
Choosing a reliable rubber conveyor belt from china manufacturer is essential for foundries and industrial facilities seeking efficient, durable, and cost-effective material handling solutions. In high-precision plaster casting environments, conveyor systems must withstand continuous loads, abrasive materials, and demanding production conditions while maintaining stable performance. A high-quality rubber conveyor belt from China manufacturers offers excellent wear resistance, tensile strength, and long service life, helping reduce downtime, improve material flow, and optimize production efficiency. By sourcing from experienced manufacturers, businesses can lower operational costs while ensuring reliable conveying performance in casting, mining, cement, and heavy industrial applications.
What Is Plaster Casting and Why Does It Matter?

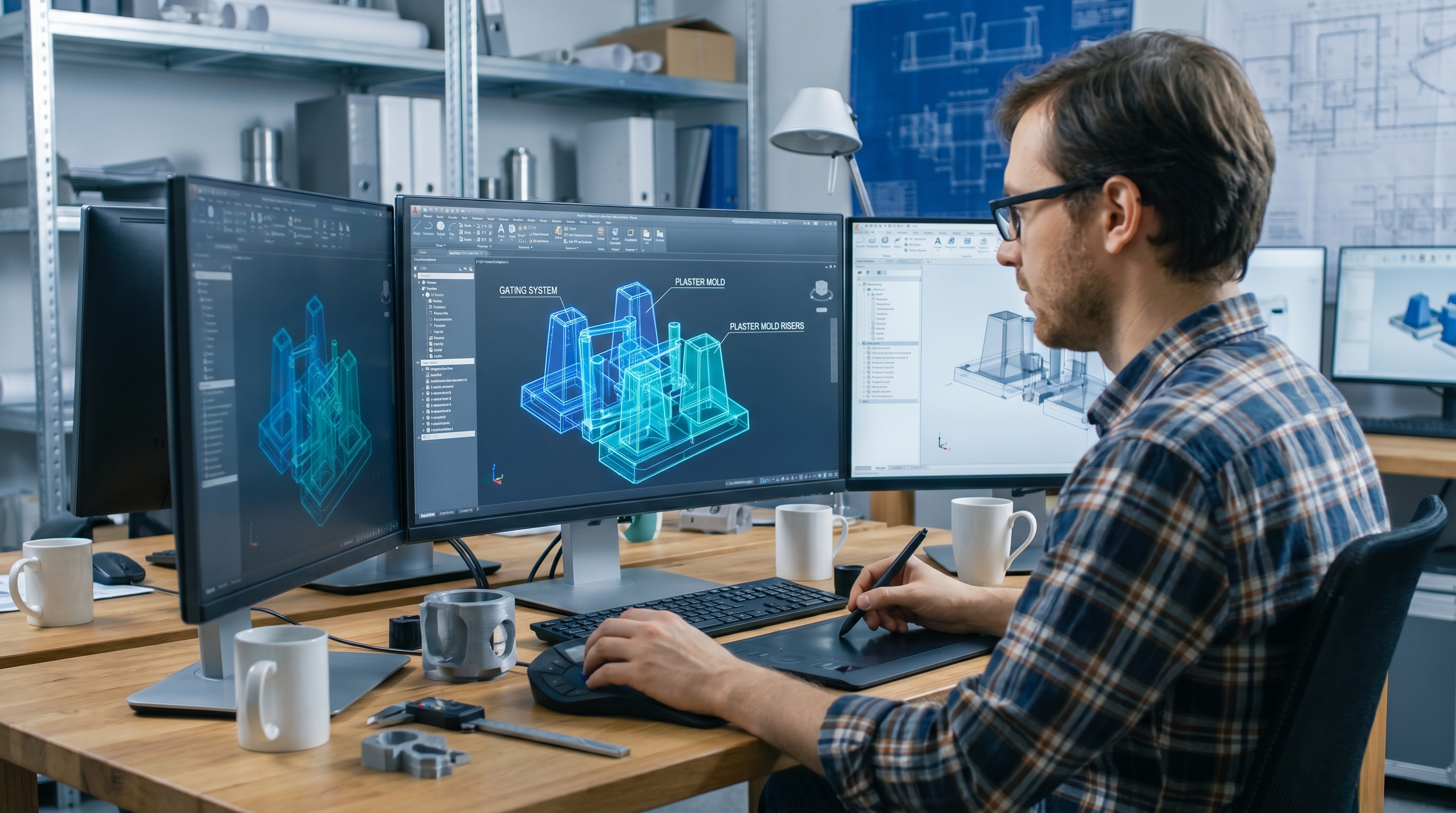
Plaster casting is an advanced molding process utilizing a gypsum-based slurry to create precise casting cavities for non-ferrous alloys. When you need to scale up precision in high-tech material handling equipment, incorporating premium belts from a trusted rubber conveyor belt from china manufacturer guarantees that your heavy foundry materials are moved safely and efficiently. The technique relies on calcium sulfate molds to capture microscopic details from a master pattern, which reduces machining costs.
This process remains highly crucial for creating intricate geometries with thin walls that traditional molding cannot handle. It acts as an essential manufacturing standard for foundries prioritizing aesthetic quality and structural consistency.
Why Choose Gypsum Over Silica Sand?
Gypsum plaster provides an incredibly smooth surface finish that silica sand simply cannot replicate. Here is the kicker: you can achieve surface roughness ratings as low as 1.6 microns, which practically eliminates the need for manual post-process sanding.
The liquid slurry state allows the compound to flow easily around the master model. This ensures even the most complex draft angles are perfectly captured.
- Outstanding replication of fine details.
- Lower thermal conductivity which slows cooling.
- Excellent dimensional stability across batches.
Key Takeaway: Selecting gypsum-based media ensures your finished cast components retain incredible surface details and strict dimensional tolerances straight out of the mold.
| Molding Medium | Surface Roughness (Ra) | Detail Replication | Dimensional Tolerance | |
|---|---|---|---|---|
| Gypsum Plaster | 1.6–3.2 μm | High Precision | ±0.1 mm | |
| Silica Sand | 12.5–25.0 μm | Standard Utility | ±0.5 mm |
Analyze these surface metrics to select the ideal molding medium that reduces your secondary machining overhead.
How Do You Prepare the Pattern and Slurry?
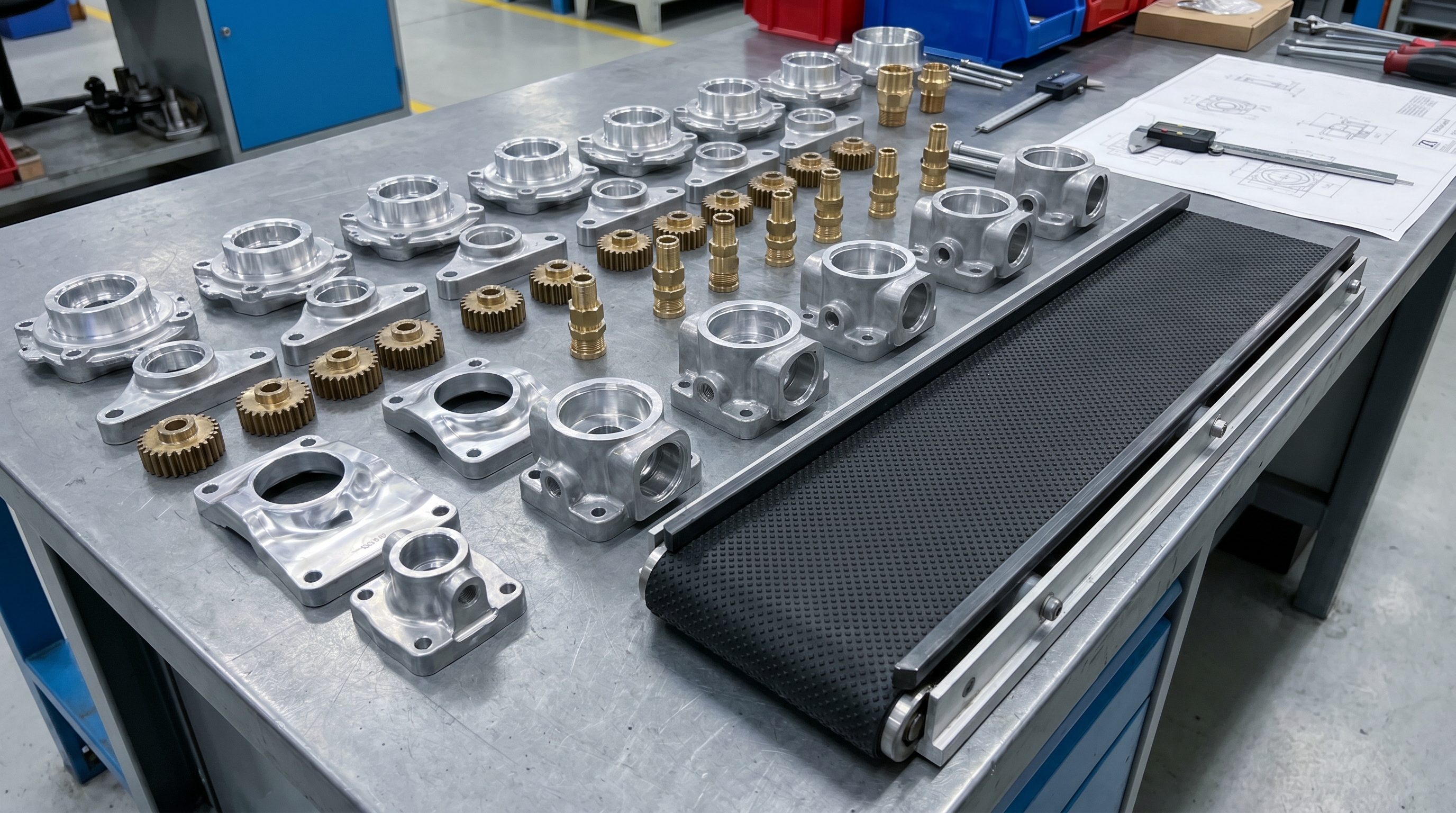
Preparing the pattern and slurry involves fabricating a highly detailed master model and mixing gypsum with specialized refractory additives to ensure high thermal resistance. When handling bulk powders and raw gypsum in your facility, utilizing a high-performance system from a rubber conveyor belt from china manufacturer will prevent material loss and keep your mixing line running continuously. The master pattern is typically made of brass, polyurethane, or aluminum to withstand the moisture of the wet plaster mixture.
A proper parting agent is sprayed onto the pattern before the liquid mixture is poured to guarantee a clean extraction. This step prevents the plaster from adhering to the intricate cavities of the model.
The Art of Slurry Mixing and Degassing
Mixing the plaster slurry requires a precise water-to-powder ratio to achieve a bubble-free, pourable consistency. But wait, there’s more: you must use a vacuum degassing chamber to pull out entrapped air bubbles that could ruin your casting’s surface.
Failing to degas the mixture results in small pocket voids on your metal components. This ultimately weakens their structural integrity.
- Accurate measurement of water and plaster powder.
- High-shear mechanical mixing for homogeneity.
- Vacuum degassing to eliminate micro-cavities.
Key Takeaway: Achieving a completely bubble-free slurry mixture is the ultimate prerequisite for casting parts with flawless surface finishes.
| Preparation Parameter | Optimal Target Range | Functional Purpose | |
|---|---|---|---|
| Water-to-Plaster Ratio | 40:100 to 50:100 | Controls mold strength and pourable viscosity | |
| Vacuum Degassing Time | 2 to 4 minutes | Eliminates structural micro-bubbles | |
| Setting Time | 15 to 30 minutes | Ensures stable crystallization of gypsum |
Optimize your raw slurry parameters using these baseline targets to guarantee solid mold structural integrity.
What Are the Pouring and Curing Phases?

The pouring and curing phases involve casting the liquid slurry over the pattern, letting it set into a green mold, and baking it in an industrial calcination oven to remove all moisture. When scaling up your baking and calcination operations, deploying a robust system from a rubber conveyor belt from china manufacturer allows you to move heavy molds into high-temperature zones safely. The baking step is incredibly critical because any residual moisture will vaporize into high-pressure steam upon contact with molten metal.
This calcination process takes place at temperatures ranging from 120°C to 260°C to drive off chemically bound water. It transforms the gypsum mold into a dry, porous structure ready for high-temperature alloy casting.
Surviving the Heat of Oven Baking
Baking the green mold is a highly time-sensitive operation that directly determines your success. Underestimate this step, and here is the kicker: you risk catastrophic mold explosions when the molten aluminum is poured.
Complete calcination changes the chemical state of calcium sulfate to make it thermally stable. This process creates fine microscopic pores that allow gases to escape during casting.
- Initial low-temperature air drying.
- High-temperature oven calcination to remove crystal water.
- Controlled cooling to prevent structural micro-cracks.
Key Takeaway: Rigorous thermal curing of the gypsum mold is a non-negotiable safety step that ensures structural soundness in your final metal parts.
| Curing Stage | Temperature Range | Average Duration | Expected Moisture Level | |
|---|---|---|---|---|
| Green Set | Ambient (20∘C) | 30 minutes | 100% Hydrated | |
| Pre-Drying | 100∘C–120∘C | 4 to 8 hours | Free water evaporated | |
| Calcination | 220∘C–260∘C | 8 to 12 hours | Combined crystal water removed |
Implement this multi-stage thermal profile to eliminate moisture-related defects and mold failure risks.
How Is the Final Part Extracted and Finished?

Extracting and finishing the final part involves breaking the single-use plaster mold apart after solidification and cleaning the gates, risers, and parting lines off the metal component. Moving these raw castings through intense high-pressure washout stations is made simple when you utilize durable components supplied by a rubber conveyor belt from china manufacturer to automate your transport lines. Since the plaster mold is single-use, it is easily broken down using mechanical vibration or high-pressure water jets.
Once retrieved, the cast parts undergo minor post-processing to meet final drawing specifications. This process ensures the casting matches your exact physical blueprint with minimal manual labor.
Post-Casting Cleanout and Polishing
Once the metal cools, the single-use mold must be destroyed to reveal your component. But wait, there’s more: because the mold is soft plaster, you can easily wash it away without scratching your delicate alloy parts.
This gentle extraction preserves the aesthetic brilliance of your casting’s surface. It keeps intricate fins and channels fully intact.
- High-pressure water blast to dissolve gypsum.
- Abrasive blasting to remove residual plaster film.
- Trimming of gating channels and risers.
Key Takeaway: The fragile nature of gypsum simplifies the extraction process, protecting your thin-walled metal geometries from physical demolding damage.
| Extraction Method | Processing Time | Surface Finish Impact | Best Component Fit | |
|---|---|---|---|---|
| Water Jet Washout | Fast (3 to 5 mins) | Zero risk of surface scratching | Complex internal cavities | |
| Mechanical Vibration | Instant (1 min) | Low risk of light scuffing | Thick, robust structural parts | |
| Manual Hand Chipping | Slow (15 mins) | Moderate risk of tool gouging | Low-volume custom prototypes |
Evaluate these extraction methods to select the most efficient cleanout technique for your design geometry.
Which Alloys Are Best Suited for Gypsum Molds?
The alloys best suited for gypsum molds are non-ferrous metals such as aluminum, zinc, and select copper-based materials that melt below plaster’s thermal degradation limit of 1,200°C. Sourcing your plant’s logistics machinery, like high-tensile steel cord conveyor belt products from a premier rubber conveyor belt from china manufacturer , ensures safe transport of these heavy alloy ingots to your melting furnaces. Using materials within this temperature window prevents the mold from decomposing chemically.
Aluminum alloys like A356 stand out as the industry standard due to their outstanding fluidity and low melting points. They flow smoothly into tight mold sections to create structurally sound, lightweight parts.
The Power of Aluminum and Zinc Alloys
Aluminum and zinc alloys offer the perfect balance of mechanical strength and low casting temperatures. Here is the kicker: you can cast zinc at incredibly low temperatures, which keeps your plaster molds from cracking under thermal stress.
This low-stress casting environment extends your master pattern’s life significantly. It also yields castings with exceptional dimensional repeatabilities.
- A356 Aluminum for high structural strength.
- ZA-12 Zinc for excellent thin-walled cast parts.
- Silicon Bronze for high-wear industrial fittings.
Key Takeaway: Restricting your plaster molds to non-ferrous alloys under 1,200°C guarantees successful castings with zero mold decomposition issues.
| Alloy Designation | Melting Point (∘C) | Typical Tensile Strength | Thin-Wall Capability | |
|---|---|---|---|---|
| Aluminum A356 | 615∘C | 250 MPa (T6) | Outstanding | |
| Zinc ZA-12 | 430∘C | 280 MPa | Maximum | |
| Silicon Bronze | 1,010∘C | 310 MPa | Moderate |
Choose the correct alloy from this compatibility list to align physical performance with your mold’s thermal limits.
What Unique Advantages Does Plaster Casting Offer?

Plaster casting offers unique advantages, including pristine surface finishes, ultra-tight dimensional tolerances, and the ability to cast extremely thin walls that other gravity casting methods cannot achieve. Managing your finished precision inventory requires gentle transport, and collaborating with a reputable rubber conveyor belt from china manufacturer ensures that your automated handling lines do not damage these delicate metal surfaces. The insulating nature of plaster keeps the molten metal fluid longer, allowing it to fill complex cavities completely.
This high thermal insulation reduces cooling rates to prevent cold shuts. It yields a near-net-shape part that requires minimal CNC finish-machining.
Cost Savings in Tooling and Prototyping
Sourcing soft tooling for plaster molds costs only a small fraction of the price of high-pressure steel dies. But wait, there’s more: you can catch critical design errors on a cheap polyurethane pattern before spending a fortune on hard tooling.
This makes the process incredibly cost-effective for short production runs. It also speeds up your overall development timelines dramatically.
- Tooling costs are up to 90% cheaper than die casting.
- Fast turnaround times for design iterations.
- Drastically reduced scrap rates due to excellent fill rates.
Key Takeaway: Leveraging plaster casting’s low tooling overhead allows B2B buyers to prototype complex designs rapidly without financial risk.
| Feature Parameter | Plaster Casting | Pressure Die Casting | B2B Business Value | |
|---|---|---|---|---|
| Initial Tooling Cost | 1,500 | 45,000 | Saves 95% upfront capital | |
| Minimum Wall Thickness | 0.6 mm | 1.5 mm | Enables ultra-lightweight components | |
| Secondary Machining | Minimal (Near-Net) | Yes (For complex draft angles) | Lowers operational labor costs |
Compare these process advantages to evaluate how plaster molds can optimize your design-to-market cycle.
What Are the Core Limitations of Gypsum Tooling?

The core limitations of gypsum tooling include its absolute restriction to non-ferrous metals, reduced mechanical strength from slow solidification, and the high single-use waste associated with mold breakout. In casting facilities where heavy scrap molds and bulk waste are moved daily, relying on a premium, heavy-duty fabric conveyor belt from an experienced rubber conveyor belt from china manufacturer will keep your waste reclamation line fully functional. Because gypsum insulation slows down the cooling rate, the cast metal forms a coarser grain structure.
This coarse microstructure slightly reduces the tensile strength of your parts compared to permanent mold castings. However, incorporating selective chills can mitigate this mechanical drawback.
The Environmental Challenge of Plaster Waste
Spent plaster molds cannot be easily crushed and recycled like standard silica casting sand. Here is the kicker: you must manage the disposal of these single-use molds as solid industrial waste, which increases handling overhead.
This challenge makes optimizing your mold-to-metal ratio critical to keeping waste low. It requires intelligent gating system designs.
- Spent plaster is difficult to rehydrate.
- Higher handling costs for landfill disposal.
- Dust management systems are required in the foundry.
Key Takeaway: Understanding the mechanical and environmental limits of plaster tooling ensures you can design parts that maximize its strengths while managing waste costs.
| Limitation | Real-World Impact | Engineering Countermeasure | |
|---|---|---|---|
| Slow Cooling | Reduced tensile strength | Place metal chills in high-stress zones | |
| Single-Use Mold | High material waste | Optimize mold geometry to reduce plaster volume | |
| Temperature Limit | Excludes iron and steel | Limit alloy selection strictly to non-ferrous families |
Implement these tactical countermeasures to overcome the mechanical and structural limitations of gypsum-based tooling.
How Does It Compare to Sand Casting Processes?

Plaster casting compares to sand casting by delivering vastly superior surface finishes and tighter dimensional tolerances, though it requires much longer baking and curing times. If you are operating a multi-line facility handling both sand and gypsum, sourcing a specialized conveying network from a leading rubber conveyor belt from china manufacturer will prevent cross-contamination and organize your workflow. Sand molds are ready to pour immediately after packing, whereas plaster molds require hours of oven calcination.
This difference in processing times makes sand casting the preferred method for rapid, high-volume production. Conversely, plaster mold casting is the superior choice for high-precision, aesthetic parts.
A Detailed Technical Comparison
Sand casting is highly valued for its speed and simple reclamation cycle. But wait, there’s more: if your part requires internal channels or highly detailed aesthetics, sand casting will leave you with a rough finish that requires hours of machining.
Plaster casting bypasses this mechanical bottleneck by producing ultra-smooth, complex shapes directly. This reduces your lead times for highly customized industrial fittings.
- Sand casting for high-volume structural iron.
- Plaster casting for low-volume precision aluminum.
- Sand mold reclamation is easy; plaster is single-use.
Key Takeaway: Deploy sand casting for rapid, high-strength structural parts, but reserve plaster mold casting for components where precision and surface cosmetics are paramount.
| Performance Metric | Sand Casting Process | Plaster Casting Process | Choice Driver | |
|---|---|---|---|---|
| Surface Smoothness | 12.5–25.0 μm | 1.6–3.2 μm | Aesthetics & Flow Dynamics | |
| Dimensional Variance | ±0.5 mm | ±0.1 mm | Alignment & Assembly Fit | |
| Baking Processing | None Required | 12 to 24 Hours | Turnaround & Cycle Time |
Analyze these contrasting properties to determine which molding process aligns with your timeline and tolerance budgets.
How Do Conveyor Systems Support Casting Plants?
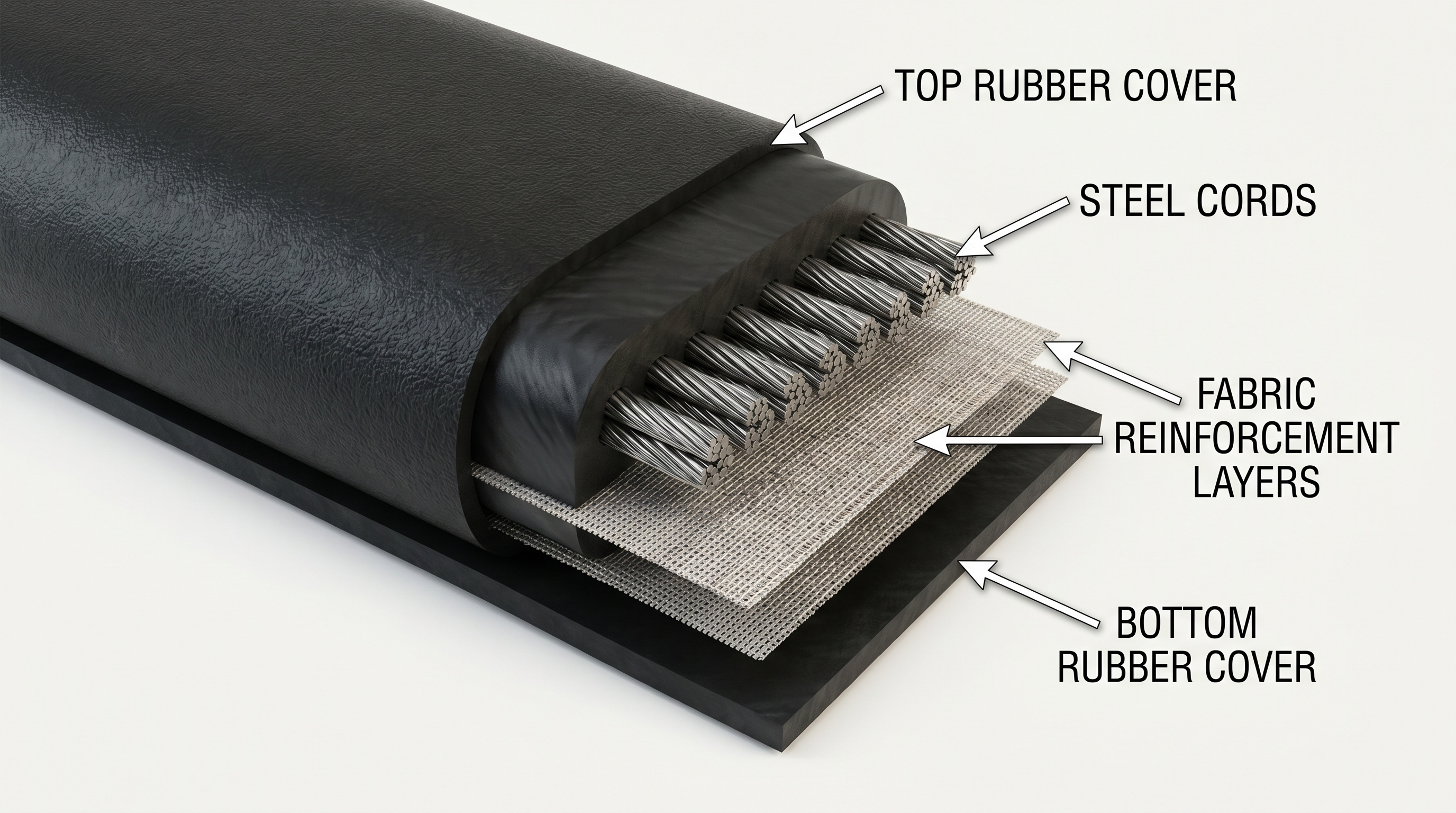
Conveyor systems support casting plants by automating the transport of dry gypsum powders, raw sand, hot molds, and finished metal parts through the calcination and breakout lines. Investing in custom, incline-cleated chevron conveyor belt products from an industry-leading rubber conveyor belt from china manufacturer keeps your raw powders and wet slurries moving up steep inclines without rollback. These heavy-duty belts are designed to survive the hot, dusty, and abrasive environments typical of busy foundries.
By integrating automated transport lines, your plant eliminates manual material handling risks and maximizes throughput. This automation is vital for maintaining a consistent production rhythm in modern casting facilities.
Choosing the Right Belt for High-Heat Environments
High temperatures near the melting and calcination ovens can easily degrade standard rubber compounds. Here is the kicker: you must use specialized heat-resistant covers like EPDM to prevent the rubber from cracking and losing its tensile strength.
Our custom-engineered formulations are designed to withstand constant exposure to hot castings. They ensure your logistics lines stay online during busy production seasons.
- EPDM compound for superior heat resistance.
- Chevron profiles to prevent powder rollback.
- Multi-ply EP fabric for low-stretch performance.
Key Takeaway: Using factory-direct, heat-resistant conveyor belts specifically rated for high foundries guarantees continuous material flow and prevents expensive emergency shutdowns.
| Compound Type | Max Continuous Temp | Main Material Transported | Resistance Level | |
|---|---|---|---|---|
| EPDM (Heat Resistant) | 200∘C | Hot Molds & Sintered Slag | Maximum thermal stability | |
| NBR (Oil Resistant) | 100∘C | Greased Mold Patterns | High chemical stability | |
| Standard EP Rubber | 80∘C | Raw Plaster Powders | Superior abrasion resistance |
Select your conveyor belt compound using these technical limits to match the specific thermal loads of your foundry line.
How Do We Ensure Strict Quality Control Standards?

Ensuring strict quality control standards involves combining non-destructive testing, automated coordinate measuring machines, and rigid ISO-compliant manufacturing procedures to catch internal and external defects. If you want to ensure that your automated quality inspection lines operate smoothly, integrating high-durability systems from a trusted rubber conveyor belt from china manufacturer keeps your delicate parts stable during scanning. Because plaster molds have low permeability, checking every batch for gas porosity using radiography is crucial.
We maintain complete chemical and physical traceability for every single non-ferrous component we cast. This guarantees that your parts will meet the absolute highest standards of international engineering.
ISO Compliance and Metrology Inspections
Meeting rigid global certifications requires continuous monitoring of your casting parameters. But wait, there’s more: you must verify the moisture level in your baking ovens to ensure the mold is fully calcined before pouring.
This strict control eliminates the root cause of gas defects and structural voids. It guarantees absolute consistency across complex production batches.
- CMM mapping to check dimensional precision.
- X-ray radiography for internal gas checking.
- Spectrochemical analysis of raw alloy ingots.
Key Takeaway: Implementing an ISO-certified quality control framework using both metrology and non-destructive testing guarantees that every finished component delivers zero-defect field performance.
| Quality Test Method | Target Casting Defect | Industrial Quality Standard | Primary Tooling Used | |
|---|---|---|---|---|
| Radiographic X-Ray | Internal Gas Porosity | ASTM E155 Compliance | Industrial X-Ray Scanner | |
| Dye Penetrant | Surface Micro-Cracks | ASTM E165 Compliance | Florescent Dye Kit | |
| CMM Digitizing | Linear Dimension Shifts | ASME Y14.5 Compliance | Coordinate Measuring Machine |
Coordinate your foundry’s testing program with these established standards to guarantee maximum structural reliability for your clients.
What Are the Top Frequently Asked Questions on Plaster Casting?
Can I use plaster casting for steel components?
No, plaster casting cannot be used for steel components because calcium sulfate decomposes at high temperatures. Molten steel’s pouring temperature (exceeding 1,370°C) is far above the thermal limit of plaster molds, causing the mold to release sulfur dioxide gas and collapse structurally. You should instead select sand casting or investment casting for ferrous metals.
What’s the best metal alloy to cast in plaster molds?
Aluminum A356 is the absolute best alloy for plaster mold casting due to its excellent fluidity and low melting point. This material melts well below the thermal limits of gypsum plaster while maintaining superior corrosion resistance and high mechanical strength. It flows smoothly into thin-walled cavities without causing any thermal degradation to the mold.
How do I know if plaster casting fits my project?
Plaster casting fits your project if you require tight dimensional tolerances, smooth surface finishes, and have a low-to-medium production volume. If your component is made of a non-ferrous metal like aluminum or zinc and requires wall thicknesses down to 0.6 mm, this process is highly optimal. It acts as the perfect, low-cost tooling bridge before committing to high-pressure die casting.
Is plaster casting expensive for custom prototypes?
No, plaster casting is highly cost-effective for custom prototypes due to its low initial tooling costs. Unlike expensive hard steel dies, plaster molds utilize patterns made of soft materials like polyurethane or 3D-printed resins, which can be produced in days. This drastically lowers your upfront capital expenditure while delivering near-net-shape parts.
Can the plaster mold material be reused for another run?
No, gypsum plaster molds are strictly single-use and cannot be reused or easily reclaimed. The mold must be broken apart mechanically or dissolved with high-pressure water jets to retrieve the solidified metal casting. Additionally, the chemical changes that occur during baking and pouring prevent the gypsum from being easily reconstituted into a stable slurry.
Conclusion
Strategic Summary of Plaster Casting
Plaster casting represents an invaluable manufacturing technology for B2B buyers seeking pristine surface finishes, ultra-tight dimensional tolerances, and complex thin-walled structures in non-ferrous components. While limited to non-ferrous metals and low-to-medium production volumes, its low upfront tooling costs make it the ultimate process for prototyping and specialized industrial components.
Upgrade Your Material Handling Logistics
Efficient casting facilities depend on continuous, uninterrupted material handling networks. Elevate your production efficiency by sourcing high-performance, heat-resistant conveyor solutions directly from a premier Chinese manufacturer. For custom belt engineering, technical pricing, or to request a quote, visit our specialized team and contact us today to secure durable industrial belt systems tailored to your foundry operations.