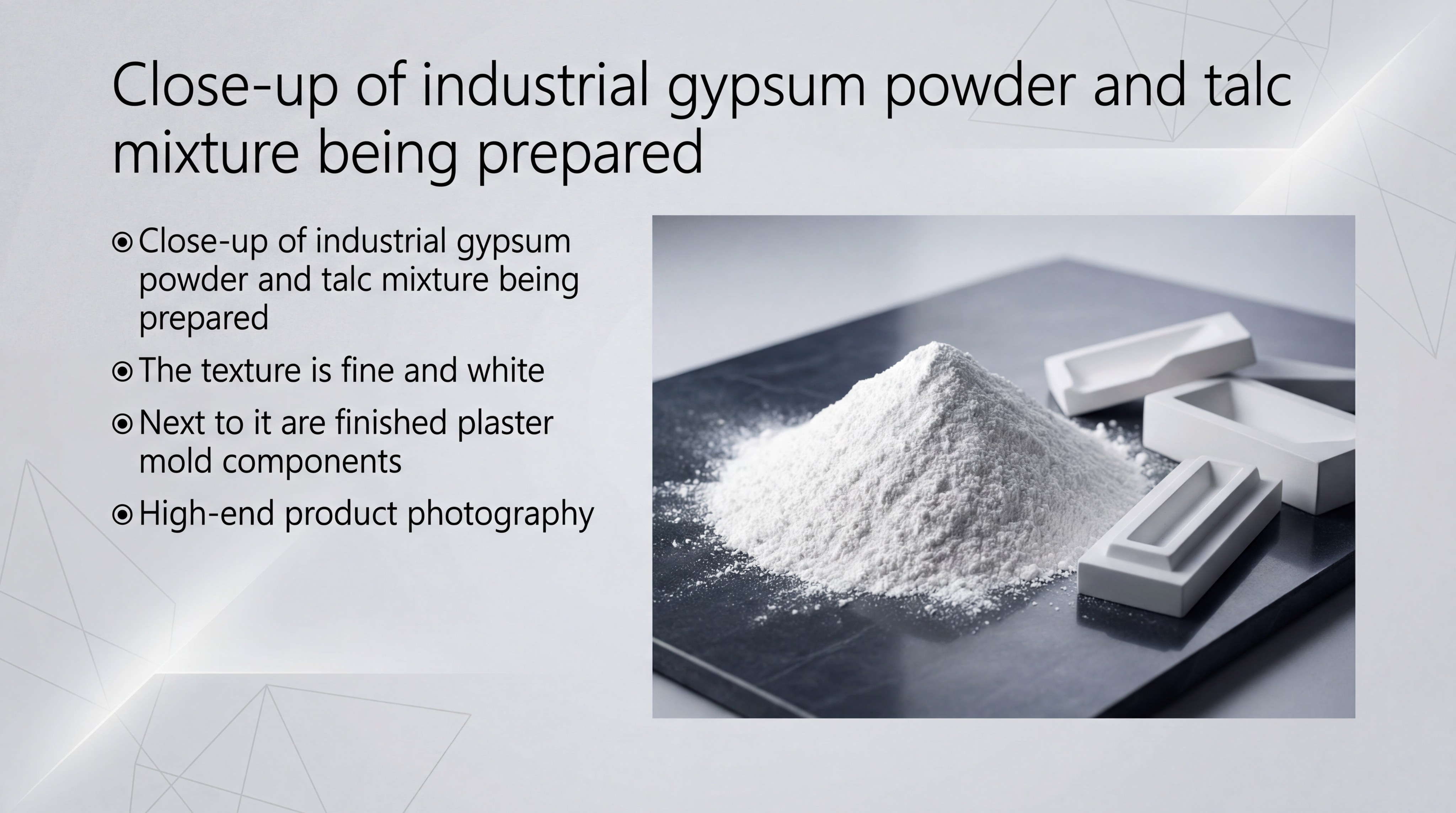
Modern plaster molds primarily consist of gypsum (calcium sulfate) mixed with talc and various strengthening fibers to prevent cracking during the bake-out process. Sourcing these bulk powders through a conveyor rubber belt factory ensures that the raw materials are moved efficiently into the high-shear mixers where the slurry is born.
The ratio of water to plaster is crucial for determining the final strength and permeability of the mold. You must balance the need for a smooth finish with the requirement for gases to escape during the metal pour.
The Role of Talc and Fibers
Talc is added to control the expansion of the plaster when it is heated in the drying oven. You will also see glass fibers or asbestos-free mineral reinforcements used to increase the “green strength” of the wet mold.
Look at it this way:
- Talc prevents the mold from shrinking and losing its shape.
- Fibers act like rebar in concrete, holding the gypsum together.
- Controlled porosity allows air to escape, preventing blowholes in the metal.
Preparing the Slurry Mix
The mixing process must be vacuum-assisted to remove all air bubbles. If you don’t remove the air, those bubbles will appear as bumps on the surface of your finished metal part.
Key Takeaway: A precise blend of gypsum and additives, managed by automated material handling, creates the foundation for a defect-free cast.
| Additive | Primary Function | |
|---|---|---|
| Gypsum | Binding agent and detailed replication | |
| Talc | Thermal stability and expansion control | |
| Silica Flour | Enhances heat resistance for copper alloys |
Properly formulated slurries are the only way to achieve the ±0.1mm tolerances expected in aerospace applications.
Is plaster casting better than sand casting?
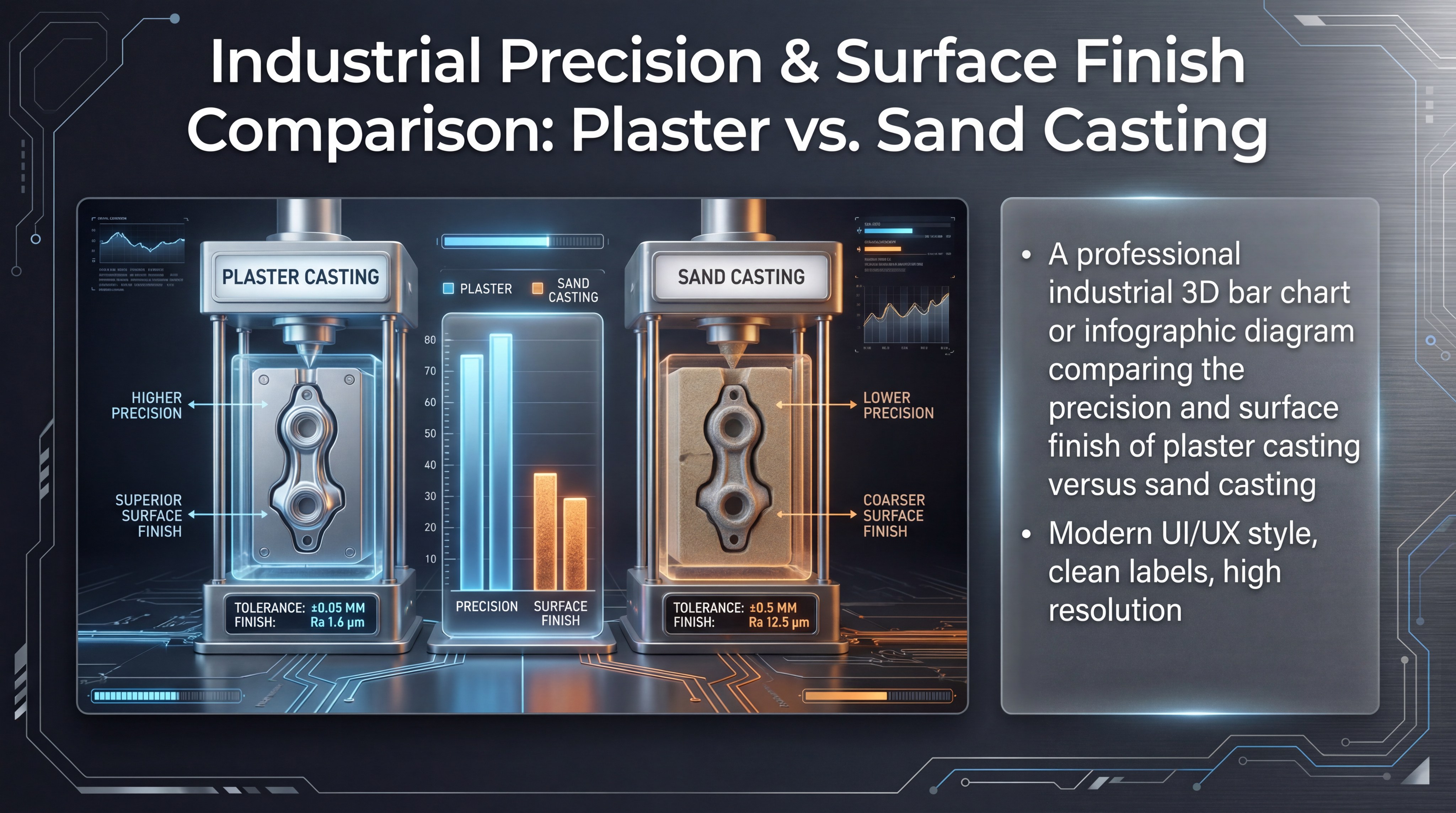
Plaster casting is superior to sand casting when your project requires complex internal geometries and a surface finish that resembles a machined part. While a conveyor rubber belt factory can support both methods, the plaster process allows for thinner walls and much tighter dimensional tolerances that sand simply cannot match.
Sand casting often leaves a grainy, rough texture that requires extensive grinding or milling. In contrast, plaster casted parts are frequently used “as-cast,” saving you significant time in the finishing department.
Tolerances and Surface Quality
You can achieve tolerances of ±0.005 inches per inch with plaster, which is nearly ten times more precise than standard sand molds. This precision is why the process is favored for prototyping before moving to expensive die-casting.
The bottom line is:
- Plaster provides a surface finish of 1.6 to 3.2 micrometers Ra.
- Sand casting usually results in 12.5 to 25 micrometers Ra.
- Thin-walled sections (under 2mm) are easily achieved in plaster.
Cost and Volume Considerations
Sand casting is cheaper for very large, simple parts or high-volume runs of heavy iron components. You should choose plaster when the part complexity justifies the slightly higher mold material cost.
Key Takeaway: Plaster casting is the clear winner for precision aluminum parts, while sand casting remains the king of high-volume ferrous manufacturing.
| Metric | Plaster Casting | Sand Casting | |
|---|---|---|---|
| Precision | High (±0.13 mm) | Moderate (±0.5 mm) | |
| Surface Finish | Very Smooth | Rough/Grainy | |
| Wall Thickness | Thin (1.5 – 2.0 mm) | Thick (>3.0 mm) |
Choosing the right method depends entirely on whether your priority is initial cost or final part accuracy.
Where are plaster cast components used most?
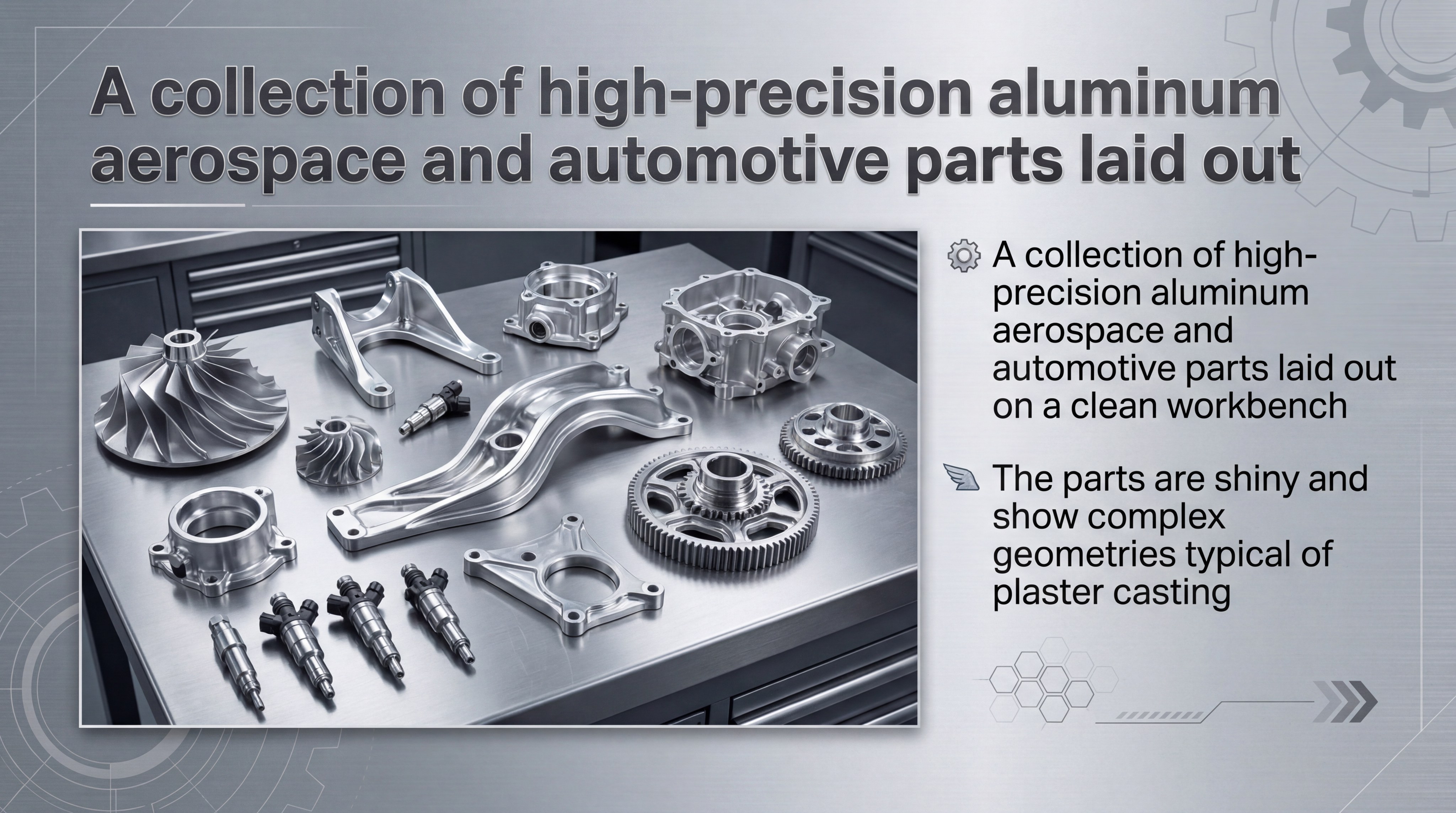
Plaster cast components are most prevalent in the aerospace, automotive, and electronic industries where lightweight, complex aluminum parts are a necessity. These sectors rely on a conveyor rubber belt factory to transport thousands of finished parts safely through the quality control and packaging stages.
From jet engine fuel components to high-performance intake manifolds, the ability to cast “net-shape” parts reduces the overall weight of the final assembly. You will also see this process used heavily for electronic housings that require excellent electromagnetic shielding.
Aerospace and Aviation Applications
In the aerospace world, every gram of weight matters, and plaster casting allows for thinning the part walls without losing structural integrity. You will find these parts in cockpit instruments, pump housings, and valve bodies.
Here is why it works:
- Complex internal cooling passages can be cast directly into the part.
- Uniform grain structure ensures high fatigue resistance.
- Zero draft angles can be achieved using flexible patterns.
Automotive Performance Parts
High-end automotive manufacturers use this process for prototypes and limited-run performance vehicles. It allows them to test engine designs that would be impossible to manufacture using traditional sand methods.
Key Takeaway: Plaster casting is the backbone of the “lightweighting” movement in modern transportation and high-frequency electronics.
| Industry | Common Plaster Casted Parts | |
|---|---|---|
| Aerospace | Impellers, fuel nozzles, gearbox housings | |
| Automotive | Cylinder heads, intake manifolds, oil pumps | |
| Electronics | Heat sinks, RF shielding, chassis frames |
The versatility of this process allows engineers to push the boundaries of what is possible with non-ferrous alloys.
How do workers inspect large plaster molds safely?

Workers inspect large plaster molds using specialized lighting and tactile checks to ensure no hairline cracks formed during the drying cycle. In a facility optimized by a conveyor rubber belt factory, these molds are presented at the perfect height on a stable conveyor surface, allowing the inspector to walk around the part without moving it.
Safety is paramount because plaster molds are surprisingly heavy yet incredibly brittle. You must ensure your staff is trained to spot “soft spots” in the plaster which could lead to a mold blowout once the molten metal is introduced.
Visual and Dimensional Integrity
The first step of inspection is checking the mold cavity for debris or loose plaster particles. You should use high-intensity LED lamps to illuminate deep crevices that might hide defects.
The reality is:
- Small chips can be repaired with a fresh dab of slurry.
- Large cracks usually require the mold to be scrapped entirely.
- Go/No-go gauges are used to verify critical gate and riser dimensions.
Fragility and Handling Protocols
Because the molds are delicate, they should only be handled at the base. You should never attempt to lift a mold by the thin sections of the cavity.
Key Takeaway: Systematic inspection prevents the catastrophic failure of molds during the pouring process, protecting both the part and the workers.
| Inspection Step | Goal | |
|---|---|---|
| Tactile Check | Verify hardness and cure depth | |
| Bore-scope | Inspect deep internal channels | |
| Weight Check | Ensure the mold is fully dried (no water weight) |
Integrating inspection stations directly into the conveyor line streamlines the workflow and keeps production moving smoothly.
Why is slow cooling vital in a conveyor factory?
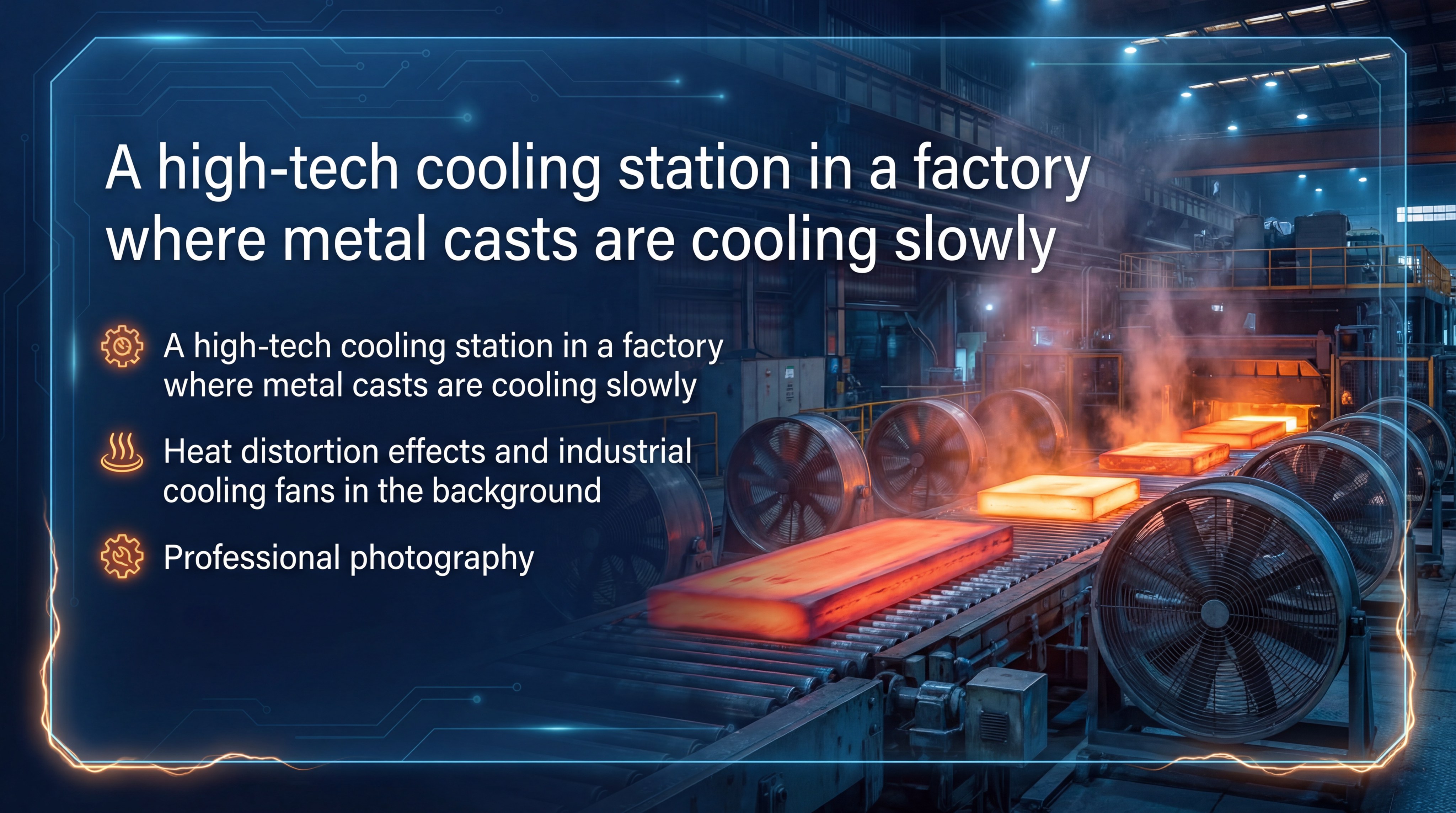
Slow cooling is vital because it prevents internal stresses and warping in the metal parts, which is facilitated by the insulating properties of the plaster mold. In a high-output conveyor rubber belt factory , the conveyor speed is calibrated to match the thermal release rate of the aluminum, ensuring parts reach the shake-out station at the ideal temperature.
If the metal cools too quickly, the outer shell solidifies while the inner core is still liquid, leading to shrinkage cavities. You can avoid this by using the natural low thermal conductivity of gypsum to your advantage.
Managing Thermal Gradient
The goal is to maintain a uniform temperature across the entire part as it transitions from liquid to solid. You will notice that complex parts with varying wall thicknesses are particularly prone to “hot tears” if not cooled correctly.
Check this out:
- Conveyors move parts through a “dead air” zone to slow heat loss.
- Plaster acts like an oven, keeping the metal hot longer.
- Slow solidification promotes a finer grain structure in the metal.
Preventing Warp and Distortion
Thin, flat parts are the most likely to warp if one side cools faster than the other. You should ensure the conveyor environment is shielded from sudden cold drafts.
Key Takeaway: Controlled cooling is the final quality gate that ensures the dimensional accuracy of your high-precision casted parts.
| Cooling Phase | Industrial Importance | |
|---|---|---|
| Solidification | Prevents internal shrinkage and voids | |
| Stress Relief | Eliminates warping in thin sections | |
| Handling Temp | Ensures parts are safe to “shake-out” |
Mastering the cooling curve allows you to produce parts that require zero corrective straightening.
Can a conveyor rubber belt factory handle heavy loads?

A conveyor rubber belt factory can absolutely handle heavy loads by engineering multi-ply belts with high-tensile fabric cores designed for maximum durability. When your conveyor rubber belt factory designs a system for a foundry, they focus on load distribution to prevent the belt from sagging under the weight of massive metal-filled plaster molds.
Heavy-duty belts utilize thick rubber covers that resist the high temperatures and abrasive nature of the foundry floor. You need a system that can withstand the “point loads” of heavy mold bases without stretching or slipping on the drive pulleys.
Reinforcement and Belt Strength
The strength of the belt comes from the internal layers of polyester or nylon fabric. You should look for belts with a high “PIW” (Pounds per Inch of Width) rating to ensure longevity.
The deal is:
- Impact-resistant top covers protect against dropped molds.
- Skived edges prevent fraying in high-dust environments.
- Heat-resistant compounds prevent the rubber from cracking near the furnace.
Maintenance of High-Load Systems
Regularly checking the tension of the belt prevents slippage during a full-load start. You must ensure the rollers are greased to handle the constant pressure of the molds.
Key Takeaway: Modern industrial belts are the “muscles” of the factory, capable of moving tons of material with sub-millimeter precision.
| Belt Feature | Benefit for Heavy Loads | |
|---|---|---|
| EP Fabric Core | Low stretch and high tensile strength | |
| Deep V-Pattern | Provides grip for inclined transport | |
| High Abrasion Resistance | Withstands constant contact with rough molds |
Choosing a belt with the correct load-bearing specs drastically reduces your long-term maintenance costs.
What determines the final surface finish quality?
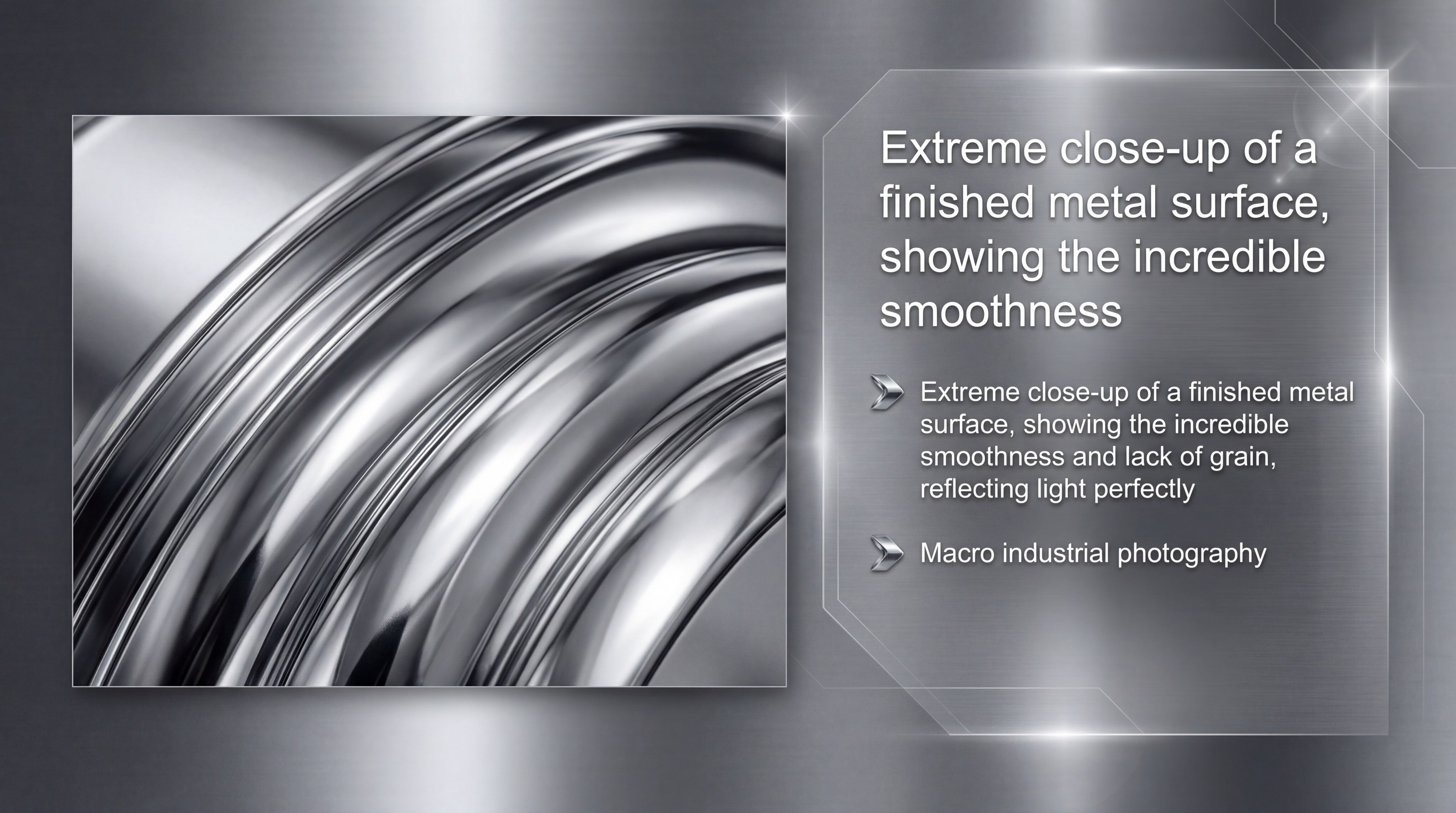
The final surface finish quality is primarily determined by the particle size of the gypsum powder and the thoroughness of the vacuum de-airing process. By sourcing your equipment and components from a top conveyor rubber belt factory , you maintain the steady, vibration-free transport that keeps the plaster from settling unevenly.
A smooth mold surface translates directly into a smooth metal surface. You will find that plaster casting can achieve a “mirror-like” finish on aluminum parts that would otherwise require hours of hand-polishing.
Particle Size and Slurry Consistency
The finer the powder, the smoother the part. You should also pay attention to the water quality used in the mix, as mineral deposits can create tiny pits on the mold surface.
Here is the kicker:
- Vacuum mixing removes 99.9% of trapped air.
- Pre-heating the mold prevents the metal from “freezing” prematurely.
- Proper release agents ensure the plaster doesn’t stick to the part.
The Impact of Pouring Speed
If you pour the metal too fast, you risk “scouring” the mold surface, which creates a rough texture. You need a controlled, laminar flow of molten metal into the cavity.
Key Takeaway: Surface finish is an “additive” quality; every step of the process must be perfect to achieve a flawless final part.
| Factor | Effect on Surface Finish | |
|---|---|---|
| Vacuum Degree | Eliminates surface “pimples” (bubbles) | |
| Pattern Smoothness | Direct replication of the original texture | |
| Bake-out Temp | Removes moisture that causes steam pitting |
Investing in high-quality raw materials and stable transport systems pays for itself in reduced scrap rates.
How does a conveyor rubber belt factory ensure precision?
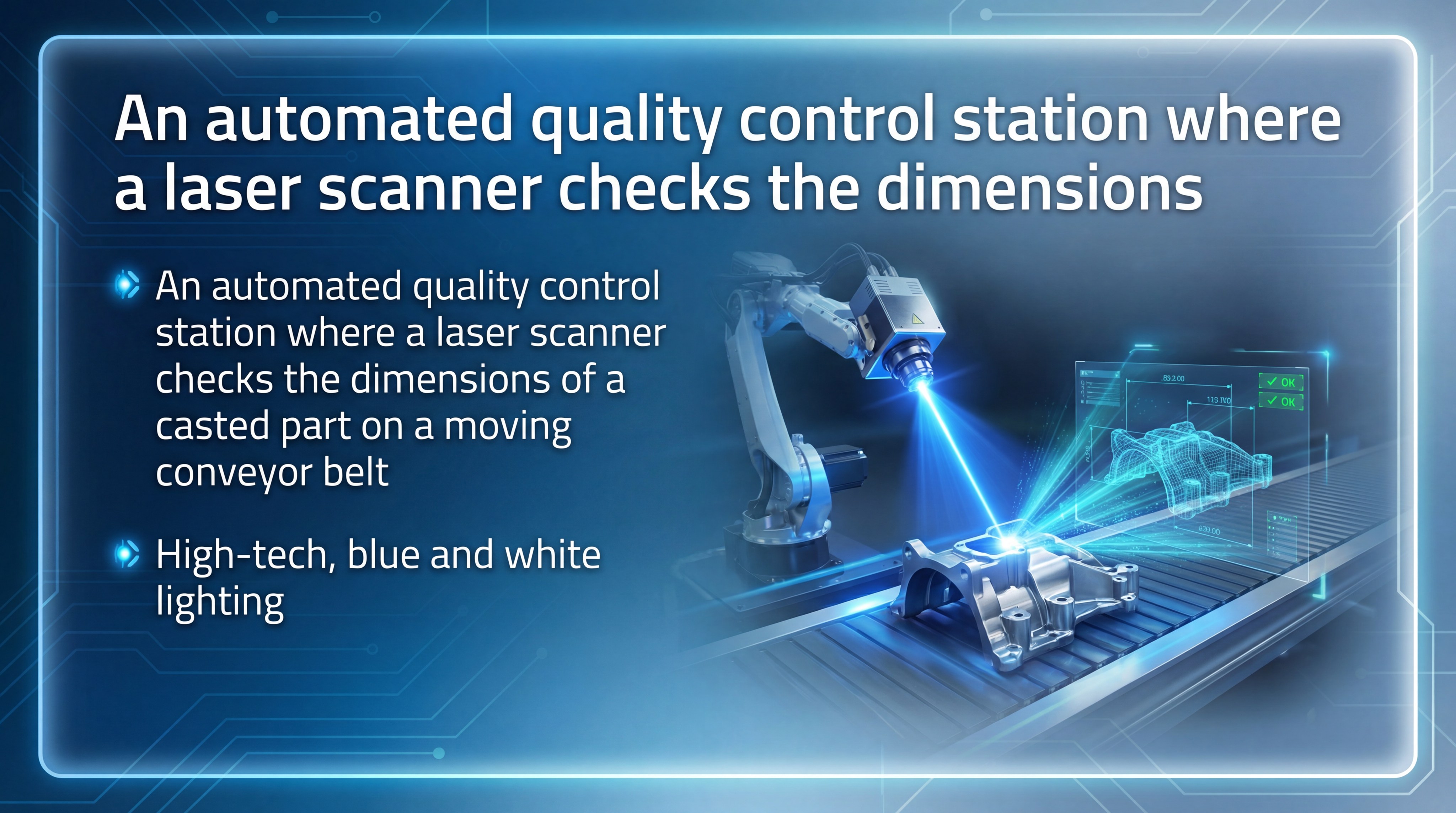
A conveyor rubber belt factory ensures precision by providing a perfectly flat and consistent platform for automated laser scanning and robotic measurement systems. Using a conveyor rubber belt factory system integrated with sensors allows you to verify the dimensions of every single part in real-time as it moves down the line.
Precision is not just about the mold; it is about the entire lifecycle of the part. If your conveyor belt has “wobble” or uneven thickness, your automated sensors will give false readings, leading to unnecessary rejections.
Integration of Laser QC Stations
Modern lines use blue-light laser scanners to map the surface of the casted part against the original CAD model. You can detect deviations as small as 10 microns without ever touching the part.
The process follows:
- The part is indexed on the belt for precise positioning.
- High-speed cameras capture the geometry from multiple angles.
- Software instantly identifies “out-of-spec” regions.
Robotic Feedback Loops
When a defect is detected, the system can automatically adjust the upstream mixing or pouring parameters. This “smart factory” approach is only possible with highly reliable conveyor infrastructure.
Key Takeaway: Precision is a result of the marriage between advanced casting techniques and stable, automated material handling.
| QC Tool | Integration Method | |
|---|---|---|
| Laser Scanner | Mounted directly over the conveyor belt | |
| Vision Systems | Checks for surface cracks and porosity | |
| Auto-Sort Gate | Diverts non-conforming parts for rework |
Reliable transport is the unsung hero of the precision manufacturing world, ensuring that every measurement is accurate and every part is perfect.
Conclusion
Plaster casting remains the gold standard for non-ferrous metal parts that require extreme detail and smooth finishes without the high costs of investment casting. By addressing the common problems of mold fragility and surface defects through stable, automated transport, you can transform your foundry into a high-efficiency precision powerhouse. We have explored the intricate process from slurry preparation to laser-guided quality control, proving that the foundation of any great casting line is the infrastructure that supports it.
Our vision at ZHENXING is to empower global manufacturers with the customized conveyor solutions they need to achieve zero-defect production. We believe that reliability is not just a feature, but a core component of your success. If you are ready to optimize your material handling and elevate your casting quality, please contact us today for a tailored technical consultation.
FAQ
Can I use plaster casting for steel or iron parts?No, you cannot use this process for ferrous metals because the sulfur in the gypsum mold reacts with the iron to create poor surface quality and internal defects.
What is the best material for the original pattern?Metal or high-density plastic patterns are the best choice because they are durable and can be reused thousands of times without losing their sharp edges.
How do I know if my plaster mold is completely dry?You must monitor the weight of the mold; a fully dried mold will be significantly lighter than a wet one, and it will no longer release steam when heated.
Can I reuse the plaster from a broken mold?No, once the gypsum has been baked and subjected to the heat of molten metal, its chemical structure changes, and it can no longer be mixed into a reliable slurry.
How do I choose the right conveyor belt for my foundry?You should prioritize heat resistance and vibration dampening to ensure your fragile molds are protected throughout the curing and pouring cycles.