
A durable rubber conveyor belt ensures reliable transport in plaster casting, resisting heat and abrasion while reducing downtime and maintaining consistent production efficiency.
Why are high-quality rubber conveyor belts essential for operations?

High-quality systems are essential because they prevent unexpected mechanical failures that halt expensive production cycles in casting and manufacturing. Utilizing a durable rubber conveyor belt ensures that your facility maintains high throughput while minimizing the risk of belt delamination or snapping.
You need to understand that the tensile strength of the belt determines its ability to withstand constant loading cycles without stretching. High-quality compounds are designed to resist the specific environmental stressors of your facility, such as heat from ovens or abrasion from raw materials. Here is the deal: choosing a belt with superior elongation-at-break metrics means your system can absorb impacts that would destroy lesser alternatives.
What is the long-term ROI of investing in quality?
Investing in premium components significantly reduces the total cost of ownership by extending the time between replacement cycles. You will find that while the initial outlay may be higher, the reduction in labor costs for repairs and the elimination of lost production hours create a rapid return on investment.
- Reduced Maintenance: Fewer interventions required over the belt’s lifespan.
- Enhanced Safety: Quality belts are less likely to experience catastrophic snaps.
- Consistent Throughput: Maintains steady speed and alignment for precise casting.
Key Takeaway: Quality belts are the backbone of industrial efficiency, transforming material handling from a liability into a high-performance asset.
| Metric | Budget Belt | High-Quality Belt | |
|---|---|---|---|
| Average Lifespan | 12-18 Months | 36-60 Months | |
| Maintenance Frequency | Bi-weekly | Quarterly | |
| Impact Resistance | Low | High |
This analysis demonstrates that premium materials drastically reduce operational volatility and long-term expenses.
What are the different grades of rubber used in conveyor belts?
Different grades of rubber, such as Grade M and N, are engineered to provide specific levels of abrasion and heat resistance depending on the material handled. Selecting a durable rubber conveyor belt with the appropriate ISO 10247 rating is critical for optimizing performance in diverse industrial settings.
When should you choose abrasion-resistant Grade M or N rubber?
You should opt for Grade M rubber when your operation involves highly abrasive materials like crushed stone or gypsum used in plaster casting. These grades are specifically formulated to resist gouging and surface wear, keeping your production line moving smoothly. But that’s not all; these grades also offer excellent ozone resistance for outdoor or high-exposure environments.
How does heat-resistant rubber differ from standard grades?
Standard rubber belts often crack when exposed to the high curing temperatures required in plaster casting processes. You need EPDM or specialized SBR compounds that maintain their molecular integrity even when transporting materials at temperatures exceeding 200°C.
- Grade M: Superior resistance to cutting and gouging from sharp aggregates.
- Grade N: High-quality standard for general abrasive material transport.
- EPDM/Heat Resistant: Essential for curing ovens and foundry applications.
Key Takeaway: Matching the rubber grade to your specific environmental stressors is the first step in maximizing conveyor longevity.
| Rubber Grade | Primary Feature | Typical Application | |
|---|---|---|---|
| Grade M | High Abrasion Resistance | Mining & Heavy Aggregates | |
| Grade N | General Purpose | Light Industrial & Logistics | |
| Heat Resistant | Temperature Stability | Foundries & Plaster Curing |
The choice of rubber compound directly correlates to the belt’s ability to withstand site-specific chemical and thermal degradation.
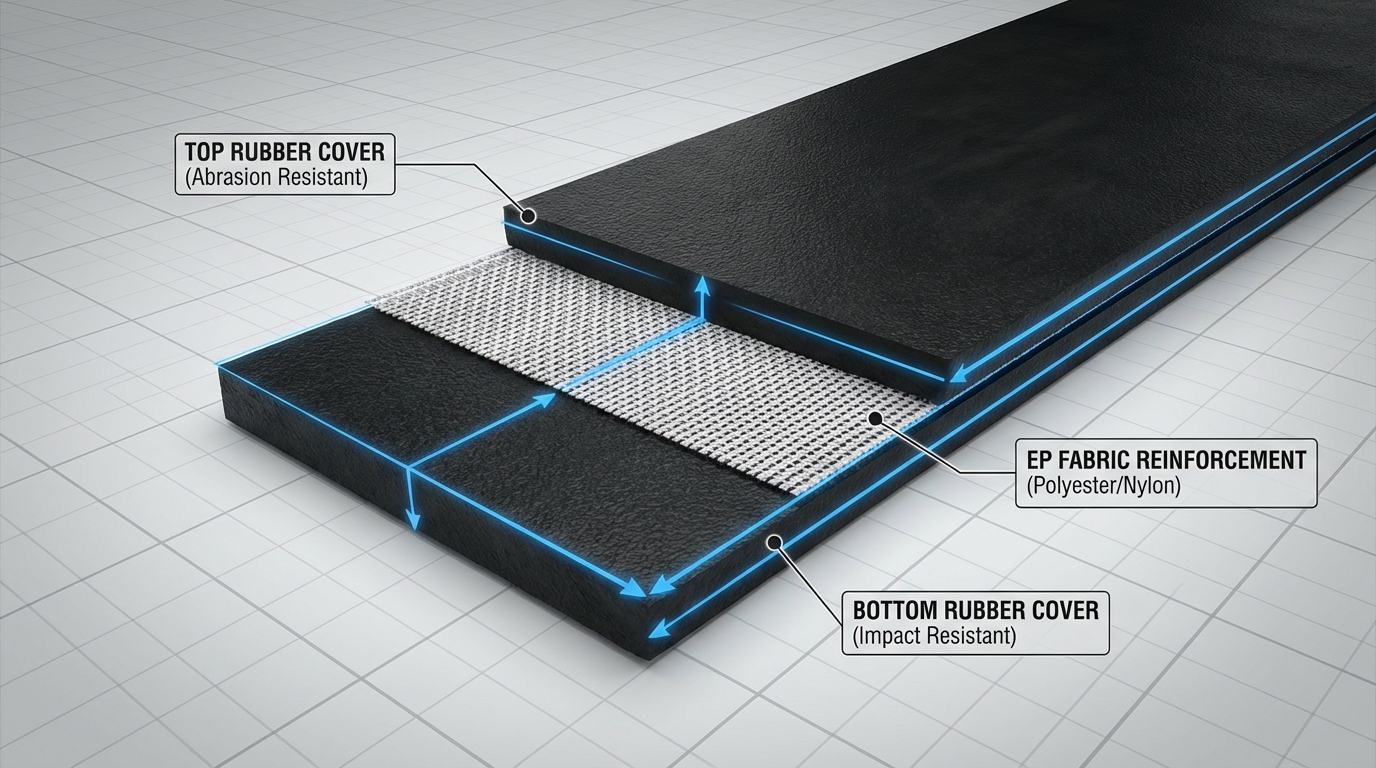
How do internal reinforcement layers impact belt performance?

Internal reinforcement layers, or the carcass, provide the necessary tensile strength and structural integrity required to move heavy loads over long distances. A durable rubber conveyor belt relies on these fabric or steel layers to maintain its shape and prevent excessive stretching during high-tension operations.
What makes EP fabric the industry standard for reinforcement?
You will find that Polyester/Nylon (EP) fabric is widely used because it combines high impact resistance with low moisture absorption. This ensures that your belt remains stable even in humid environments common in plaster processing plants. Here is the deal: EP fabric allows for excellent troughability, meaning the belt can easily form a “U” shape to carry more material.
Why are steel cord belts necessary for long-distance transport?
When you are moving materials across massive industrial complexes, fabric reinforcement may not provide enough strength to prevent stretching. Steel cord belts offer extremely low elongation, allowing you to run longer conveyor lines with fewer transfer points.
- Low Stretch: Minimizes the need for frequent take-up adjustments.
- High Impact Resistance: Protects the carcass from damage during heavy loading.
- Corrosion Resistance: Galvanized cords prevent internal rust and delamination.
Key Takeaway: The internal structure of the belt is what defines its load capacity and resistance to mechanical deformation under stress.
| Carcass Type | Tension Rating | Best For | |
|---|---|---|---|
| EP Fabric | Medium | Short-to-Medium Distances | |
| Steel Cord | High | Long Distances & High Lift | |
| NN (Nylon) | Medium-High | High Impact & Flexing |
Modern reinforcement technologies allow for thinner, stronger belts that reduce energy consumption and motor strain.
How do you select the right belt for heavy-duty mining?

Selecting the right belt for mining requires an analysis of impact resistance, rip-stop technology, and cover thickness to handle sharp ore. Choosing a durable rubber conveyor belt designed for heavy-duty mining is essential to prevent punctures that cause immediate system failure.
What impact resistance levels are required for ore handling?
You need to evaluate the drop height and the size of the material falling onto the belt at the loading point. High-impact zones require a “breaker layer” or a thicker top cover to absorb the kinetic energy of falling rocks. Think about it: a belt that cannot absorb impact will suffer from carcass bruising, leading to premature failure.
How does rip-stop technology protect your investment?
If a sharp object pierces your belt, you want the damage to stay localized rather than tearing the entire length of the system. You can specify belts with embedded steel meshes or sensors that trigger an emergency stop if a rip is detected.
- Breaker Layers: Additional plies that distribute impact forces.
- Rip-Stop Weave: Transverse reinforcement that prevents longitudinal tearing.
- Thicker Covers: Provides a sacrificial layer for abrasive ores.
Key Takeaway: Mining belts must be over-engineered to handle the unpredictable nature of heavy aggregate and ore transport.
| Feature | Purpose | Operational Benefit | |
|---|---|---|---|
| Impact Breaker | Absorbs shock | Prevents carcass bruising | |
| Rip-Stop Mesh | Stops tears | Avoids catastrophic belt loss | |
| Grade M Cover | Resists cutting | Extends surface life in mines |
A strategic focus on impact protection ensures that heavy-duty belts can survive the most aggressive loading environments.
Which rubber belts are best suited for chemical exposure?

Nitrile-based rubber belts are best suited for chemical and oil exposure because they prevent the swelling and cover separation common in standard compounds. Every durable rubber conveyor belt used in fertilizer or chemical plants must feature specialized cross-linking polymers to resist degradation.
Why is nitrile rubber essential for oily environments?
You will notice that standard SBR rubber swells and loses its grip when it comes into contact with oils or fats. Nitrile rubber (NBR) is chemically resistant to these substances, ensuring that your belt remains flexible and maintains its tension over time. Here is the deal: using the wrong compound in an oily environment can cause the belt to expand and slip off the pulleys within weeks.
How do chemical-resistant covers prevent belt swelling?
The chemistry of these covers involves specialized polymers that create a barrier against corrosive agents found in industrial cleaners or chemical processing. You need to ensure that the bottom cover is also protected if chemical runoff is likely to reach the underside of the system.
- NBR/PVC Blends: Provide a balance of oil resistance and cost-effectiveness.
- High-Nitrile Content: Used for extreme oil exposure in food or industrial processing.
- Anti-Static Properties: Prevents spark hazards in chemical-rich atmospheres.
Key Takeaway: Specialized chemical-resistant belts are mandatory for any operation involving oils, fats, or corrosive industrial materials.
| Material Type | Resistance Level | Typical Chemical | |
|---|---|---|---|
| Nitrile (NBR) | High | Mineral & Vegetable Oils | |
| Neoprene | Medium | Mild Chemicals & Weathering | |
| EPDM | High | Oxidizing Acids & Heat |
Selecting the correct chemical-resistant polymer prevents the expensive “snake” effect where belts warp and lose tracking due to absorption.
How can you optimize conveyor belt life through maintenance?

Optimizing belt life requires a proactive maintenance schedule focusing on alignment, tensioning, and early detection of surface wear. Implementing a routine for your durable rubber conveyor belt can extend its service life by up to 50% compared to “run-to-fail” strategies.
What are the signs that your belt needs immediate repair?
You should look for edge fraying, cover scoring, and any signs of splice deformation during your weekly inspections. These small issues are the early warnings of a major failure that could shut down your entire plaster casting line. But that’s not all; excessive heat coming from a pulley could indicate a bearing failure that will eventually melt the rubber.
How does proper tensioning extend the life of rubber belts?
If your belt is too loose, it will slip on the drive pulley, generating friction that destroys the bottom cover. Conversely, a belt that is too tight places unnecessary strain on the motor and bearings, leading to mechanical fatigue.
- Alignment Checks: Ensure the belt is centered to prevent edge damage.
- Scraper Maintenance: Keep the belt clean to avoid material build-up on pulleys.
- Splice Monitoring: Regularly check the integrity of vulcanized or mechanical joints.
Key Takeaway: Consistent, low-cost maintenance activities are the most effective way to prevent high-cost emergency repairs.
| Task | Frequency | Objective | |
|---|---|---|---|
| Visual Inspection | Daily | Identify surface cuts or debris | |
| Tracking Alignment | Weekly | Prevent edge wear and spillage | |
| Tension Audit | Monthly | Ensure optimal drive efficiency |
Proactive maintenance shifts the focus from reactive firefighting to strategic asset management and reliability.
What role does belt thickness and cover grade play?

Belt thickness and cover grade are the primary variables that dictate how much “wear life” is available before the carcass is exposed. A durable rubber conveyor belt must have a top cover thickness that is proportional to the abrasiveness of the material being transported.
How do you calculate the ideal top and bottom cover thickness?
You should use a ratio formula based on the cycle time and the abrasiveness of your materials, such as gypsum or clinker. Generally, a thicker top cover is required for abrasive materials, while a thinner bottom cover is sufficient for contact with pulleys. Here is the deal: if your belt has a short cycle time, the cover will wear down much faster, necessitating a higher initial thickness.
Why is the “Shore A” hardness rating important for your application?
The Shore A rating tells you how hard or flexible the rubber surface is, which impacts how well it handles punctures. You need a balance; a cover that is too hard may crack, while one that is too soft may gouge easily.
- Wear Ratios: The relationship between cover thickness and material throughput.
- Shore A Rating: Typically ranges from 60 to 70 for standard industrial belts.
- Sacrificial Layers: Extra thickness added to account for high-abrasion zones.
Key Takeaway: Strategic cover thickness selection ensures you aren’t paying for extra rubber you don’t need or risking carcass damage.
| Material | Recommended Top Cover | Abrasion Level | |
|---|---|---|---|
| Fine Sand | 3mm – 4mm | Moderate | |
| Plaster Molds | 5mm – 6mm | Moderate-High | |
| Heavy Ore | 8mm – 12mm | Extreme |
The correct thickness-to-load ratio maximizes the interval between belt replacements and optimizes operational costs.
How do environmental factors affect conveyor belt integrity?
Environmental factors like UV exposure, extreme temperatures, and ozone levels can cause rubber to crack and lose its elastic properties over time. Protecting your durable rubber conveyor belt from these elements is critical for maintaining structural integrity in outdoor or high-heat facilities.
What happens to rubber belts in extreme cold environments?
You need to be aware that standard rubber can reach its “glass transition temperature” in sub-zero conditions, making it brittle and prone to cracking. Cold-resistant belts are formulated with specialized plasticizers that keep the rubber flexible even in arctic climates. But that’s not all; cold can also affect the belt’s ability to track correctly as it becomes stiff and resistant to troughing.
How does UV exposure degrade outdoor conveyor systems?
If your conveyor is exposed to direct sunlight, the UV rays will break down the molecular bonds in the rubber, leading to surface “alligatoring” or cracking. You must specify belts with anti-ozonants and UV stabilizers if the system is located outdoors.
- Cold Resistance: Prevents cracking and stiffness in winter conditions.
- Ozone Protection: Essential for high-voltage environments or outdoor use.
- UV Stabilizers: Protects the polymer chain from sunlight-induced degradation.
Key Takeaway: Environmental stressors are silent killers of rubber belts that require specialized chemical additives to counteract.
| Factor | Effect | Solution | |
|---|---|---|---|
| UV Light | Surface Cracking | UV Stabilized Rubber | |
| Extreme Cold | Brittleness | Low-Temp Plasticizers | |
| High Heat | Softening/Melting | EPDM Compounds |
Analyzing the site’s micro-climate is essential for selecting a belt that won’t fail prematurely due to atmospheric conditions.
What are the latest innovations in high-performance rubber?

Recent innovations include energy-saving rubber compounds that reduce rolling resistance and eco-friendly materials that decrease the industrial carbon footprint. A modern durable rubber conveyor belt can now contribute to your facility’s sustainability goals while lowering monthly electricity expenses.
How are eco-friendly rubber compounds changing the industry?
You will see more manufacturers using recycled content and low-VOC (Volatile Organic Compound) manufacturing processes to meet global environmental standards. These belts offer the same performance as traditional options but help your company achieve its green initiatives. Here is the deal: eco-friendly doesn’t mean less durable anymore; these compounds are tested to the same rigorous DIN standards.
What is “Energy Saving Rubber” and how does it reduce costs?
This technology works by lowering the “indentation rolling resistance” (IRR) as the belt moves over idlers. You can reduce the power consumption of your conveyor drive motors by up to 15% simply by switching to a low-IRR compound.
- Low-IRR Compounds: Specialized rubber for the bottom cover to save energy.
- Eco-Polymers: Sustainable raw materials that maintain high tensile strength.
- Smart Sensors: Embedded RFID tags for real-time wear and health monitoring.
Key Takeaway: Modern belt technology offers more than just material transport; it provides energy efficiency and sustainability.
| Innovation | Primary Value | Target Industry | |
|---|---|---|---|
| Energy Saving (IRR) | Lower Power Bills | Heavy Mining & Steel | |
| Eco-Friendly Belts | ESG Compliance | Global Corporations | |
| Integrated Sensors | Predictive Repair | Automated Facilities |
Technological advancements have transformed the conveyor belt from a simple consumable into a smart, energy-efficient component.
How do you choose a reliable supplier for industrial belts?

Choosing a reliable supplier involves verifying their ISO 9001 certifications, technical support capabilities, and track record in your specific industry. When sourcing a durable rubber conveyor belt , you must prioritize manufacturers who provide comprehensive testing reports and site-specific engineering advice.
What certifications should you look for in a belt manufacturer?
You need to ensure the manufacturer complies with international standards like DIN, ISO, and CE to guarantee safety and performance. These certifications are proof that the belt has undergone rigorous testing for tensile strength, abrasion resistance, and fire safety. But that’s not all; look for specialized mining approvals like MSHA if your operation is underground.
Why is after-sales technical support critical for large operations?
When a belt fails at 2:00 AM, you need a partner who can provide emergency splicing services or technical troubleshooting. A reliable supplier acts as a consultant, helping you optimize your system’s design to prevent future failures.
- ISO 9001: Ensures consistent quality management in production.
- Site Audits: Suppliers who offer to inspect your system for optimization.
- Customization: Ability to provide custom widths, profiles, and cover grades.
Key Takeaway: Your belt supplier should be a long-term partner dedicated to your facility’s uptime and operational success.
| Supplier Criteria | Importance | Why It Matters | |
|---|---|---|---|
| Int’l Certifications | Essential | Guarantees safety and quality | |
| Technical Support | High | Minimizes repair downtime | |
| Customization | Medium | Tailors belt to your unique needs |
A thorough vetting process for suppliers ensures you receive high-performance components that meet the strictest industrial standards.
Conclusion
Maximizing the efficiency of your plaster casting or industrial facility starts with the selection of high-performance transport systems. By understanding the synergy between rubber chemistry, reinforcement structures, and application-specific designs, you can transform your material handling system from a maintenance liability into a strategic asset. Our vision is to provide industrial solutions that stand the test of time, weather extreme environments, and drive global productivity forward.
Don’t let subpar equipment bottleneck your operations; contact us today to find the perfect belt for your specific heavy-duty needs.
FAQ
Can I use these rubber belts for high-temperature clinker transport?Yes, you certainly can. High-quality heat-resistant belts are specifically formulated with EPDM or specialized SBR compounds that maintain flexibility and structural integrity even when exposed to continuous temperatures exceeding 200°C.
What’s the best way to prevent belt mistracking in a casting facility?The most effective method is a combination of proper initial alignment and regular maintenance of the idlers and pulleys. You should also ensure that your material is being loaded centrally onto the belt, as off-center loading is a primary cause of tracking issues.
How do I know if the internal carcass of my belt is failing?You should look for localized swelling, unusual ripples on the belt surface, or a sudden loss of tension that cannot be corrected with the take-up pulley. These symptoms often indicate that the internal fabric or steel cords have snapped or delaminated from the rubber covers.
Can I customize the width of the belt for my specific production line?Absolutely. Professional manufacturers can produce belts in a wide range of custom widths, often up to 3200mm, to ensure the system fits your existing infrastructure perfectly without the need for expensive modifications.
What’s the best rubber grade for resisting chemical cleaners in my plant?Nitrile (NBR) is generally the best choice for chemical and oil resistance. It is engineered to prevent the rubber from swelling or softening when it comes into contact with the harsh solvents or oily residues common in many industrial cleaning and processing environments.