
A reliable rubber conveyor belt machine factory delivers precision-engineered solutions that enhance durability, reduce downtime, and ensure stable performance in demanding industrial applications.
Why is selecting the right rubber belt critical?
Selecting the correct belt is vital because it directly impacts the uptime, safety, and total cost of ownership for your material handling system. At a professional rubber conveyor belt machine factory , engineers focus on matching the belt’s carcass and cover grade to the specific abrasive or thermal properties of your cargo. Failure to align these specifications often results in premature belt wear, catastrophic snapping, or damage to expensive pulley systems.
Avoiding production downtime
The most immediate benefit of a correctly specified belt is the elimination of unscheduled maintenance stops. When you install a belt that is under-specced for its load, the rubber begins to degrade almost immediately, leading to tracking issues and surface cracks.
- Reduced emergency repair costs.
- Increased annual throughput capacity.
- Extended lifecycle of mechanical components.
Assuring interruption-free processing
Consistency is the hallmark of a high-performing manufacturing facility. By selecting a belt tailored for your specific material—whether it’s jagged granite or oily wood chips—you ensure that the flow of goods remains steady and predictable.
The role of an expert factory
Engaging with an expert manufacturer allows you to tap into decades of material science research. They provide the necessary technical documentation and performance guarantees that generic suppliers simply cannot offer for high-stakes applications.
Key Takeaway: Precise belt selection is a strategic investment that secures your production timeline and protects your mechanical infrastructure from unnecessary wear and tear.
| Selection Factor | Impact on Operations | Long-term Benefit | |
|---|---|---|---|
| Carcass Type | Load carrying capacity | Reduced elongation | |
| Cover Grade | Resistance to wear | Lower replacement frequency | |
| Belt Width | Volumetric throughput | Optimized production speed |
How do incline angles affect belt selection?
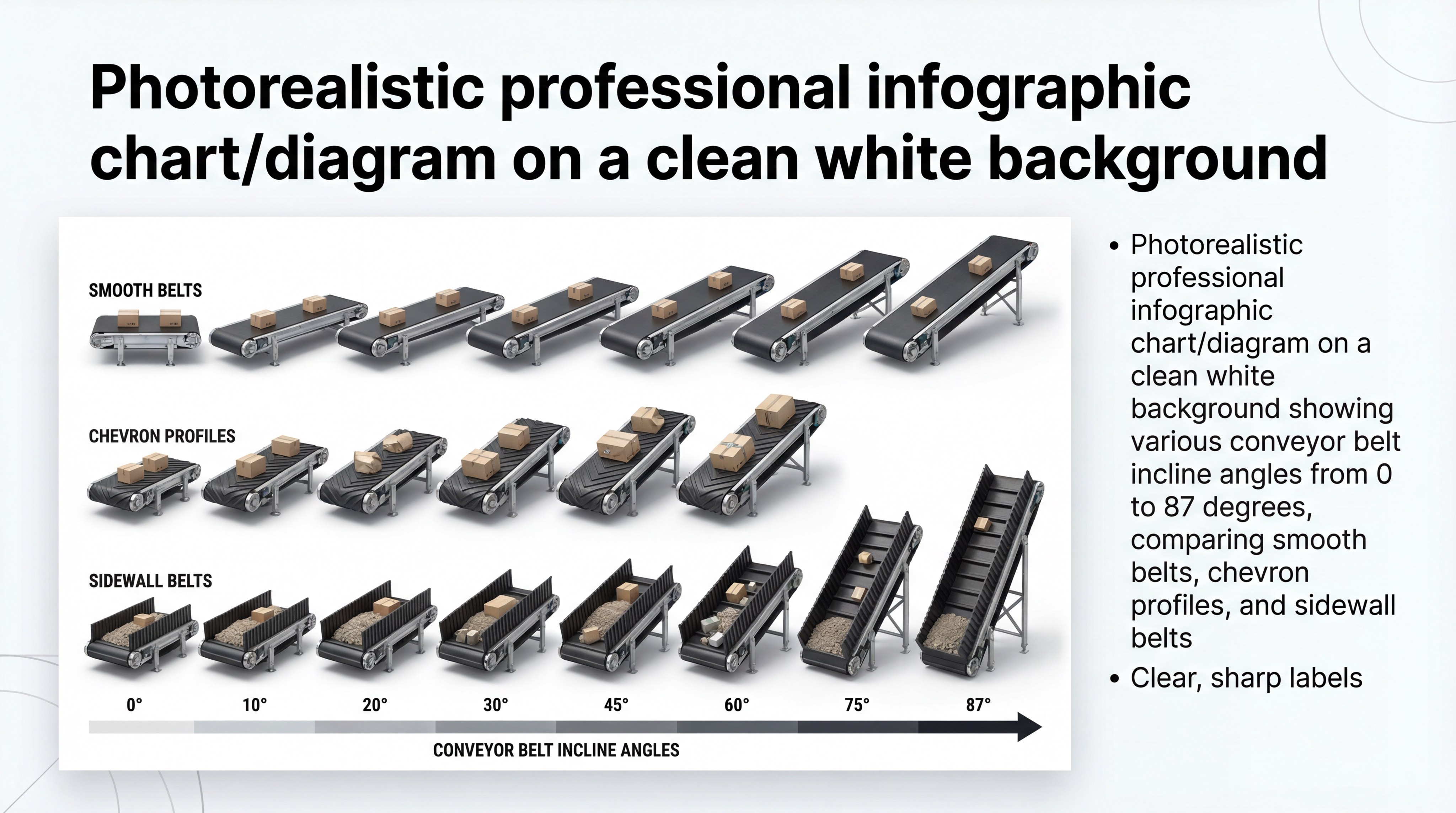
Incline angles determine whether a smooth-surfaced belt is sufficient or if a profiled surface like a chevron pattern is required to prevent material rollback. Within a rubber conveyor belt machine factory , the engineering of cleats and sidewalls is a specialized process designed to overcome the force of gravity. If your system exceeds an 18-degree slope, the friction coefficient of standard flat rubber is usually insufficient to hold the load securely.
Smooth belts for horizontal transport
Flat or smooth belts are the standard choice for horizontal layouts or very slight gradients. They offer the easiest cleaning surface and are the most cost-effective solution for general logistics and packaging lines.
When are chevron profiles necessary?
As soon as your application requires a steeper ascent, you must transition to a profiled surface to maintain productivity. These belts feature integrated V-shaped profiles that lock the material in place, allowing for efficient transport at angles up to 45 degrees.
Handling vertical elevator transport
For the most extreme vertical requirements, specialized elevator belts or sidewall belts are the only viable option. These systems utilize reinforced buckets or corrugated walls to move material at angles approaching 90 degrees in confined spaces.
Key Takeaway: Matching your belt’s surface geometry to the incline angle of your conveyor is essential for preventing material loss and ensuring operational safety.
| Angle Range | Recommended Belt Type | Typical Applications | |
|---|---|---|---|
| 0° – 18° | Smooth / Flat Belt | Warehousing, simple logistics | |
| 18° – 45° | Chevron Profile | Mining, sand, and gravel | |
| 45° – 90° | Sidewall / Elevator | Grain silos, deep mining |
What makes fabric reinforced belts versatile?
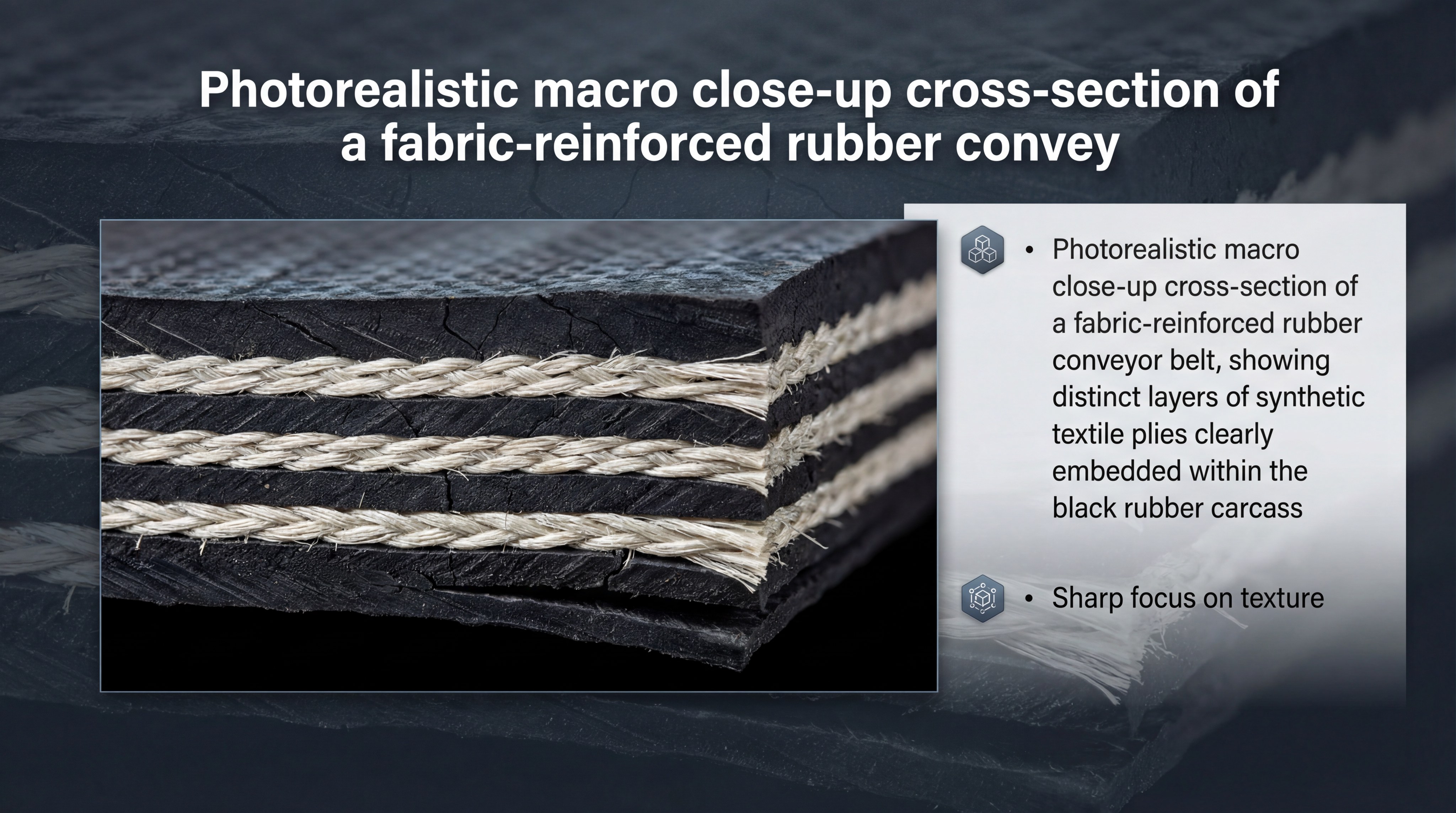
Fabric reinforced belts are the industry standard for versatility because they combine high tensile strength with the flexibility needed for small pulley diameters. A rubber conveyor belt machine factory typically uses layers of Polyester and Nylon to create a carcass that resists stretching. This EP fabric construction ensures that the belt can track properly even across long distances in varying climate conditions.
Multiple synthetic fabric layers
The EP designation refers to the combination of polyester in the longitudinal direction and nylon in the transverse direction. This specific weave provides the best balance of low elongation and high impact resistance for the majority of industrial applications.
Strength for short and medium lengths
For systems that do not span several kilometers, a textile reinforced belt provides more than enough strength without the excessive weight of steel. This lower weight reduces the energy required to start the motor and decreases the tension on the head and tail pulleys.
Flexibility in industrial applications
Because fabric is inherently more flexible than metal cords, these belts can wrap around smaller drive pulleys without cracking. This allows for more compact machine designs in factories where floor space is at a premium or where complex routing is required.
Key Takeaway: Fabric reinforced belts provide a lightweight, durable, and highly flexible solution that suits over 80% of all global industrial conveyor applications.
| Feature | Polyester (Warp) | Nylon (Weft) | |
|---|---|---|---|
| Primary Benefit | Low Elongation | High Impact Resistance | |
| Environmental | Rot/Mildew Proof | High Flexibility | |
| Performance | Dimensional Stability | Superior Troughability |
When should you choose steel cord reinforcement?

Steel cord reinforcement is the mandatory choice for applications requiring extreme tensile strength and minimal elongation over very long distances. While a rubber conveyor belt machine factory produces many fabric belts, steel cord production is reserved for heavy-duty mining and port operations. The internal steel cables provide a rigid skeleton that allows the belt to travel miles without stretching issues.
Managing extreme tensile strength
In high-capacity mining, the sheer weight of the ore can exceed the breaking point of standard fabric. Steel cord conveyor belts are engineered with high-tensile galvanized wires that carry the entire load with virtually zero structural deformation.
Solutions for long-distance conveying
Long-distance systems often stretch across difficult terrain where frequent take-up stations are impossible to install. Steel cord belts allow for fewer transfer points because they can be manufactured in longer continuous lengths and sustain higher tensions.
Reducing belt elongation issues
Fabric belts can stretch significantly under load, whereas steel cord belts typically stretch less than 0.25%. This incredible dimensional stability ensures that the belt stays perfectly aligned and tensioned throughout its entire service life, even under fluctuating temperatures.
Key Takeaway: Steel cord belts are the heavyweights of the industry, essential for long-haul, high-tension systems where fabric would simply fail under the load.
| Comparison Metric | Fabric Reinforcement | Steel Cord Reinforcement | |
|---|---|---|---|
| Elongation | High (1.5% – 4%) | Very Low (< 0.25%) | |
| Maximum Strength | Medium | Extreme | |
| System Length | Short to Medium | Long to Extra-Long |
How do specialized covers combat abrasion?

Specialized covers use high-performance rubber compounds to protect the belt’s internal carcass from the destructive forces of sharp, heavy, or abrasive materials. At a rubber conveyor belt machine factory , different grades are formulated to withstand specific levels of gouging and surface wear. Without these protective skins, the structural integrity of your belt would be compromised within weeks of handling materials like quartz.
Resisting sharp and jagged materials
Sharp rocks act like knives, constantly trying to slice into the rubber surface as they land on the belt. Abrasion-resistant covers are designed with high tear strength and elasticity to deflect these impacts and prevent the growth of surface cuts.
The benefits of high-acceleration covers
When material is dropped from a height onto a moving belt, the friction generated during acceleration can scrub away the top layer of rubber. Specialized compounds reduce the heat generated during this phase, ensuring the surface remains intact even under high-speed loading.
Longevity in quarries and ports
In heavy industrial hubs, the cost of replacing a belt includes the price of the rubber and the lost production time. By choosing a high-abrasion grade, you are essentially buying time and reliability for your most critical assets.
Key Takeaway: Abrasion-resistant covers are the primary defense mechanism of your conveyor system, directly dictating how many millions of tons can be moved before failure.
| Abrasion Grade | Relative Resistance | Best Use Case | |
|---|---|---|---|
| Grade Y | Standard | General bulk, coal, limestone | |
| Grade X | High | Large sharp rocks, heavy impact | |
| Grade W | Extreme | Highly abrasive ore, glass cullet |
Which belts are safest for food applications?
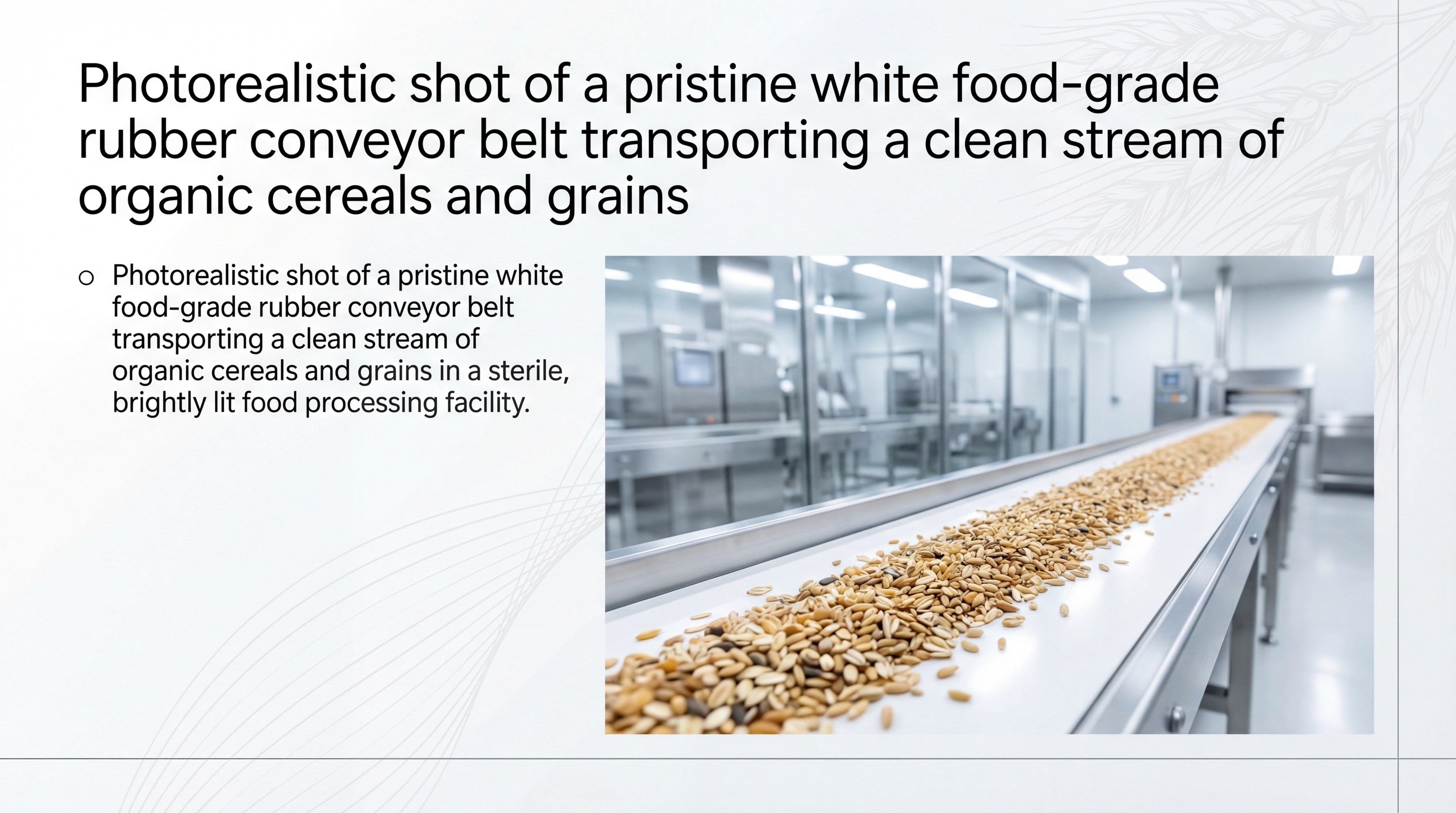
Food-safe belts are engineered using non-toxic, non-contaminating rubber compounds that comply with global hygiene standards such as the FDA and EU regulations. While a rubber conveyor belt machine factory usually works with black industrial rubber, food-grade lines often use white or blue nitrile. These belts must be resistant to the fats, oils, and cleaning chemicals common in food processing environments.
Meeting FDA and global safety standards
Compliance is not optional in the food industry; it is a legal requirement to ensure consumer safety. Food-grade belts are manufactured without harmful plasticizers or heavy metals, ensuring that direct contact with food does not result in chemical migration.
Hygienic transport for cereals and grains
For dry goods like grains, rice, and legumes, the belt must remain flexible and easy to clean to prevent the buildup of mold. The smooth surface of a high-quality food belt allows scrapers to remove almost 100% of residual material at the discharge point.
Flame-resistant options for sugar and flour
Transporting fine organic powders like flour or sugar creates a significant risk of dust explosions. Specially formulated food-grade belts combine hygiene with flame-retardant properties to prevent a small spark from turning into a major facility fire.
Key Takeaway: Food-grade belts are specialized tools that prioritize chemical purity and hygiene, serving as a critical barrier against contamination in the global supply chain.
| Food Category | Required Belt Feature | Common Material | |
|---|---|---|---|
| Oily Foods | Oil & Fat Resistance | Nitrile (NBR) | |
| Dry Grains | Antistatic Surface | Synthetic Rubber | |
| Processed Goods | Easy-Clean Finish | Smooth White Rubber |
Can conveyor belts withstand extreme heat?

Conveyor belts can indeed withstand extreme heat, but only if they are constructed with specialized heat-resistant elastomers like EPDM or Chlorobutadiene. A professional rubber conveyor belt machine factory designs these belts to withstand constant temperatures of up to 200°C. Without this thermal protection, standard rubber would undergo heat aging, causing it to become brittle and eventually crack or delaminate.
Preventing cracks and delamination
Heat is the natural enemy of rubber, breaking down the molecular bonds that give the belt its strength. Heat resistant conveyor belts utilize antioxidants and thermal stabilizers to slow down this degradation process significantly and prevent surface blistering.
Handling hot clinker and slag
In the cement and steel industries, materials come off the production line at temperatures that would melt a standard belt instantly. These applications require a heavy-duty carcass protected by a thick, heat-dissipating cover that acts as a thermal shield.
Extending life in cement and steel plants
The key to longevity in high-heat environments is choosing the right thermal class based on the maximum temperature of your material. Proper selection ensures that the belt doesn’t harden and snap when it travels around the pulleys during operation.
Key Takeaway: Heat-resistant belts are essential for high-temperature industries, providing a specialized chemical defense against the destructive forces of thermal aging and oxidation.
| Heat Class | Constant Temp Limit | Peak Temp Limit | |
|---|---|---|---|
| T1 Grade | 125°C | 150°C | |
| T2 Grade | 150°C | 180°C | |
| T3 Grade | 180°C | 220°C |
What features are best for oil resistance?
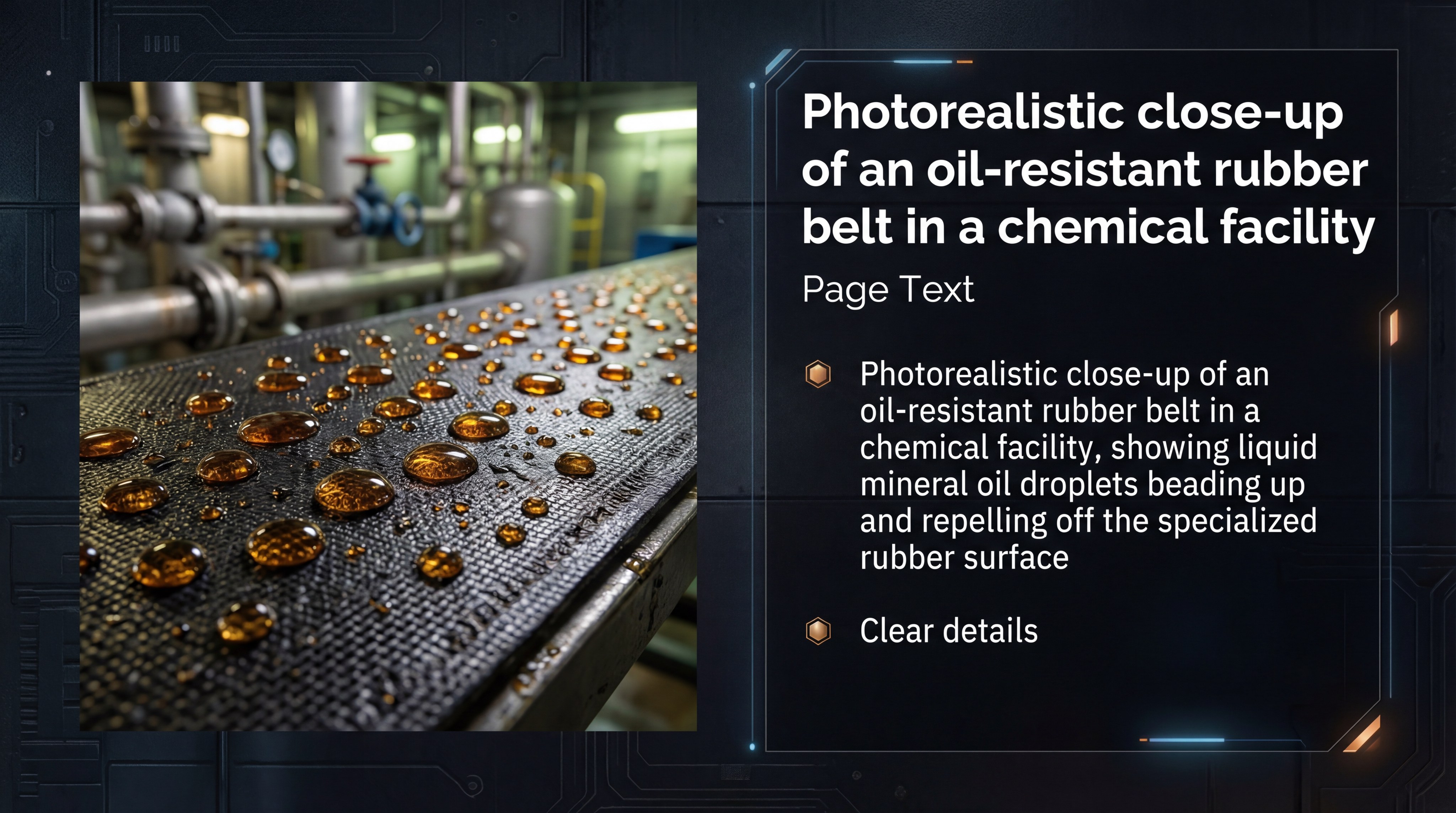
The best features for oil resistance include high concentrations of Nitrile (NBR) rubber, which prevents the belt from swelling or softening when exposed to hydrocarbons. Within a rubber conveyor belt machine factory , these belts are tested against specific oils to ensure the covers do not lose their bond. Standard rubber is naturally porous to oils, which causes the belt to expand and fail mechanically.
Protecting the carcass from fat damage
In recycling plants or wood processing, even moderate amounts of vegetable fats or resins can migrate into the belt’s core. Once oil reaches the fabric plies, it destroys the adhesion, causing the layers to separate and the belt to fall apart.
Mineral oil vs. moderate fat resistance
It is crucial to distinguish between mineral oils and animal or vegetable fats when selecting a compound. Mineral oils are far more aggressive and require a higher grade of resistance to ensure the belt remains dimensionally stable over time.
Success in chemical and fertilizer sectors
The chemical industry presents a dual challenge: oil exposure combined with corrosive synthetic compounds. Oil-resistant belts for this sector are often cross-linked to provide a denser molecular structure that resists chemical penetration and premature degradation.
Key Takeaway: Oil-resistant belts are a mandatory requirement for any application involving hydrocarbons or fats, preventing the destructive swelling that leads to tracking failure.
| Grade Type | Oil Source | Primary Application | |
|---|---|---|---|
| MOR | Vegetable / Animal Fat | Recycling, Wood, Grain | |
| OR | Mineral / Fuel Oil | Petrochemical, Machinery | |
| GOR | High-Concentration Oil | Fertilizer, Metal Scrap |
How are customized belt solutions manufactured?

Customized belt solutions are manufactured through a multi-stage process involving precise rubber compounding, calendering, and high-pressure vulcanization. At a leading rubber conveyor belt machine factory , every belt is built from the inside out, starting with the selection of the carcass material. This process allows for the integration of unique features like molded edges, custom cleats, or reinforced impact zones.
The role of a modern machine factory
A state-of-the-art factory uses computerized controls to ensure that the tension on the reinforcement is perfectly uniform during the assembly process. This precision prevents the belt from having a banana shape, which would cause it to constantly drift during operation.
Tailored widths and edge finishes
Whether you need a narrow belt for packaging or a 3200mm wide belt for mining, customization allows for a perfect fit. Modern factories offer both molded edges for maximum protection and cut edges for cost-efficiency in less demanding environments.
Precision vulcanization techniques
The final step is vulcanization, where heat and pressure create a permanent chemical bond between the rubber and the reinforcement. For customized belts, this may involve adding sidewalls in a secondary press to ensure they are part of the monolithic structure.
Key Takeaway: Custom manufacturing allows for the creation of a bespoke belt that is perfectly balanced for your specific load, speed, and environmental conditions.
| Manufacturing Step | Purpose | Quality Impact | |
|---|---|---|---|
| Compounding | Chemical property definition | Durability & Resistance | |
| Calendering | Layering and thickness | Structural Uniformity | |
| Vulcanization | Chemical bonding (Curing) | Delamination Resistance |
Which industries benefit from tailored belts?

Industries ranging from heavy mining and power generation to food processing and logistics benefit immensely from tailored belts that solve specific challenges. A rubber conveyor belt machine factory provides the essential infrastructure that allows these sectors to scale their production and reduce manual labor. By moving away from generic solutions, these industries achieve higher levels of automation and long-term reliability.
Efficiency in mining and construction
Mining operations are major beneficiaries, as they require belts that can handle thousands of tons of abrasive ore while spanning several kilometers. Tailored steel cord belts with high-impact covers allow mines to operate continuously with minimal downtime for emergency repairs.
Reliability in wood and recycling sectors
The wood and recycling industries often deal with unpredictable materials that are both oily and abrasive. Tailored belts with moderate oil resistance and high tear strength allow these facilities to process diverse waste streams without constant belt swelling.
Why partner with a professional factory
Partnering with a dedicated manufacturer gives you a competitive edge by ensuring your material handling system is optimized for your specific goals. They offer the engineering depth required to troubleshoot complex issues like resonance, high-speed tracking, and excessive energy loss.
Key Takeaway: From the depths of a mine to the sterile environment of a food plant, tailored conveyor belts are the invisible force driving modern industrial productivity and safety.
| Industry | Primary Belt Requirement | Solution | |
|---|---|---|---|
| Steel / Cement | Thermal Stability | Heat Resistant (T3) | |
| Agriculture | Hygiene & Oil Resistance | Food-Grade Nitrile | |
| Power Plants | Flame Retardancy | Anti-Static / Fire Resistant |
At Zhenxing, we understand that your operation depends on the relentless reliability of your conveyor systems. Our mission is to provide the world’s most durable and efficient rubber solutions, tailored specifically to the punishing demands of your unique environment. Whether you are upgrading a high-heat clinker line or installing a long-distance steel cord system, our engineering team is ready to support your goals. To optimize your facility’s performance and ensure maximum uptime, contact us today to discuss your project requirements.
Frequently Asked Questions
- Can I customize the width of my rubber belt?Yes, most professional factories can manufacture belts in custom widths ranging from 500mm to 3200mm to fit your specific conveyor frame dimensions perfectly.
- What’s the best belt for transporting sharp rocks?The best choice is an abrasion-resistant belt with a Grade X or Grade W cover, which is specifically formulated to resist gouging and tearing from jagged materials.
- How do I know if I need a steel cord belt?You should consider steel cord reinforcement if your conveyor spans a long distance (over 500m) or if the tensile load requirements exceed the limits of standard fabric plies.
- Can I get flame-resistant belts for food?Absolutely, specialized food-grade belts are available that combine FDA-compliant non-toxic rubber with flame-retardant additives for safe use in grain or sugar silos.
- What’s the best way to handle oil exposure?The most effective solution is a belt made with high-nitrile (NBR) rubber, which prevents the elastomer from swelling and losing its shape when in contact with fats or fuels.