
A trusted custom conveyor belt rubber strips exporter supports precision industries by providing high-quality solutions that improve material handling efficiency and ensure consistent production results.
What is plaster casting for precision components?

Plaster casting is an expendable mold process that uses a mixture of gypsum, water, and strengthening additives to create a highly detailed cavity for molten metal. As a professional custom conveyor belt rubber strips exporter, we recognize that material consistency is the foundation of any high-quality casting or industrial component. The process is a refined version of sand casting, substituting sand with plaster of Paris to capture microscopic details.
Technical Characteristics of the Process
Think about it: the smoothness of your final part depends entirely on the grain size of the mold material. Plaster of Paris provides a much finer texture than silica sand, allowing you to achieve finishes that look machined right out of the mold.
- High level of detail reproduction for artistic and industrial parts.
- Ability to cast very thin cross-sections without metal turbulence.
- Slow cooling rates due to the insulating properties of gypsum.
- Minimal gas porosity because of the material’s natural permeability.
The reality is: you get a part that requires almost zero grinding once it is removed from the mold.
“Precision in the mold is the only way to ensure perfection in the final cast component.”
Key TakeawayPlaster casting is the preferred choice when you need a smooth surface finish and intricate geometries without the high cost of ceramic investment casting.
| Feature | Plaster Casting Benefit | |
|---|---|---|
| Surface Finish | Smooth, often reaching 1.25 to 3.2 µm Ra. | |
| Tolerance | Very tight, typically ±0.1 mm for small parts. | |
| Complexity | Excellent for thin walls and undercuts. |
This comparison highlights why engineers prioritize plaster when aesthetic and functional precision are non-negotiable.
How does the plaster casting mechanism actually work?
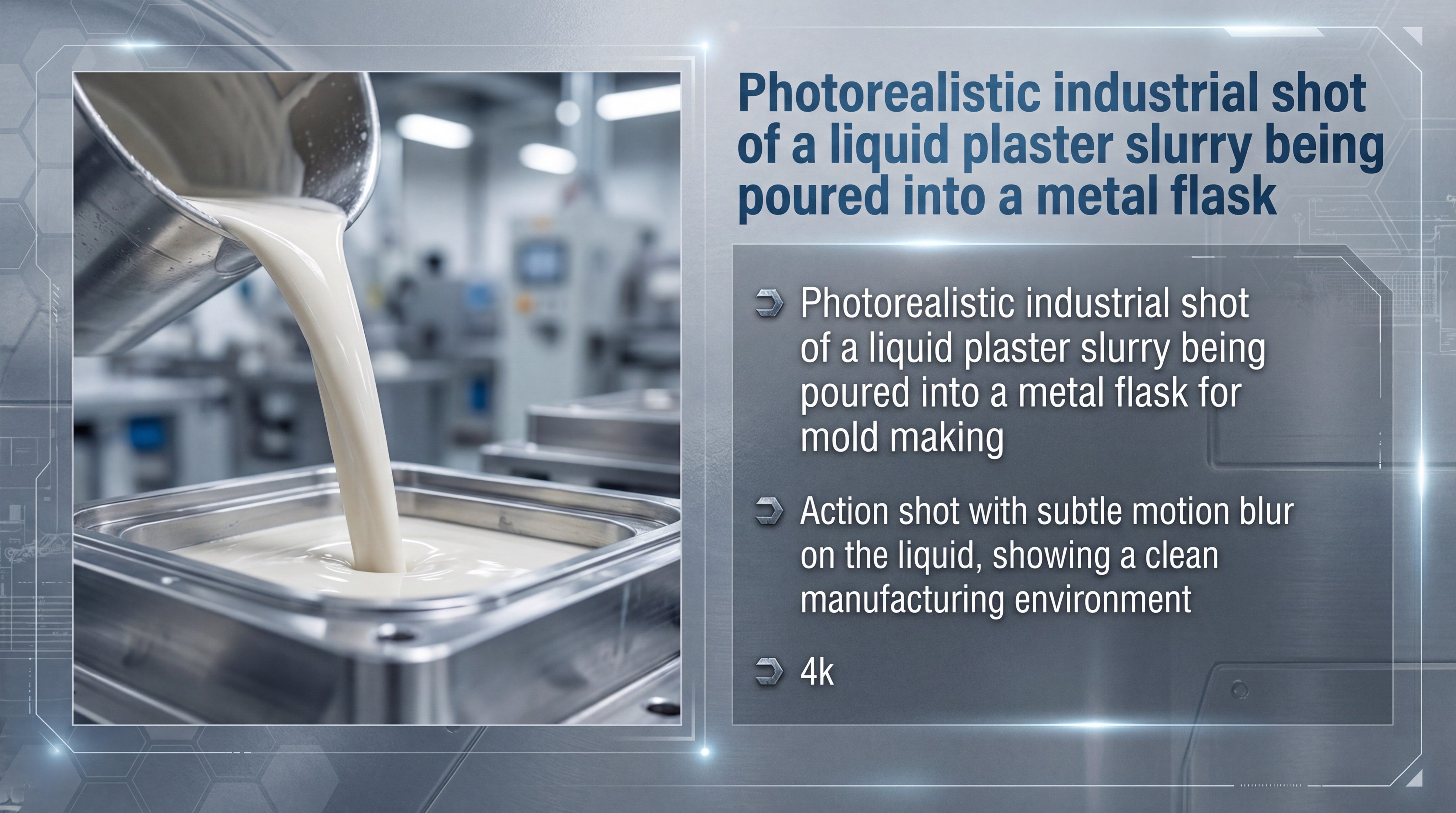
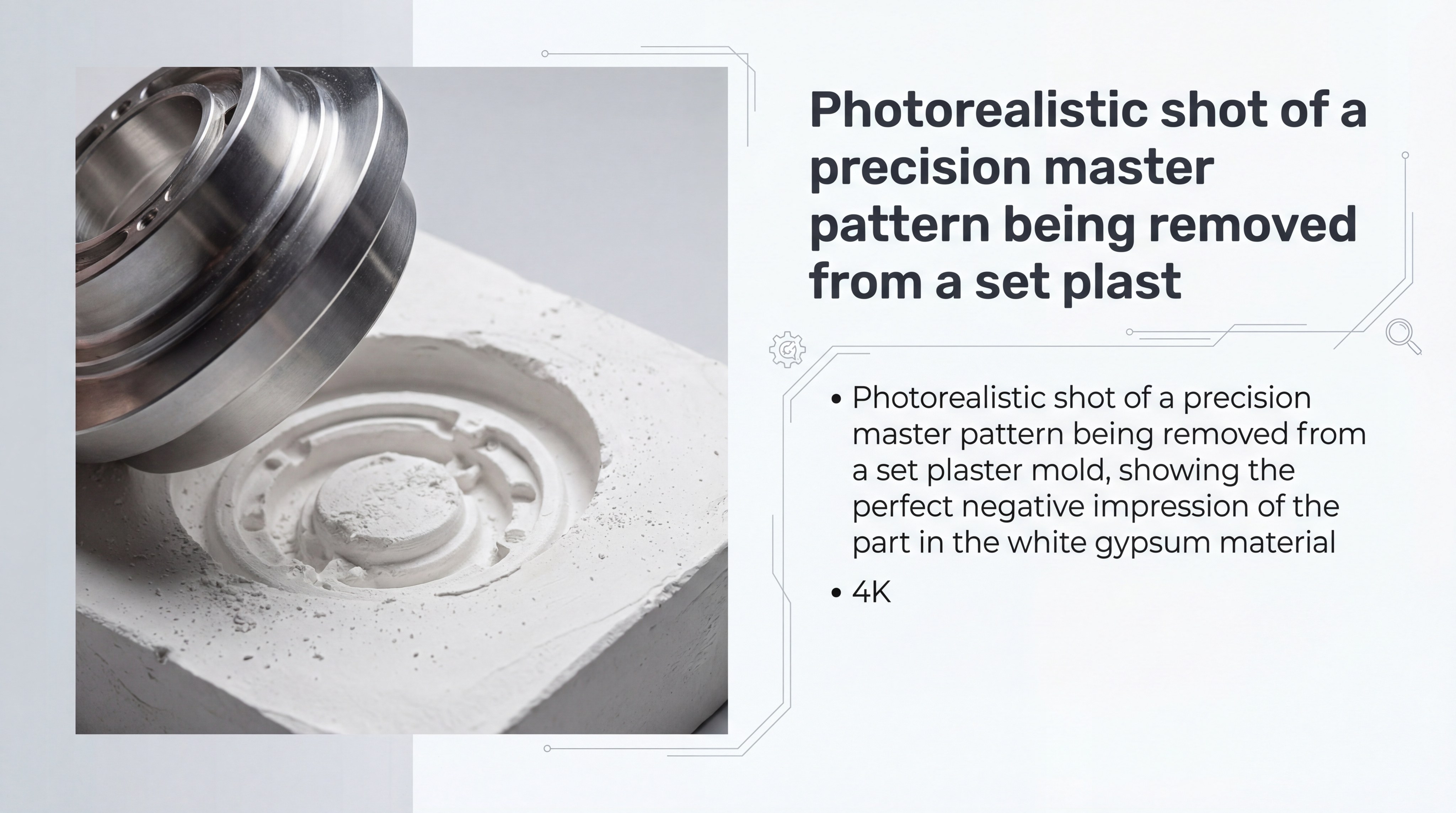
The mechanism works by forming a liquid plaster slurry around a master pattern, which then hardens to create a rigid, one-time-use mold. Every custom conveyor belt rubber strips exporter knows that the precision of the mold-making phase dictates the success of the entire production run. Once the plaster sets, the pattern is removed, and the mold is baked in an oven to remove all moisture before the metal is introduced.
The Role of the Mold Cavity
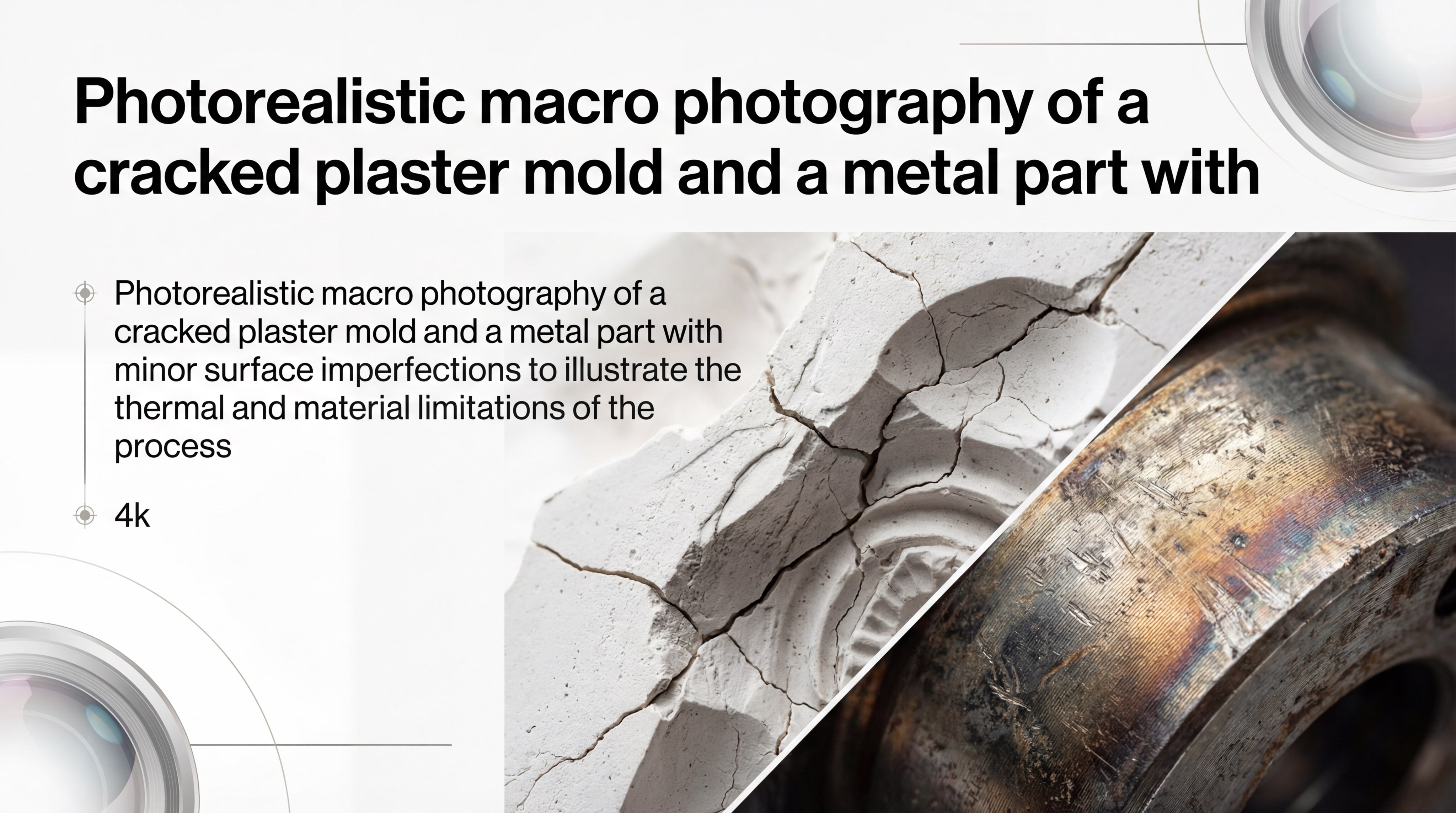
Look: the most critical step is the baking phase, which prevents the molten metal from reacting violently with trapped water. If you don’t bake the mold properly, the steam generated during pouring will ruin the casting.
- Slurry is vibrated to remove air bubbles that cause surface defects.
- Molds are baked at temperatures between 120 °C and 260 °C.
- Preheating the mold reduces thermal shock when metal is poured.
- The mold is broken away (shakeout) after the metal solidifies.
Here is the kicker: because the mold is destroyed every time, you have the freedom to design complex internal shapes that would be impossible with permanent molds.
Key TakeawayThe “lost mold” mechanism allows for extreme design flexibility, provided you follow the strict dehydration protocols for the plaster material.
| Mechanism Step | Purpose | |
|---|---|---|
| Slurry Mixing | Ensures a uniform, bubble-free mold surface. | |
| Oven Baking | Removes moisture to prevent steam explosions. | |
| Metal Pouring | Fills the cavity slowly to capture every detail. |
This sequence ensures that your finished non-ferrous parts meet the highest industrial benchmarks for quality and safety.
What specific metals are used in plaster casting?

Plaster casting is primarily restricted to non-ferrous metals with melting points below 1,200 °C, such as aluminum, zinc, and magnesium alloys. While a custom conveyor belt rubber strips exporter may deal with various industrial materials, in casting, the chemistry between the mold and the metal is paramount. You cannot use ferrous metals like steel because the sulfur in the gypsum reacts negatively with iron, leading to poor surface quality.
Selecting Non-Ferrous Alloys
Think about it: why limit yourself to non-ferrous metals? The answer lies in the thermal stability of the plaster itself, which would crumble under the extreme heat required for melting steel.
- Aluminum alloys are the most common due to their fluidity.
- Zinc is excellent for parts requiring high impact strength.
- Magnesium provides the best weight-to-strength ratio for aerospace.
- Copper-based alloys (like brass) can be used for artistic pieces.
The reality is: these low-melting-point metals flow easily into the thin walls allowed by plaster molds.
Key TakeawayStick to non-ferrous alloys to avoid mold reactions and ensure your parts maintain their structural integrity and smooth finish.
| Metal Type | Melting Point | Common Applications | |
|---|---|---|---|
| Aluminum | ~660 °C | Aerospace housings, engine parts. | |
| Zinc | ~419 °C | Decorative hardware, precision gears. | |
| Magnesium | ~650 °C | Lightweight handheld tool components. |
Choosing the right alloy is essential for optimizing the slow cooling benefits of the plaster mold environment.
What does the step-by-step casting process involve?
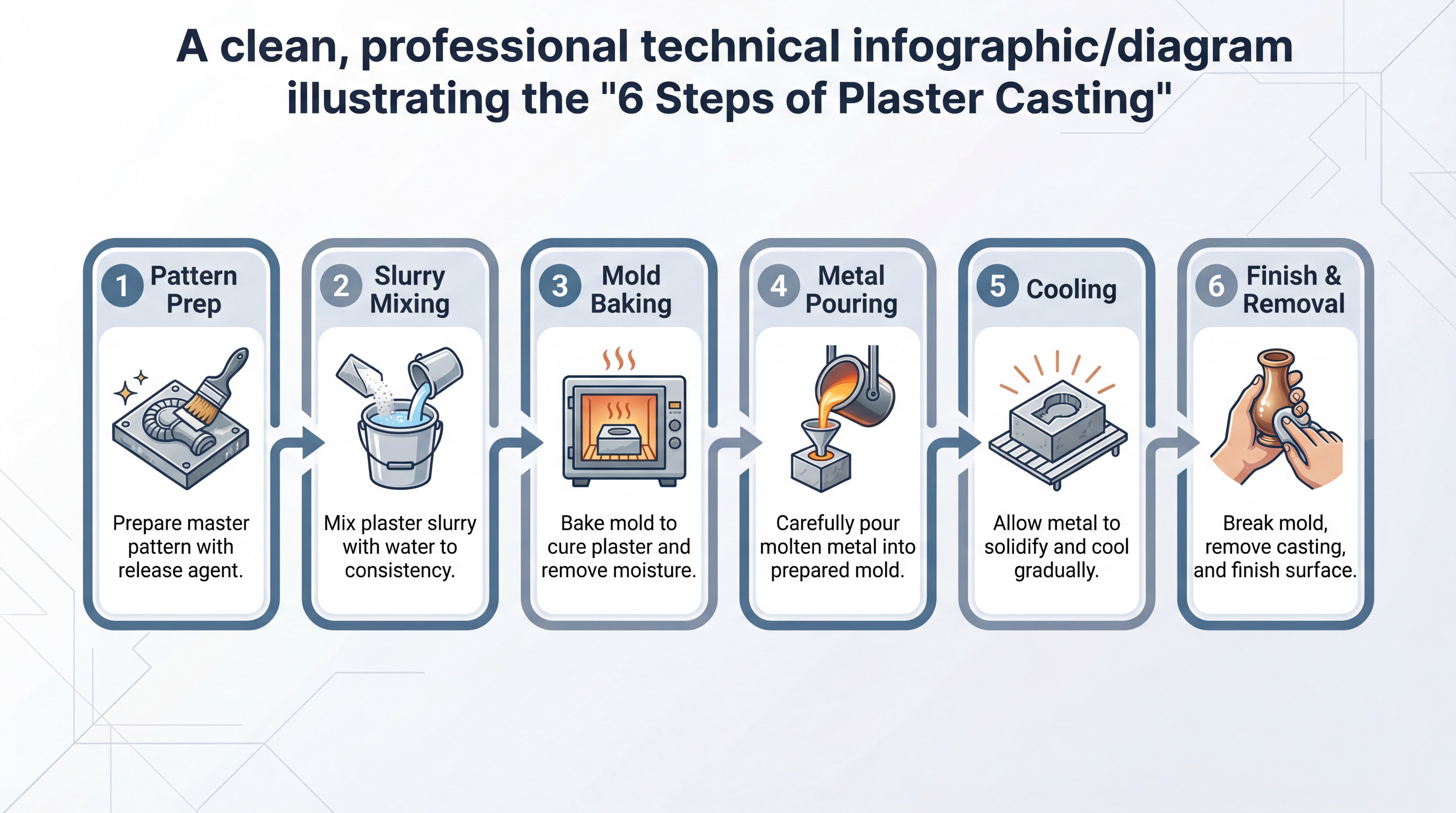
The process involves six primary stages: pattern creation, mold preparation, slurry pouring, mold baking, metal casting, and final finishing. As an experienced custom conveyor belt rubber strips exporter, we emphasize that a disciplined workflow is the only way to ensure batch-to-batch consistency. You must start with a high-quality master pattern, usually made of metal or rubber, to ensure the plaster captures a perfect negative.
The Pouring and Finishing Phase
Look: the way you pour the metal is just as important as how you mix the plaster. If you pour too fast, you risk trapping air; if you pour too slow, the metal might solidify before filling the mold.
- Patterns are sprayed with a release agent for easy removal.
- Molten metal is gravity-fed or vacuum-assisted into the mold.
- Parts are allowed to cool slowly to reduce internal stresses.
- Finishing involves removing the sprue and cleaning the surface.
Think about it: the slow cooling rate of plaster allows the metal to stay liquid longer, ensuring even the thinnest features are filled.
Key TakeawayFollowing the step-by-step sequence accurately prevents common defects like cold shuts, shrinkage, or surface cracking.
| Process Stage | Critical Success Factor | |
|---|---|---|
| Pattern Prep | Use of high-quality release agents. | |
| Baking | Total removal of crystalline water. | |
| Shakeout | Careful removal to avoid damaging thin walls. |
Mastering these stages allows you to produce complex prototypes that rival the quality of mass-produced die-castings.
What are the primary uses for plaster cast parts?

Plaster cast parts are primarily used for low-volume production of high-value components in the aerospace, medical, automotive, and artistic sectors. A custom conveyor belt rubber strips exporter often provides the auxiliary materials needed for these specialized manufacturing environments. You will find this method invaluable when you need a functional prototype that has the same properties as a die-cast part but without the $50,000 tooling cost.
Industrial and Medical Applications
The reality is: when lives or million-dollar satellites are on the line, the precision of plaster casting is a massive advantage. Surgeons and engineers alike rely on this method for its accuracy.
- Aerospace: Valve bodies, torque converters, and complex housings.
- Medical: Custom orthopedic implants and dental replacements.
- Automotive: Prototype cylinder heads and intake manifolds.
- Art: Intricate jewelry and high-detail bronze sculptures.
Here is the kicker: because the setup is relatively affordable, it is perfect for specialized, one-off industrial parts.
Key TakeawayPlaster casting fills the niche for high-complexity, low-to-medium volume production where surface finish is a top priority.
| Industry | Specific Use Case | |
|---|---|---|
| Aerospace | Communication satellite components. | |
| Automotive | Race car engine prototyping. | |
| Art/Jewelry | Reproducing intricate wax carvings in gold. |
By targeting these industries, you leverage the method’s strengths in precision and cost-effective complexity.
Which pattern materials are best for plaster molds?
The best pattern materials for plaster molds include metal, rubber, wax, or 3D-printed polymers that can withstand the moisture of the slurry. As a trusted custom conveyor belt rubber strips exporter, we often see customers using flexible rubber patterns to create intricate undercuts. You need a material that is dimensionally stable and won’t swell when it comes into contact with the wet plaster mixture.
Choosing Between Rigid and Flexible Masters
Look: if your part has a lot of complex curves or “trapped” features, a flexible rubber pattern is your best friend. It allows you to peel the pattern out of the hardened plaster without breaking the mold.
- Metal patterns (aluminum/steel) offer the highest durability.
- Rubber patterns are ideal for intricate undercuts and textures.
- Wax patterns are used for the “lost wax” variation of the process.
- 3D-printed resins allow for rapid prototyping of new designs.
Think about it: the choice of pattern material directly impacts how many molds you can make before the master degrades.
Key TakeawaySelect your pattern material based on the complexity of your part’s geometry and the total number of castings you intend to produce.
| Pattern Material | Best Use Case | |
|---|---|---|
| Aluminum | High-volume repeat orders. | |
| Silicone Rubber | Parts with deep undercuts. | |
| 3D Resin | Rapid design iterations and testing. |
Using the right master material ensures that every plaster cavity is a faithful reproduction of your original CAD model.
How is high quality maintained in plaster casting?
Quality is maintained through rigorous control of the slurry’s water-to-plaster ratio, precise oven dehydration cycles, and non-destructive testing of the final parts. A custom conveyor belt rubber strips exporter knows that even the smallest variation in raw materials can lead to failure. You must monitor the environmental humidity in your facility, as plaster is highly hygroscopic and can absorb moisture from the air.
Inspection Standards and Testing
The reality is: a beautiful surface finish can hide internal flaws if you aren’t careful. You need a structured inspection process to ensure the part is as strong as it is smooth.
- Ultrasonic testing checks for internal voids or gas pockets.
- Visual inspection under magnification identifies surface cracks.
- Dimensional checks ensure tolerances are within ±0.1 mm.
- X-ray imaging verifies the structural integrity of safety-critical parts.
Here is the kicker: the slow cooling of the metal in a plaster mold actually helps prevent internal stresses that cause warping later.
Key TakeawayHigh quality is a result of controlling both the pre-casting mold prep and the post-casting inspection protocols.
| Quality Check | Equipment Used | |
|---|---|---|
| Slurry Consistency | Viscosity meters. | |
| Mold Dryness | Moisture sensors or weight scales. | |
| Part Accuracy | Coordinate Measuring Machines (CMM). |
Strict adherence to these quality standards guarantees that your plaster cast parts will perform reliably in the field.
Why choose plaster casting over other methods?
You should choose plaster casting over sand casting when surface finish is critical, and over die casting when your production volume is too low to justify expensive steel dies. As a custom conveyor belt rubber strips exporter, we advocate for choosing the most efficient tool for the job. Plaster provides a middle ground that offers the precision of investment casting at a fraction of the setup cost.
Comparing Costs and Capabilities
Think about it: why pay for a $100,000 die if you only need 500 parts? Plaster molds are inexpensive to create, making them the ultimate choice for short-run production and market testing.
- Better surface finish than sand casting (3.2 µm vs 12 µm).
- Lower tooling costs than die casting or permanent molds.
- Thinner wall capabilities than standard sand molds.
- Faster lead times for prototypes compared to investment casting.
Look: the ability to go from a 3D-printed pattern to a metal part in just a few days is a massive competitive advantage.
Key TakeawayPlaster casting is the most cost-effective method for producing low-volume, high-precision non-ferrous components.
| Method | Tooling Cost | Surface Quality | |
|---|---|---|---|
| Sand Casting | Low | Rough | |
| Plaster Casting | Moderate | Smooth | |
| Die Casting | High | Excellent |
This strategic comparison helps you allocate your budget toward the process that offers the best return on investment for your volume.
How do rubber strips relate to plaster casting?
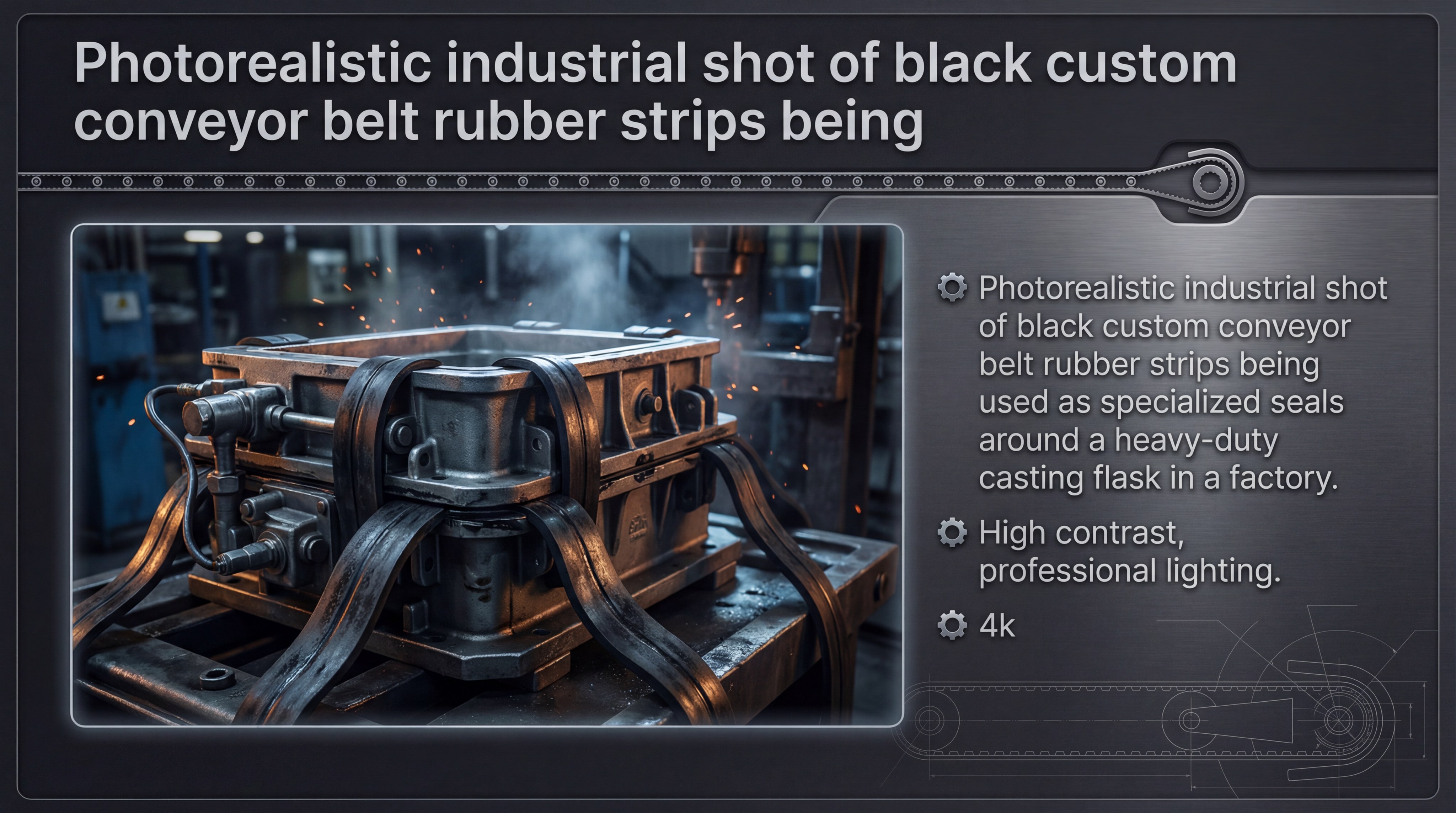
Rubber strips relate to plaster casting as critical sealing components for mold flasks and as flexible materials used to create textured patterns or gaskets within the casting assembly. Any custom conveyor belt rubber strips exporter will tell you that the flexibility and durability of rubber are essential for containment. You use these strips to prevent the liquid plaster slurry from leaking out of the mold box during the initial setup.
Sealing and Pattern Versatility
Here is the kicker: rubber is often the “unsung hero” of the mold-making process. Without high-quality seals, you would waste expensive plaster and create a mess in your foundry.
- Rubber strips provide airtight seals for vacuum-assisted casting.
- They act as flexible spacers to create specific gaps in the mold.
- Custom rubber textures can be applied to the master pattern.
- They are used as durable gaskets for the pouring flasks.
Think about it: the same technology that goes into a heavy-duty conveyor belt is used to ensure your precision molds are leak-proof.
Key TakeawayRubber components are essential for maintaining the integrity of the mold environment and ensuring the plaster slurry stays exactly where it belongs.
| Rubber Application | Benefit to Casting | |
|---|---|---|
| Flask Seals | Prevents slurry leakage and waste. | |
| Pattern Inserts | Creates complex surface textures. | |
| Gaskets | Ensures proper alignment of mold halves. |
Integrating high-quality rubber components into your casting workflow reduces errors and improves overall process efficiency.
What are the key advantages of this method?

The key advantages of this method include its ability to produce excellent surface finishes, achieve high dimensional accuracy, and cast complex, thin-walled geometries at a low tooling cost. As a premier custom conveyor belt rubber strips exporter, we value precision and efficiency above all else. You gain the ability to create parts that require minimal finishing, which saves you both time and labor costs in the long run.
Detail Reproduction and Economy
Look: the level of detail you can achieve is staggering. You can literally cast the texture of a fingerprint if your master pattern is accurate enough.
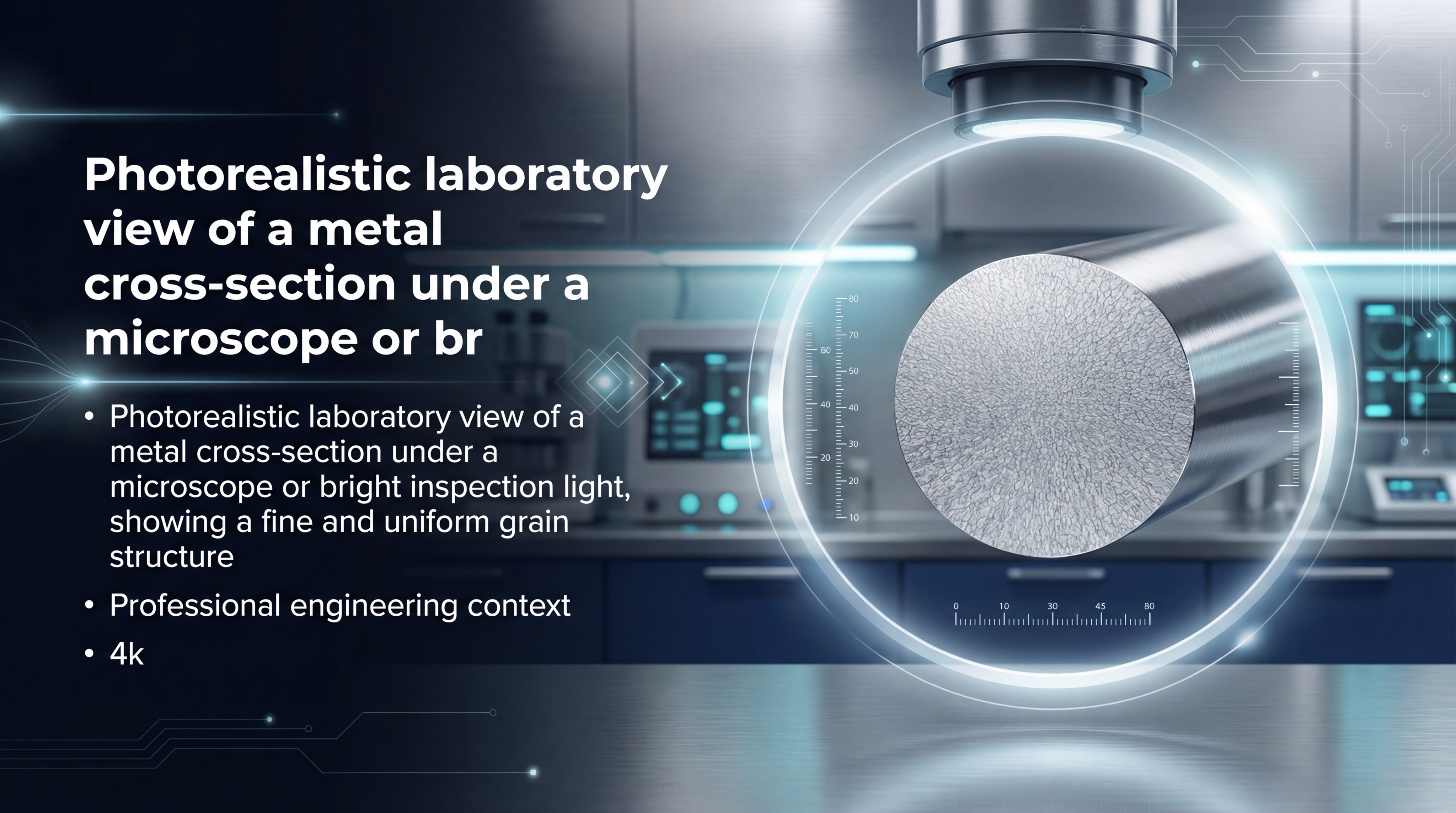
- Exceptional reproduction of intricate fine features.
- Uniform grain structure due to controlled cooling.
- Low initial investment compared to other high-precision methods.
- Ability to cast hollow parts using complex plaster cores.
The reality is: no other process offers this specific balance of beauty, precision, and affordability for non-ferrous alloys.
Key TakeawayLeveraging the advantages of plaster casting allows you to bring high-quality, complex products to market faster and cheaper than your competitors.
| Advantage | Impact on Your Business | |
|---|---|---|
| Zero Machining | Reduces labor costs by up to 50%. | |
| Low Tooling | Allows for profitable low-volume runs. | |
| High Accuracy | Ensures parts fit perfectly in complex assemblies. |
These benefits make plaster casting a vital tool in the arsenal of any modern engineering or design firm.
FAQ
- Can I use steel for plaster casting?No, you cannot. The high temperatures and sulfur reaction make it unsuitable for ferrous metals.
- What’s the best metal for thin walls?Aluminum is the best choice. Its high fluidity allows it to fill 1.5mm walls with ease.
- Is plaster casting expensive for prototypes?No, it is very affordable. It is significantly cheaper than creating permanent steel dies.
- How smooth is the final surface finish?It is exceptionally smooth. You can expect a finish similar to high-quality plastic injection molding.
- Can I reuse a plaster mold?No, the mold is destroyed. You must break the plaster to retrieve the metal part.
Conclusion
Plaster casting remains a cornerstone of precision manufacturing, offering a unique blend of high detail and low cost for non-ferrous components. Whether you are developing aerospace housings or intricate artistic pieces, understanding the process from slurry to shakeout is essential for success. We are dedicated to providing the industrial world with high-performance rubber and belting solutions that support these advanced manufacturing workflows. If you are ready to optimize your production chain, contact us today to explore our custom-engineered products. Our mission is to lead through innovation, ensuring your operations remain as precise and efficient as the components you cast.