
A mining wear resistant rubber conveyor belt ensures durability against abrasion, reduces downtime, and improves efficiency, helping mining operations maintain stable and cost-effective material handling.
What is a mining wear resistant rubber conveyor belt?

A mining wear resistant rubber conveyor belt is a specialized material handling component designed to transport ore, coal, and aggregates across long distances. This vital link features a heavy-duty rubber cover engineered to withstand the extreme abrasion and impact typical of harsh mining environments.
The performance of your extraction point depends entirely on the durability of the belt surface. High-grade polymers ensure that jagged materials do not penetrate the internal reinforcement.
How does the belt structure protect your investment?
The structural integrity of the belt relies on a multi-layered defense system. Each layer must be engineered in harmony to prevent premature delamination or snapping under heavy load.
Here is the bottom line:
- Top Cover: High-grade rubber for superior abrasion resistance.
- Carcass: Textile or steel reinforcement for high tensile strength.
- Bottom Cover: Protective layer designed for roller friction management.
Key Takeaway: The belt is the “backbone” of the conveyor system, requiring specific engineering to survive the harsh conditions of a mine site.
| Component | Primary Function | Materials Used | |
|---|---|---|---|
| Top Cover | Protects against impact and abrasion | SBR or Natural Rubber | |
| Carcass | Provides structural integrity | EP, NN, or Steel Cord | |
| Bottom Cover | Reduces wear from idlers | Low-friction compounds |
A well-balanced belt composition ensures that the covers protect the carcass from environmental and mechanical damage.
Why buy a mining wear resistant rubber conveyor belt?

Buying a mining wear resistant rubber conveyor belt reduces unplanned downtime by up to 70% and significantly extends your service intervals. These belts are specifically built to handle heavy tons-per-hour requirements while resisting the cutting and gouging effects of jagged minerals.
Investing in a high-performance mining wear resistant rubber conveyor belt ensures that your system doesn’t fail prematurely under peak loads. This reliability translates directly into higher daily material throughput.
Lowering your total cost of ownership is the primary goal of selecting a high-durability belt. While the initial cost may be higher, the reduction in replacement frequency offers a massive return on investment.
You might be wondering:
- Longevity: Increased service life (3–10 years average).
- Efficiency: Lower energy consumption through optimized tracking.
- Safety: Improved security for site personnel and equipment.
Key Takeaway: Performance-matched belts turn material transport from a liability into a competitive advantage for your mine.
| Benefit | Impact on Operation | ROI Factor | |
|---|---|---|---|
| Longevity | Fewer belt replacements | Lower Capital Expenditure | |
| Efficiency | Higher material throughput | Increased Revenue | |
| Reliability | Consistent uptime | Lower Operational Cost |
Selecting a belt with the correct thickness for your material type ensures you aren’t paying for excess rubber or risking a rupture.
How to test a mining wear resistant rubber conveyor belt?
Testing a mining wear resistant rubber conveyor belt involves measuring the volume loss of the rubber compound during standardized abrasion tests to ensure it meets international DIN or RMA grades. You must verify that the rubber can withstand the specific “cutting and gouging” forces of your ore.
Choosing the right mining wear resistant rubber conveyor belt requires looking beyond price to these technical laboratory specifications. Data-driven selection prevents the installation of sub-standard covers.
Is DIN 53516 testing necessary for your operation?
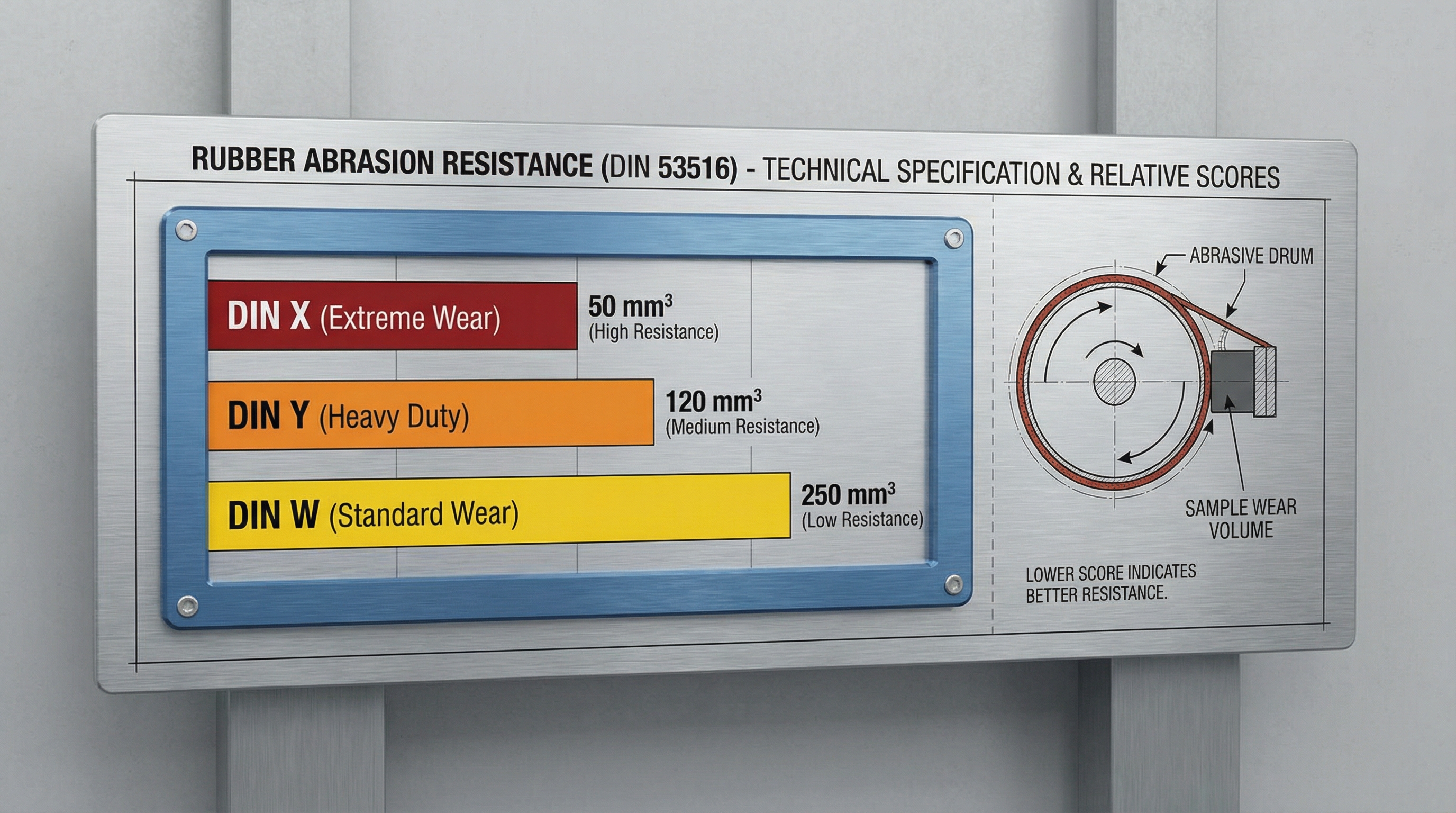
Standardized testing protocols like DIN 53516 provide a clear metric for comparing different rubber compounds. By reviewing these scores, you can predict how the belt will wear over several years of use.
Think about this:
- DIN X: Extreme resistance for sharp, heavy ores (50 mm³ loss).
- DIN Y: Heavy-duty resistance for medium abrasion (120 mm³ loss).
- DIN W: Standard resistance for general materials (250 mm³ loss).
Key Takeaway: Using technical wear ratings allows you to scientifically match your belt to the abrasiveness of your specific material.
| Grade | Abrasion Loss | Typical Application | |
|---|---|---|---|
| DIN X | < 50 mm³ | Hard Rock / Sharp Ore | |
| DIN Y | < 120 mm³ | Coal / Aggregates | |
| DIN W | < 250 mm³ | General Purpose |
Higher resistance grades like DIN X are essential for preventing the rapid thinning of the top cover in hard rock mining.
Which mining wear resistant rubber conveyor belt is best?

The best mining wear resistant rubber conveyor belt depends on your specific application; for instance, multi-ply belts offer excellent shock absorption for short runs, while steel-cord is better for long hauls. You must match the belt’s tensile strength to the total length and incline of your system.
Identifying the ideal mining wear resistant rubber conveyor belt means comparing carcass types like EP (polyester/nylon) or Steel Cord. Each construction has a specific purpose in the mining lifecycle.
Should you choose fabric or steel reinforcement?
Fabric belts are generally more flexible and cost-effective for medium-duty mining. However, steel-cord belts provide the extreme tensile strength needed for overland systems spanning several kilometers.
Let’s get specific:
- Steel-Cord: Best for extremely long distances and high tension.
- EP Fabric: Superior for shock absorption and general mining.
- Straight-Warp: Ideal for high-impact zones and tear resistance.
Key Takeaway: Match the carcass reinforcement to your tension requirements and the cover compound to the material’s physical properties.
| Belt Type | Best For | Advantage | |
|---|---|---|---|
| Multi-Ply | General Purpose | Impact absorption | |
| Straight-Warp | Crushing Stations | High tear resistance | |
| Steel-Cord | Long Overland Runs | Minimal stretch |
A mismatch between carcass strength and system tension will lead to permanent stretching and tracking issues that are impossible to fix.
What is in a mining wear resistant rubber conveyor belt?
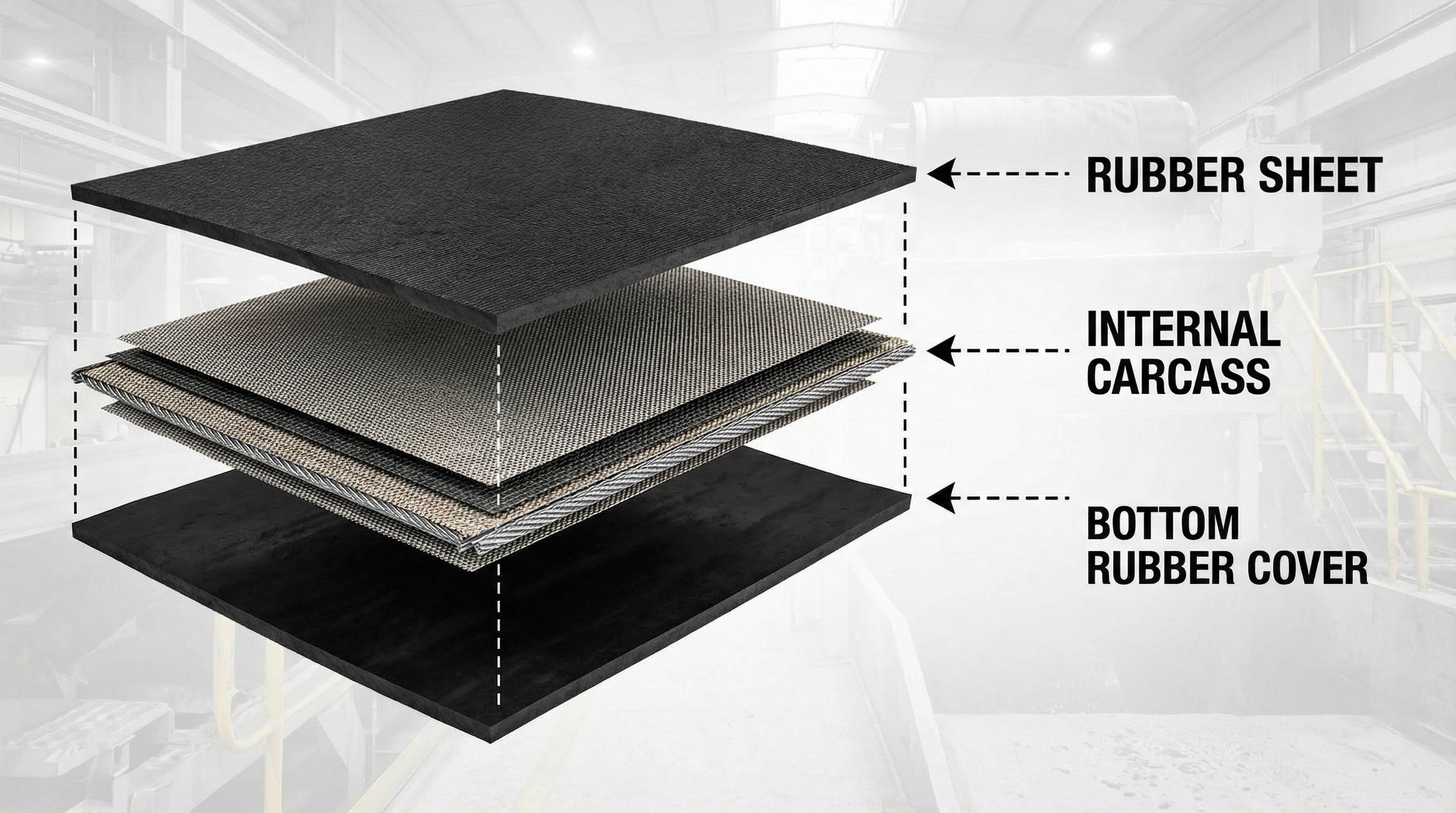
A standard mining wear resistant rubber conveyor belt consists of three core layers: a top cover for material contact, a middle carcass for tensile strength, and a bottom cover. Each layer serves a critical function in maintaining the belt’s integrity under heavy load.
The layers of the mining wear resistant rubber conveyor belt must be engineered in harmony to prevent delamination during high-speed operation. If the bond between the rubber and carcass is weak, the belt will fail.
Why is the internal carcass the belt’s backbone?
The carcass handles all the driving tension and prevents the belt from snapping under the weight of hundreds of tons of ore. It also provides the structural support needed to keep the belt centered on the idlers.
But that’s not all:
- Tensile Strength: Prevents breaking under high start-up torque.
- Troughability: Allows the belt to form a “U” shape for better carrying.
- Adhesion: Ensures the rubber covers stay attached to the core.
Key Takeaway: Failure in any one of the three internal layers leads to a total belt breakdown and expensive repair costs.
| Layer | Key Property | Common Thickness | |
|---|---|---|---|
| Top | Abrasion Resistance | 6mm – 15mm | |
| Carcass | Tensile Strength | Varies by Tension | |
| Bottom | Friction Control | 2mm – 5mm |
Thicker top covers are not always better; they must be balanced with the belt’s total weight to avoid straining your conveyor motors.
Is every mining wear resistant rubber conveyor belt safe?

Not every mining wear resistant rubber conveyor belt is fireproof; underground operations must use specialized belts that meet strict MSHA safety standards to prevent fire spread. Using a surface belt in a confined space is a major safety violation.
A fire-resistant mining wear resistant rubber conveyor belt uses chemical agents to self-extinguish. This feature is non-negotiable for personnel safety in tunnels where ventilation is limited.
Does fire resistance compromise belt performance?
Modern flame-retardant belts maintain high levels of abrasion resistance while incorporating safety chemicals. You do not have to sacrifice service life to ensure your site is fully compliant with regulations.
Here is the deal:
- Anti-static: Prevents dust ignition from electrical discharge.
- Self-extinguishing: Stops flame spread within seconds.
- MSHA Approved: Certified for use in hazardous underground zones.
Key Takeaway: Using surface-grade belts in underground environments is a critical safety violation and a potential fire hazard.
| Environment | Requirement | Belt Treatment | |
|---|---|---|---|
| Surface Mine | Wear Resistance | Standard AR rubber | |
| Underground | Fire Resistance | FR Agents / MSHA | |
| Processing | Dust Control | Anti-static properties |
Ensuring your belt has the correct safety certifications protects your workers and prevents massive regulatory fines from safety audits.
Can a mining wear resistant rubber conveyor belt handle heat?

Yes, specialized mining wear resistant rubber conveyor belt versions can handle materials up to 200°C. Standard rubber will bake, crack, and lose its elasticity if it is exposed to materials like hot sinter or clinker.
Your mining wear resistant rubber conveyor belt stays flexible under heat stress only if it uses EPDM or other heat-rated compounds. Thermal degradation is irreversible once it begins.
What happens when rubber gets too hot?
When a belt is exposed to excessive heat, the cover becomes brittle and starts to peel away from the carcass. This exposes the reinforcement to moisture and sharp edges, leading to a catastrophic failure.
As it turns out:
- Grade T1: Handles general heat up to 120°C.
- Grade T2: Resists higher temperatures up to 150°C.
- Grade T3: Engineered for extreme conditions up to 200°C.
Key Takeaway: Thermal degradation is irreversible; always over-specify the temperature rating if your material temperature fluctuates.
| Material Type | Temp Range | Required Cover | |
|---|---|---|---|
| Sinter / Pellets | 150°C – 200°C | Grade T3 | |
| Cement Clinker | 120°C – 150°C | Grade T2 | |
| Foundry Sand | 100°C – 120°C | Grade T1 |
Matching the heat grade to your material ensures the belt remains pliable and maintains its grip on the drive pulleys.
Why does a mining wear resistant rubber conveyor belt tear?
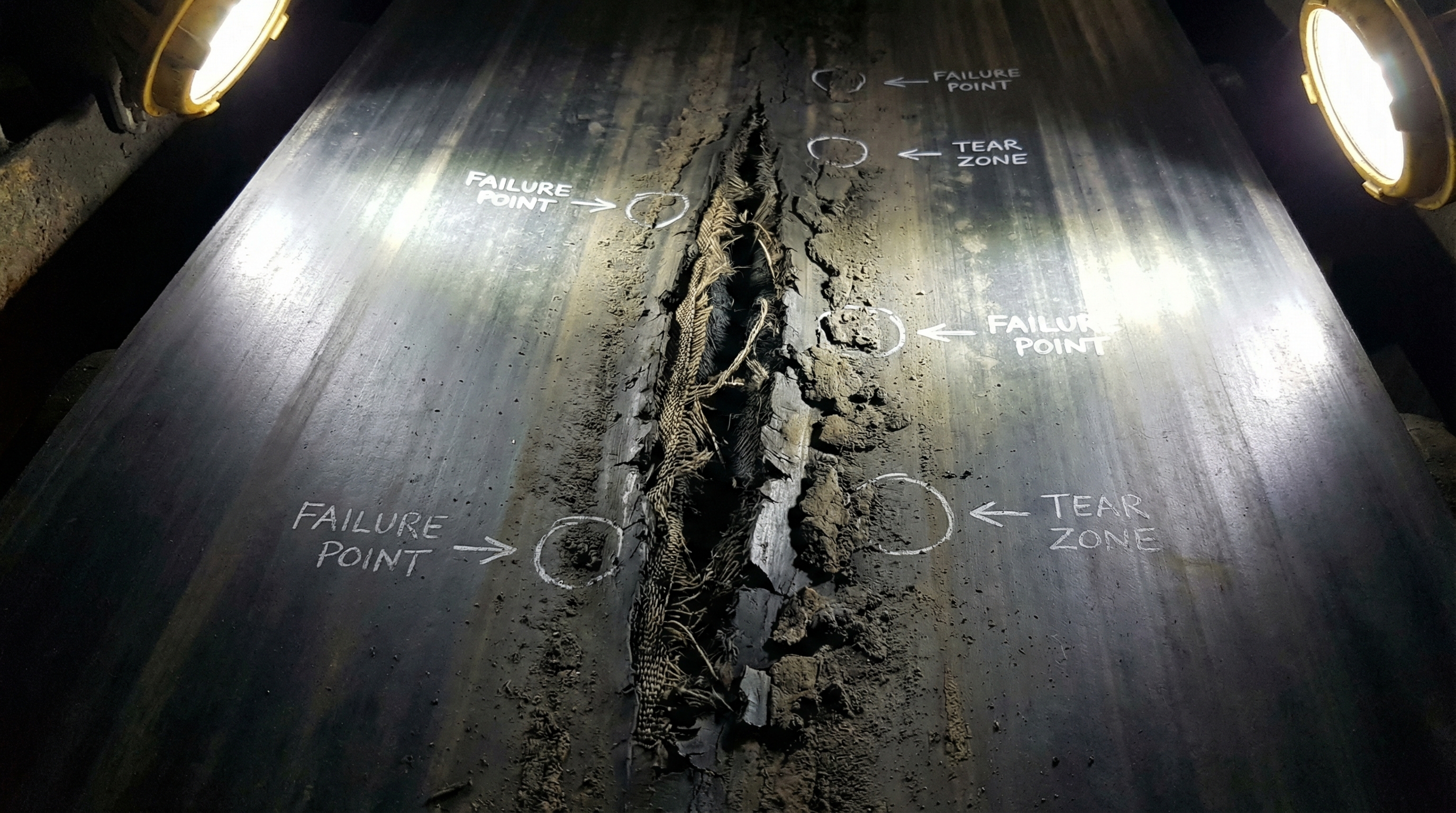
Tearing of a mining wear resistant rubber conveyor belt usually occurs due to sharp tramp metal, poor transfer point design, or improper belt tracking. Even the strongest belt can be split longitudinally if a foreign object becomes lodged in the chute.
Even the highest-grade mining wear resistant rubber conveyor belt will fail if your system alignment is not checked regularly. Mechanical damage is the leading cause of premature belt replacement.
How can you prevent longitudinal belt splitting?
Installing magnetic separators and impact beds can significantly reduce the risk of belt punctures. Protecting the loading zone is the best way to ensure the carcass remains intact for its full rated life.
Best of all:
- Impact Beds: Absorb the shock of falling heavy materials.
- Edge Protection: Prevents fraying from contact with the structure.
- Training Idlers: Keep the belt centered to avoid edge damage.
Key Takeaway: Most belt failures are symptoms of larger mechanical issues within the conveyor structure or loading process.
| Failure Symptom | Probable Cause | Prevention Step | |
|---|---|---|---|
| Edge Fraying | Mistracking | Regular idler tuning | |
| Tearing | Tramp metal | Magnetic separators | |
| Blistering | Heat exposure | Correct heat grade |
Regular visual inspections of the belt surface can identify small cuts before they develop into a full longitudinal tear.
How to fix a mining wear resistant rubber conveyor belt?

You fix a mining wear resistant rubber conveyor belt through cold bonding, mechanical fasteners, or hot vulcanized splicing. Hot vulcanization is the preferred method for mining because it creates a seamless joint with nearly 100% of the original strength.
Routine inspections of the mining wear resistant rubber conveyor belt can catch small nicks before they turn into expensive downtime. A proactive repair strategy saves thousands of dollars over the belt’s life.
Is proactive maintenance better than reactive repair?
Preventative maintenance involves cleaning scrapers, checking idler rotation, and monitoring belt tension. If you wait for a belt to snap, the resulting cleanup and repair costs will far exceed the price of a maintenance audit.
To put it simply:
- Cleaning: Keeps pulleys and rollers free of debris.
- Splicing: Ensures the joint is strong enough for the load.
- Alignment: Prevents the belt from rubbing against the frame.
Key Takeaway: A well-maintained belt can last 50% longer than one that is neglected, saving significant replacement capital.
| Maintenance Task | Frequency | Expected Result | |
|---|---|---|---|
| Visual Check | Daily | Detection of surface nicks | |
| Scraper Tuning | Weekly | Reduced carryback/wear | |
| Alignment Audit | Quarterly | Optimized belt tracking |
Keeping the return side of the belt clean prevents material buildup from damaging the bottom cover and pulleys.
How to size a mining wear resistant rubber conveyor belt?

You size a mining wear resistant rubber conveyor belt by calculating the Tons Per Hour (TPH) to determine the required width and speed. If a belt is undersized, it will experience excessive stretch, spillage, and motor strain that leads to system failure.
Your mining wear resistant rubber conveyor belt must have a tension rating that exceeds the maximum expected load during a full-start condition. Sizing errors are the most common cause of premature belt stretching.
Does belt speed influence your total throughput?
Higher belt speeds allow you to move more material on a narrower belt, but they also increase the rate of cover abrasion. You must find the balance between speed and durability to maximize the belt’s service life.
As it turns out:
- Width: Must be wide enough to prevent spillage at max TPH.
- Speed: Should be optimized to reduce abrasive wear.
- Tension: Higher TPH requires more plies or steel cords.
Key Takeaway: Accurate production data is essential to sizing the belt correctly for its entire intended service life.
| TPH Range | Typical Belt Width | Recommended Carcass | |
|---|---|---|---|
| < 500 TPH | 18″ – 36″ | 2-3 Ply Fabric | |
| 500 – 2000 TPH | 36″ – 60″ | 4-5 Ply or Fabric | |
| > 2000 TPH | 60″ + | Steel Cord |
Selecting a wider belt than strictly necessary can sometimes lower the cost per ton by allowing for slower, less abrasive operating speeds.
Conclusion
Choosing the right mining conveyor belt is a high-stakes decision that directly affects your operation’s uptime and safety. By matching your technical specifications to material density and environmental hazards, you transform your conveyor from a high-maintenance cost center into a competitive advantage.
What we can do for you is provide expert technical guidance and world-class rubber compounds tailored to your specific mine. Our brand vision is to empower global mining operations with the most durable and efficient material handling solutions available. To get a customized quote for your site, contact us today .
Frequently Asked Questions
Can I use a standard belt for underground coal mining?Absolutely not. Underground mining requires MSHA-certified fire-resistant belts to prevent catastrophic fire hazards in confined spaces.
What’s the best way to prevent belt mistracking?The most effective solution is the installation of self-aligning training idlers and regular structure leveling audits.
Can a high-abrasion belt handle hot materials?Not necessarily. Abrasion resistance and heat resistance require different chemical compounds; you must specify a heat-rated grade like T3 for hot ore.
What is the average lifespan of a mining conveyor belt?Typically, a well-matched belt lasts between 3 and 10 years, though this varies based on material abrasiveness and maintenance quality.
Can I repair a longitudinal tear?Yes, but mechanical fasteners are only a temporary fix; a full vulcanized repair is needed to restore the belt’s original tensile strength.