A food grade rubber conveyor belt ensures safe, hygienic transport in processing facilities, preventing contamination, meeting regulations, and maintaining efficient, continuous production.
What is a food grade rubber conveyor belt?

A food grade rubber conveyor belt is an industrial transit band manufactured from non-toxic, FDA-approved materials specifically engineered for direct contact with consumables. When outfitting your facility, understanding the exact purpose of a food grade rubber conveyor belt is essential for maintaining strict compliance with international safety standards. These specialized belts prevent chemical migration into your products while offering robust mechanical strength for continuous manufacturing cycles.
They act as the primary bridge between raw ingredient intake and final packaging. By replacing outdated, porous materials with these hygienic solutions, you actively protect both your end consumer and your bottom line.
Defining strict hygiene standards
To meet global health regulations, your facility must utilize materials that inherently resist bacterial penetration and fungal growth. Standard industrial belts contain harmful plasticizers that can leach into wet or fatty foods over time.
But that’s not all. True food-safe belting provides a completely non-porous surface that actively blocks microbial adhesion.
- Prevents chemical leaching
- Inhibits bacterial growth
- Complies with FDA regulations
Material composition and safety
The core formulation of these systems relies on premium synthetic polymers combined with friction-resistant bottom covers. This construction gives you the flexibility needed for small pulley systems while maintaining incredible tensile strength.
Key Takeaway: Utilizing the right belting materials guarantees regulatory compliance and protects your consumers from dangerous health hazards.
| Feature | Benefit | Importance Level | |
|---|---|---|---|
| Non-porous surface | Blocks bacteria | Critical | |
| Toxin-free compound | Prevents leaching | Critical | |
| High tensile strength | Reduces stretching | High |
Implementing non-toxic materials directly correlates with achieving zero-contamination targets in modern food processing.
How hygienic is a food grade rubber conveyor belt?

These belts are highly hygienic because their non-porous top covers completely repel moisture, oils, and organic residues. Maintaining exceptional sanitation levels means relying on a food grade rubber conveyor belt designed to withstand aggressive daily washdowns. Unlike traditional fabric-layered alternatives, they do not harbor hidden microbes within frayed edges.
Sanitary performance dictates the overall success of your manufacturing plant. Investing in a belt with superior hygienic properties minimizes the extensive labor usually required to keep factory floors sterile.
Eliminating product contamination
Cross-contamination remains the primary concern when processing different edible goods on the same line. By utilizing advanced monolithic structures, you eliminate the microscopic crevices where pathogens typically multiply.
Here is why:
- No exposed fabric fibers
- Seamless jointing options
- Complete moisture resistance
Resistance to aggressive oils
Processing meats and dairy exposes your equipment to highly corrosive animal fats and cleaning acids. Standard rubber degrades rapidly under these conditions, causing the surface to crack and flake into your product.
Key Takeaway: A fully sealed, oil-resistant belt surface is your strongest defense against dangerous pathogen outbreaks and costly product waste.
| Contaminant | Belt Resistance Mechanism | Hygiene Rating | |
|---|---|---|---|
| Animal fats | Oil-resistant polymers | Excellent | |
| Moisture | Non-porous cover | Excellent | |
| Pathogens | Seamless splicing | High |
Superior resistance to organic fats dramatically extends the sanitary lifespan of your production equipment.
What forms a food grade rubber conveyor belt?

A food grade rubber conveyor belt is formed through the precise vulcanization of synthetic plies bonded to FDA-approved elastomer covers. The internal construction of every food grade rubber conveyor belt determines its load-bearing capacity and flexibility during rigorous operations. You need a system that combines a pristine outer layer with a highly durable inner carcass.
Understanding this construction helps you select the right tensile strength for your specific mechanical setup. When the internal plies match your motor output, your system runs flawlessly without snapping.
Raw material selection
Choosing the right base polymers dictates how well your system will perform under thermal stress and heavy loads. Premium synthetic rubbers are blended without toxic additives or dangerous heavy metals.
It gets better:
- FDA-approved elastomers
- High-tenacity polyester plies
- Friction-reducing bottom fabrics
Advanced surface finishing
The top cover must be perfectly smooth or properly textured to handle specific product types effectively. Smooth finishes make cleaning effortless, while matte textures prevent wet items from slipping during incline transport.
Key Takeaway: The precise combination of synthetic fabrics and non-toxic polymers creates a durable, safe transport system for any facility.
| Component | Material | Function | |
|---|---|---|---|
| Top Cover | Synthetic elastomer | Direct food contact | |
| Carcass | Polyester fabric | Tensile strength | |
| Bottom Cover | Bare fabric/rubber | Pulley friction control |
Layered engineering ensures that the belt remains structurally sound without ever compromising surface hygiene.
Where do you use a food grade rubber conveyor belt?

You use these specialized belts in bakeries, meat processing plants, dairy facilities, and agricultural sorting lines. A reliable food grade rubber conveyor belt is essential anywhere bulk edible goods are moved, cooled, or packaged on an industrial scale. They bridge the gap between initial raw material intake and final product packaging seamlessly.
From freezing tunnels to industrial ovens, these belts adapt to extreme environments. You can easily integrate them into complex logistics networks designed for high-speed manufacturing.
Bakery and confectionery lines
Hot ovens and sticky dough require belts that will not melt, stretch, or adhere to the product. High-temperature resistance allows baked goods to transition directly from ovens to cooling tunnels without interruption.
Consider these applications:
- Dough cutting and molding
- Cooling tunnel transport
- Packaging integration
Meat and poultry handling
Raw meat processing demands environments capable of surviving heavy impacts and constant low temperatures.
Here is the secret: Advanced belting materials resist the sharp edges of bones and cutting tools. This prevents deep gouges where dangerous bacteria could hide.
Key Takeaway: Implementing industry-specific sanitary belts optimizes production speed across diverse manufacturing sectors from baking to butchery.
| Industry | Primary Challenge | Belt Solution | |
|---|---|---|---|
| Bakery | High heat, sticky dough | Non-stick, heat-resistant | |
| Meat | Fats, sharp bones | Cut-resistant, oil-proof | |
| Dairy | Moisture, daily washing | Non-porous, waterproof |
Targeted belt applications directly solve the unique environmental challenges present in different food manufacturing sectors.
What layers form a food grade rubber conveyor belt?
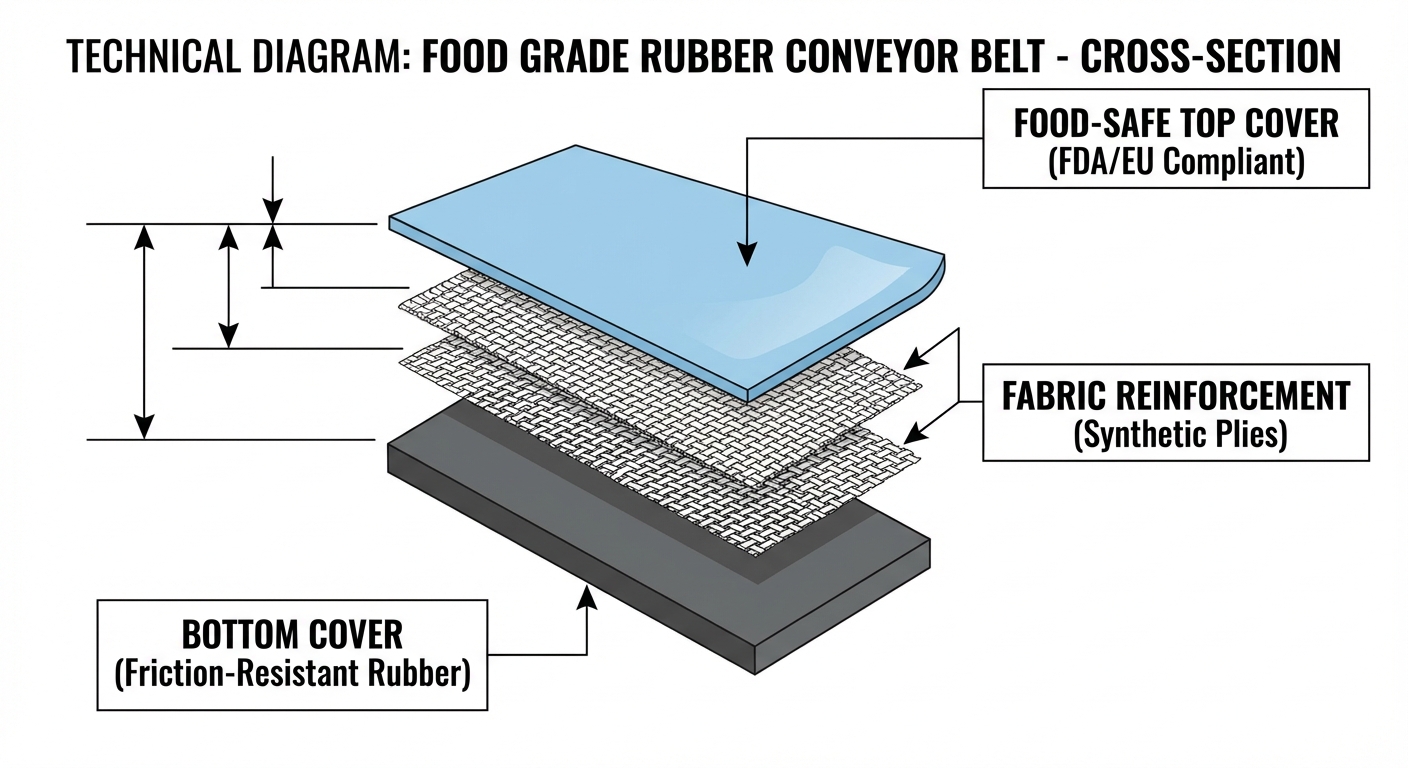
A food grade rubber conveyor belt consists of a sanitary top cover, internal reinforcing fabric plies, and a friction-resistant bottom layer. To understand the strength of a food grade rubber conveyor belt, you must examine its multi-layered technical architecture. This strategic design balances the need for surface cleanliness with vital mechanical endurance.
Each layer is fused together under extreme heat and pressure to prevent delamination. You can trust this unified structure to withstand the daily mechanical abuse of heavy-duty transport.
The food-safe top cover
This top layer interacts directly with your ingredients, acting as an impenetrable shield against oils and moisture. Its formulation must strictly adhere to FDA and EU safety guidelines to guarantee zero chemical migration.
- Completely non-porous
- Resistant to cleaning chemicals
- Customizable textures
The fabric reinforcement core
Beneath the surface, tightly woven synthetic fabrics provide the dimensional stability required for continuous movement.
But that’s not all. This core structure prevents the belt from stretching out of alignment under heavy production loads.
Key Takeaway: A well-engineered cross-section ensures that your belt delivers both absolute surface purity and long-lasting mechanical reliability.
| Layer | Location | Primary Role | |
|---|---|---|---|
| Top Cover | Surface | Hygiene and food contact | |
| Fabric Plies | Internal | Load bearing and stability | |
| Bottom Cover | Underside | Driving and tracking |
The structural synergy between these distinct layers dictates the overall longevity and performance of your conveying system.
How to sanitize a food grade rubber conveyor belt?

You sanitize these belts using high-pressure water jets, specialized foaming detergents, and chemical disinfectants approved for food facilities. Maintaining a pristine food grade rubber conveyor belt requires strict adherence to daily washdown protocols that eliminate biofilm buildup. Because these materials resist water absorption, the cleaning process is faster and requires less downtime.
A thorough sanitation routine is your best defense against catastrophic product recalls. Training your staff to clean these belts properly extends their lifespan and keeps your facility audit-ready.
High-pressure washing protocols
Your sanitation crew must systematically remove macro-debris before applying any active chemical agents. High-pressure spraying dislodges stubborn particles trapped in textured surfaces or around splicing joints.
Follow these steps:
- Pre-rinse to remove large debris
- Apply alkaline foaming detergents
- Scrub and perform final sanitizing rinse
Chemical resistance to agents
Aggressive cleaning chemicals like chlorine and peracetic acid can destroy standard industrial plastics rapidly.
Here is why: Sanitary belts are chemically cross-linked to withstand harsh sterilization routines without degrading. This ensures your equipment remains intact even after thousands of washing cycles.
Key Takeaway: Implementing rigorous, multi-step cleaning protocols guarantees that your belting remains completely sterile and ready for safe production.
| Cleaning Step | Method | Purpose | |
|---|---|---|---|
| Phase 1 | High-pressure water | Debris removal | |
| Phase 2 | Alkaline foam | Break down fats | |
| Phase 3 | Chemical sanitizer | Eliminate bacteria |
Consistent execution of proper sanitation techniques is mandatory for preventing localized bacterial outbreaks in your facility.
How to check a food grade rubber conveyor belt?

You inspect them by visually checking for surface cracks, measuring tension alignment, and verifying the integrity of the splicing joints. Regularly monitoring your food grade rubber conveyor belt prevents unexpected catastrophic failures that could halt your entire factory line. A proactive maintenance schedule saves you thousands of dollars in emergency repairs and lost production time.
Empowering your maintenance technicians to spot early warning signs guarantees uninterrupted output. You must document these inspections to satisfy safety inspectors and optimize your replacement cycles.
Visual surface inspections
Your maintenance team should routinely examine the top cover for deep scratches, discoloration, or signs of chemical burn. Any visible compromise in the surface means bacteria can now penetrate and multiply within the fabric core.
Watch out for:
- Micro-cracking on the edges
- Delamination of the top cover
- Fraying at the splice seam
Assessing belt tension needs
Improper tensioning forces the belt to drift off-center, causing severe edge wear against the conveyor frame.
It gets better: Modern tracking systems allow you to make micro-adjustments while the machine is actively running.
Key Takeaway: Routine visual and mechanical inspections drastically extend the life of your belting while securing your product’s safety.
| Inspection Area | Defect to Look For | Action Required | |
|---|---|---|---|
| Top Surface | Gouges or cracks | Schedule replacement | |
| Splicing Joint | Peeling or separation | Re-vulcanize joint | |
| Edges | Fraying or wear | Adjust tracking |
Diligent daily inspections are the most cost-effective method for minimizing mechanical downtime and ensuring continuous sanitary operation.
How efficient is a food grade rubber conveyor belt?

These belts are highly efficient, capable of moving thousands of products per hour while minimizing energy consumption through low-friction operation. Optimizing your throughput depends heavily on installing a food grade rubber conveyor belt perfectly matched to your required operating speeds. Their low elongation properties mean you spend less time re-tensioning and more time actually producing goods.
Efficiency directly translates to profitability in the manufacturing sector. When you reduce mechanical friction, you simultaneously lower your facility’s monthly power expenditures.
Maximizing production speeds
High-volume bakeries and packaging plants rely on smooth, continuous momentum to hit aggressive daily quotas. Lightweight synthetic carcasses reduce the total load on your drive motors, saving significant electrical costs over time.
- Reduces energy consumption
- Maintains consistent tracking
- Handles high-speed transfers
Minimizing mechanical downtime
When equipment fails, whole batches of perishable food can spoil instantly on the factory floor.
Here is the secret: Choosing a belt with high tear resistance ensures that minor jams do not result in complete belt severing.
Key Takeaway: Upgrading to advanced, energy-efficient belting directly increases your profit margins by maximizing continuous, uninterrupted output.
| Efficiency Metric | Belt Contribution | Business Impact | |
|---|---|---|---|
| Energy Usage | Low-friction bottom | Lower power bills | |
| Uptime | High tear resistance | Fewer production stops | |
| Speed | Lightweight carcass | Higher product throughput |
Operational efficiency is exponentially improved when the mechanical properties of your belt align with your motor capabilities.
Can a food grade rubber conveyor belt handle veg?

Yes, they easily handle delicate fresh vegetables by utilizing smooth, impact-absorbing surfaces that prevent bruising during rapid transit. A dedicated food grade rubber conveyor belt is heavily utilized in agricultural washing, sorting, and packaging facilities worldwide. These systems are specifically designed to operate flawlessly in the cold, wet environments typical of fresh produce processing.
Moving agricultural goods requires a delicate balance of speed and gentle handling. You can rely on these soft-touch materials to preserve the aesthetic quality of your fresh harvest.
Fruit and vegetable handling
Harvested greens carry dirt, water, and acidic plant juices directly onto your processing equipment. You need belts that will not degrade when constantly soaked in chilled water or exposed to natural citric acids.
Consider these features:
- Complete water resistance
- Soft touch for delicate produce
- Perforated options for drainage
Cold room performance
Vegetable packing often occurs in near-freezing environments to maintain product crispness and longevity.
But that’s not all. Standard plastics become brittle and snap in cold rooms, whereas specialized hygienic rubbers maintain their vital flexibility.
Key Takeaway: Utilizing temperature-resilient, water-proof belting ensures that your delicate produce arrives at the packaging station unbruised and perfectly clean.
| Produce Challenge | Belt Solution | Result | |
|---|---|---|---|
| Constant moisture | Waterproof sealing | No core rot | |
| Cold temperatures | Flexible elastomers | Prevents cracking | |
| Delicate skins | Smooth surface finish | Eliminates bruising |
Selecting belting designed for high-moisture, low-temperature environments guarantees superior quality control for fresh agricultural products.
How to store a food grade rubber conveyor belt?

You must store them in a cool, dry, dark environment, suspended horizontally on racks to prevent pressure deformations. Proper warehousing of your spare food grade rubber conveyor belt ensures it remains flexible and ready for immediate deployment when emergencies strike. Poor storage practices rapidly degrade synthetic rubbers, rendering them useless before they even touch a machine.
Safeguarding your backup inventory is just as critical as maintaining your active equipment. By controlling the warehouse environment, you protect your capital investment from premature decay.
Identifying proper storage conditions
UV light from the sun and ozone generated by electrical equipment break down rubber compounds rapidly. You must keep spare rolls wrapped in protective dark plastic and away from heavy industrial machinery.
- Maintain temperatures between 10°C and 20°C
- Block all direct sunlight
- Keep away from electrical motors
Preventing physical deformation
Never store heavy belt rolls standing upright on their edges for extended periods.
Here is why: The immense weight will crush the edges, causing permanent warping that makes the belt impossible to track properly once installed.
Key Takeaway: Implementing strict inventory storage guidelines protects your capital investment and guarantees replacement parts function perfectly when needed.
| Storage Factor | Ideal Condition | Risk if Ignored | |
|---|---|---|---|
| Light Exposure | Total darkness | Rubber oxidizes/cracks | |
| Positioning | Suspended horizontally | Edges become warped | |
| Environment | Cool and dry | Mold growth on plies |
Professional inventory management and environmental control drastically increase the shelf life of your critical spare components.
ConclusionSecuring the integrity of your processing line is non-negotiable in the highly regulated food manufacturing industry. By understanding the mechanical structure, sanitation requirements, and proper storage protocols for these advanced transit systems, you actively prevent devastating contamination events. Don’t let substandard equipment compromise your hard-earned brand reputation or slow down your facility’s output. To upgrade your facility with a custom, high-performance sanitary solution, contact us today .
FAQ
Can I use a standard rubber belt for packaged food?No, standard rubber contains toxic plasticizers that can migrate into food packaging. You must use FDA-approved materials regardless of packaging thickness.
What’s the best way to fix a tear in a sanitary belt?The best method is hot vulcanization splicing. It melts the materials back together smoothly, leaving no crevices for dangerous bacteria to hide.
Can I run a food-safe belt in an industrial oven?Yes, but only if it is specifically compounded for high temperatures. Standard hygienic belts will melt, so you must specify heat-resistant materials during purchase.
What’s the best color for food processing belts?Blue or white are the industry standards. Blue provides excellent visual contrast against most foods, making it incredibly easy to spot foreign debris.
Can I use harsh bleach to clean these belts?Yes, premium sanitary belts are chemically cross-linked to resist harsh bleaches and acids. This resistance ensures rapid sterilization without destroying the belt’s surface.