
What is Title
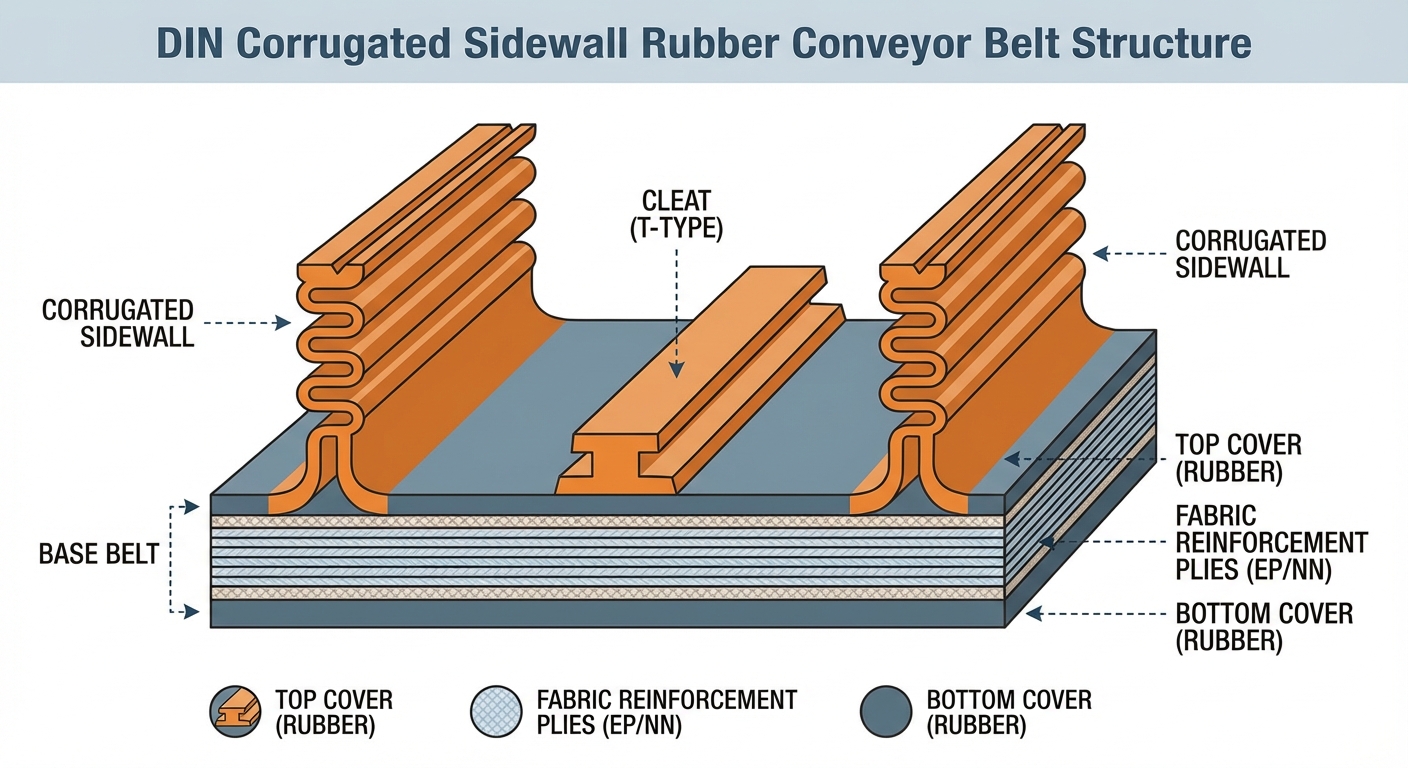
A din corrugated sidewall rubber conveyor belt enables efficient vertical transport of plaster materials, preventing spillage, improving safety, and maximizing space in industrial operations.
Why choose replacement corrugated side wall conveyor belts?

You should choose these belts because they offer unmatched versatility for vertical and steep-angle material transport while minimizing the equipment footprint. Integrating a quality din corrugated sidewall rubber conveyor belt allows your facility to move large volumes of plaster or casting sand without the need for extensive transfer points. This specialized design ensures that even the most delicate casting materials remain contained during high-speed transitions.
What makes these belts ideal for niche applications?
They provide a sealed pocket environment that prevents fine plaster dust from escaping into your machinery. When you deal with specific densities, the corrugated walls flex around pulleys while keeping the load centered.
- Zero side-spillage during steep inclines.
- Reduced maintenance on return idlers.
- Compact system design for tight plant layouts.
Think about it: If you can eliminate the mess associated with traditional flat belts, you save hours in daily cleaning.
Can flexible configurations benefit complex systems?
Yes, you can customize the height and width to fit into existing plaster casting lines that were previously restricted by space. These belts adapt to S-shape or L-shape configurations effortlessly.
- High-angle conveying up to 90 degrees.
- Multi-plane transport within a single belt run.
- Adjustable cleat spacing for varying mold sizes.
The reality is: Most facilities lose profit through inefficient material routing that these belts easily solve.
Key Takeaway: Customizing your configuration reduces mechanical complexity and energy consumption.
| Feature | Advantage | Benefit | |
|---|---|---|---|
| Flexible Walls | High incline angles | Reduced facility footprint | |
| Pocket Design | Contained materials | Lower environmental waste | |
| High Cleats | Large mold handling | Increased throughput speed |
This data indicates that flexible sidewalls are the primary driver for space efficiency in modern casting plants.
How does the cross-rigid belt design improve stability?
The cross-rigid design prevents transverse bowing and ensures the belt remains flat across idlers under heavy loads. By utilizing a specialized din corrugated sidewall rubber conveyor belt with reinforced transverse plies, you gain the stability needed for vertical lifts. This structural integrity is vital when your system transitions from horizontal to steep inclines.
Why is cross-stabilization required for steep angles?
It provides the necessary lateral stiffness to keep the belt from sagging or folding under the weight of plaster molds. You will find that without this rigidity, the belt edges can pull inward and cause catastrophic jams.
- Maintains flat profile on return runs.
- Supports heavy vertical loads without deformation.
- Protects the sidewall bonds from stress.
But that’s not all: Cross-rigidity also extends the life of your pulleys by ensuring even pressure distribution across the surface.
How do material options like mono-filament impact performance?
You can select mono-filament or fiberglass layers to achieve specific levels of rigidity tailored to your plaster weight. These materials provide the internal “skeleton” that keeps your belt performing in high-heat casting environments.
- Enhanced tensile strength for vertical lifts.
- Resistance to elongation under heavy plaster loads.
- Improved tracking stability on long conveyor runs.
Believe it or not: The right carcass material can double the interval between your maintenance cycles.
Key Takeaway: Cross-rigid carcasses are the foundation of any reliable steep-angle conveying system.
| Material Type | Rigidity Level | Primary Application | |
|---|---|---|---|
| Mono-filament | High | Vertical plaster lifts | |
| Fabric Plies | Medium | Medium-incline sand transport | |
| Fiberglass | Extreme | High-heat mold processing |
Technical analysis confirms that mono-filament carcasses offer the best balance of flexibility and lateral support.
What are the primary industries using these specialized belts?

Heavy-duty industries like mining, cement, and large-scale plaster manufacturing use these belts to manage bulk materials in restricted spaces. A din corrugated sidewall rubber conveyor belt is the standard for transporting gypsum from primary crushers to the casting line. These sectors rely on the belt’s ability to handle high-tonnage loads without the spillage issues common in traditional systems.
Are they effective for mining and cement plants?
Yes, you can use them to move abrasive ores and hot clinker vertically to silos or processing towers. Their durability in dusty environments makes them the preferred choice for 24/7 industrial operations.
- High resistance to abrasive materials.
- Capability to handle high-temperature outputs.
- Enclosed pockets prevent environmental dust pollution.
The bottom line is: In mining, every ounce of material lost to spillage is a direct hit to your quarterly revenue.
How do they support waste water and sludge management?
You can transport wet, sticky materials like sludge or filter cakes at steep angles without the material sliding back down the belt. The corrugated pockets trap the moisture and prevent run-off on the conveyor structure.
- Sealed edges prevent liquid leakage.
- Cleats provide “grip” for slippery materials.
- Corrosion-resistant compounds protect the belt.
Here is the secret: Proper pocket sizing is the only way to move semi-liquid waste efficiently in tight spaces.
Key Takeaway: Industrial reliability stems from matching the belt’s pocket volume to the specific density of your material.
| Industry | Material Type | Typical Incline | |
|---|---|---|---|
| Cement | Hot Clinker | 45 – 60 Degrees | |
| Mining | Crushed Ore | 60 – 90 Degrees | |
| Plaster | Gypsum Powder | 30 – 75 Degrees |
This comparison highlights how different industrial sectors leverage high-incline belts for specific material challenges.
How does the vulcanization process ensure durable cleat bonds?

The vulcanization process uses heat and pressure to chemically fuse the cleats and sidewalls directly into the base belt. When you invest in a din corrugated sidewall rubber conveyor belt , this hot-molding technique ensures that the attachments never separate, even under extreme plaster loads. This creates a monolithic structure that is far superior to cold-bonded or glued alternatives.
What are the advantages of hot-molded rubber footprints?
They provide a seamless joint that resists the mechanical stress of bending around small-diameter pulleys. You won’t have to worry about fine plaster particles wedging into cracks and prying the cleats off.
- Maximum bond strength for vertical conveying.
- Elimination of gap-related material entrapment.
- Increased resistance to shear forces.
The fact is: Cold-bonded cleats often fail within the first six months of heavy industrial use.
Can replaceable urethane blades extend belt life?
You can install secondary scrapers or urethane additions to protect the main vulcanized cleats from premature wear. This approach allows you to replace wear items rather than the entire expensive belt.
- Protects the rubber from abrasive plaster.
- Reduces the cost of long-term maintenance.
- Maintains consistent pocket volumes over time.
Think about this: A small investment in protection today prevents a massive replacement cost tomorrow.
Key Takeaway: Hot vulcanization is the only bonding method that guarantees industrial-grade longevity.
| Bonding Method | Longevity | Risk of Failure | |
|---|---|---|---|
| Hot Vulcanization | 5 – 10 Years | Extremely Low | |
| Cold Bonding | 1 – 2 Years | Moderate to High | |
| Mechanical Fastening | Variable | High (for powder) |
Selecting hot vulcanized components ensures that your casting line remains operational without unexpected downtime.
Which splicing methods are best for side wall belt replacement?

The best splicing method depends on whether you prioritize immediate uptime or maximum joint strength for vertical lifts. For a din corrugated sidewall rubber conveyor belt, precision vulcanized finger splices offer the highest reliability for steep-angle operations. However, mechanical fasteners are often used when you need to perform rapid field repairs to keep a plaster casting line moving.
Why choose super screw splicing for rapid repairs?
It allows you to join belt ends quickly using high-strength screws instead of waiting hours for a vulcanizing press to heat up. You can perform this installation with basic power tools and minimal training.
- Reduces emergency downtime by up to 80%.
- No specialized heating equipment required.
- Compatible with thick, cross-rigid carcasses.
But wait, there’s more: Super screws are designed to be as flexible as the rubber itself, preventing “hinge” wear.
Are stainless steel fasteners better for wet environments?
You should use stainless steel if your plaster casting process involves high moisture or corrosive additives. These fasteners resist rust and maintain their structural integrity even in damp environments.
- Excellent resistance to chemical corrosion.
- Easy to inspect for wear and tear.
- Suitable for food-grade or pharmaceutical casting.
The reality is: Standard steel fasteners will fail prematurely if exposed to the humidity found in many casting plants.
Key Takeaway: Your choice of splice should balance the need for joint strength with the urgency of your production schedule.
| Splice Type | Installation Time | Strength Rating | |
|---|---|---|---|
| Finger Vulcanized | 8 – 12 Hours | 95% of Base Belt | |
| Mechanical Fastener | 1 – 2 Hours | 70% of Base Belt | |
| Super Screw | 2 – 3 Hours | 85% of Base Belt |
Splicing selection is the most critical factor in determining the maximum tension your belt can safely handle.
What technical specifications are required for custom belt orders?

You must provide the base belt width, sidewall height, and cleat frequency to ensure the replacement belt fits your existing structure. Specifying a din corrugated sidewall rubber conveyor belt also requires you to determine the “free edge” or recess needed for the belt to pass through rollers. Proper measurements prevent the corrugated walls from rubbing against the conveyor frame and causing premature wear.
How do you calculate the 10% minimum side recess?
You take the total width of the belt and ensure at least 10% on each side remains flat and free of sidewalls. This space is where the belt makes contact with the carrying and return idlers.
- Prevents sidewall damage from idler contact.
- Ensures proper belt tracking and alignment.
- Reduces friction and energy consumption.
Here is the key: Incorrect recess measurements are the leading cause of sidewall delamination in new installations.
What is the ideal 4:1 width-to-height ratio?
You should aim for a cleat width that is roughly four times the height of the sidewall to maintain optimal material stability. This ratio ensures that your plaster molds don’t shift or tumble during the vertical transition.
- Optimizes the volume of the material pockets.
- Reduces the risk of material “bridging.”
- Balances the weight across the belt carcass.
Think about it: An overly tall wall with a narrow base is prone to collapsing under heavy loads.
Key Takeaway: Precise engineering specifications are non-negotiable for a successful belt replacement.
| Specification | Requirement | Purpose | |
|---|---|---|---|
| Side Recess | Min 10% of Width | Idler clearance | |
| Cleat Type | T, C, or TC | Material retention | |
| Carcass Type | EP or Steel Cord | Tension management |
Accurate data collection during the ordering phase eliminates 90% of common installation issues.
How do environmental factors affect material compound selection?

Environmental factors like heat, oil exposure, and abrasive dust dictate whether you need SBR, Nitrile, or heat-resistant rubber compounds. A din corrugated sidewall rubber conveyor belt used in a plaster kiln area must withstand sustained temperatures without hardening or cracking. If your casting process involves release oils, choosing an oil-resistant (MOR) compound is essential to prevent the rubber from swelling.
Why are SBR and Nitrile blends used for chemicals?
They provide a barrier against chemical degradation that would otherwise dissolve standard rubber belts. You will see these used most often in facilities that add accelerators or retardants to their plaster mix.
- Nitrile offers superior oil resistance.
- SBR provides excellent abrasion resistance.
- Blended compounds balance cost and performance.
The truth is: Using the wrong compound will cause your sidewalls to peel off within weeks of exposure.
What is the best compound for high-heat environments?
You should specify EPDM or specialized heat-resistant (HR) rubber if your materials exceed 100°C. These compounds are formulated to remain flexible and maintain their bond strength under thermal stress.
- Prevents “baking” and brittleness of the rubber.
- Maintains the integrity of the vulcanized bonds.
- Resists surface cracking from heat cycles.
Consider this: Heat-resistant belts might cost more upfront, but they last three times longer in kiln applications.
Key Takeaway: Matching the rubber compound to your specific environment is the best way to maximize ROI.
| Compound | Best For | Temperature Limit | |
|---|---|---|---|
| SBR (Standard) | General Purpose | 80°C | |
| MOR (Nitrile) | Oil & Chemicals | 90°C | |
| EPDM (Heat) | Kilns & Hot Molds | 200°C |
Analyzing your average operating temperature is the first step in selecting a durable replacement belt.
What are the key advantages of steep angle conveying systems?

The primary advantage is the massive reduction in the horizontal space required to move plaster casting materials to different elevations. By using a din corrugated sidewall rubber conveyor belt , you can lift materials at 90 degrees, essentially replacing bulky elevators and long inclined conveyors. This allows you to expand production capacity within your existing facility walls.
How can you maximize vertical space in your facility?
You can replace traditional 18-degree conveyors with vertical sidewall systems that occupy only a fraction of the floor area. This freed-up space can then be used for additional casting stations or storage.
- Replaces multiple transfer points with one belt.
- Reduces the need for expensive structural steel.
- Minimizes the “footprint” of the entire system.
The result is clear: Vertical conveying is the most cost-effective way to scale your production upward.
Can these belts handle 90-degree inclines safely?
Yes, you can achieve true vertical transport by combining corrugated walls with high-profile cleats that trap the material in secure pockets. This “bucket-like” performance ensures that plaster doesn’t fall back, even during power outages.
- 100% material retention at all angles.
- Gentle handling of fragile casting molds.
- Simplified maintenance compared to bucket elevators.
Just think: One single belt can do the work of a horizontal conveyor and a vertical hoist combined.
Key Takeaway: Steep angle systems offer the highest efficiency for multi-level industrial plants.
| Conveyor Type | Max Angle | Space Required | |
|---|---|---|---|
| Flat Belt | 18 Degrees | High | |
| Chevron Belt | 35 Degrees | Medium | |
| Sidewall Belt | 90 Degrees | Minimal |
These statistics demonstrate why vertical sidewall belts are becoming the standard for modern plant upgrades.
How should you determine optimal cleat spacing and height?

You determine cleat spacing based on the lump size of your plaster and the required throughput per hour. A din corrugated sidewall rubber conveyor belt functions most efficiently when the cleats are high enough to prevent material from tumbling over the back. If you are moving large plaster molds, you need wider spacing to allow the mold to sit flat within the pocket.
How do you prevent material bridging and entrapment?
You should select a cleat frequency that allows the material to discharge cleanly at the head pulley. If the cleats are too close together, fine plaster can get stuck, leading to “carry-back” and increased wear.
- Wider spacing for large, bulky molds.
- Closer spacing for fine gypsum powder.
- “Scoop” cleats for maximum capacity.
Don’t forget: Stuck material on the return run will eventually destroy your belt tracking.
What is the difference between I-cleats and C-cleats?
You should use I-cleats for light-duty applications and C-cleats (or scoop cleats) for steep inclines where you need to “scoop” the material upward. C-cleats provide a larger carrying surface and better stability for vertical lifts.
- I-Cleat: Best for small angles and dry powders.
- C-Cleat: High-capacity for vertical plaster transport.
- TC-Cleat: Reinforced for heavy, abrasive casting sand.
The reality is: The wrong cleat shape can reduce your conveyor’s actual capacity by 30%.
Key Takeaway: Cleat geometry is the most important factor for material retention and discharge efficiency.
| Cleat Type | Best Material | Max Incline | |
|---|---|---|---|
| I-Cleat | Powders | 45 Degrees | |
| C-Cleat | Bulk Solids | 90 Degrees | |
| TC-Cleat | Heavy Molds | 90+ Degrees |
This guide shows that C-cleats are generally superior for the heavy demands of plaster casting.
What are the best practices for storing replacement belts?

Best practices for storing a din corrugated sidewall rubber conveyor belt include keeping it in a cool, dark, and dry environment to prevent rubber oxidation. You should store the belt on its original pallet or rack and never stack heavy items on top of the corrugated walls. Proper storage ensures that when the time comes for replacement, the belt is as flexible and strong as the day it was manufactured.
What are the optimal indoor storage conditions?
You should keep the storage temperature between 10°C and 20°C and away from ozone-generating equipment like large electric motors. Exposure to UV light and extreme heat will cause the rubber to become brittle and lose its bond strength.
- Away from direct sunlight and heat sources.
- Low humidity to prevent metal core corrosion.
- Clean floor space to avoid oil contamination.
The fact of the matter is: Six months of poor storage can age a belt more than three years of actual use.
Is there a recommended installation window?
You should aim to install your replacement belt within 12 to 18 months of purchase for the best results. While belts can last longer in storage, the vulcanized bonds are most reliable when the rubber is relatively fresh.
- Rotate stock to use older belts first.
- Check for surface “blooming” before installation.
- Inspect sidewall flexibility after long storage.
Think about it: Buying a “spare” doesn’t help if it fails the moment you put it on the machine.
Key Takeaway: Proper storage is a critical but often overlooked part of your maintenance strategy.
| Factor | Ideal Condition | Danger Zone | |
|---|---|---|---|
| Temperature | 15°C | Above 30°C | |
| Light | Total Darkness | Direct Sunlight | |
| Position | Vertical on Rack | Horizontal Stacking |
Evidence shows that climate-controlled storage can extend the shelf life of rubber belts by several years.
FAQ
Can I use these belts for corrosive chemicals?Yes, but you must select a specialized Nitrile or EPDM compound to ensure the rubber does not degrade. Standard belts will swell and delaminate quickly if they come into contact with aggressive casting additives.
What’s the best way to prevent material carry-back?The best way is to use a combination of wide cleat spacing and a high-frequency belt beater at the discharge point. This mechanical vibration ensures that fine plaster dust is knocked loose before the belt begins its return journey.
How do I know if my system requires a cross-rigid carcass?You can tell by observing the belt at the transition point of your conveyor; if the edges are bowing upward or the center is sagging, your carcass lacks the necessary transverse stiffness. A cross-rigid belt is mandatory for any steep-angle system to prevent mechanical interference.
What’s the best splice for rapid emergency repairs?Mechanical fasteners are the superior choice for speed, as they can be installed in under two hours without specialized heating equipment. While they are slightly less durable than vulcanized splices, they are the best way to restore production during a critical failure.
How do I know if my pulley diameter is sufficient?You must check the manufacturer’s specification for the specific height of your sidewalls, as taller walls require much larger pulleys to prevent the rubber from over-stretching and cracking. Using a pulley that is too small will result in immediate sidewall damage.
Conclusion
Optimizing your plaster casting facility requires more than just high-quality molds; it demands a robust, high-performance material handling system. By choosing the right replacement corrugated side wall conveyor belts, you are investing in a future of zero-spillage, vertical efficiency, and reduced operational overhead. Our vision is to provide world-class rubber solutions that empower your production line to reach new heights of reliability and throughput. To find the perfect belt for your specific casting requirements, contact us today and let our engineering team design your custom solution.