
Reliable conveyor belt rubber manufacturers provide high-performance components that reduce downtime, improve durability, and ensure stable material flow in demanding industrial environments.
Who are leading conveyor belt rubber manufacturers?

Leading conveyor belt rubber manufacturers are industrial entities that specialize in the high-volume production of reinforced rubber belts for heavy industries like mining and construction. These companies combine advanced chemical engineering with massive manufacturing infrastructure to support global supply chains. You need a partner that understands the specific stresses of bulk material handling.
How do they support the mining sector?
Here’s the deal: the mining industry requires belts that can survive constant abrasion and heavy impact. Professional manufacturers supply specialized Fabric (Textile) Conveyor Belt options that balance flexibility with incredible tear resistance.
- High tensile strength for deep-pit operations.
- Superior impact resistance for primary crushers.
- Multi-ply construction for maximum durability.
Make no mistake, selecting the right reinforcement material is what keeps your heavy machinery running without interruption.
Key Takeaway: Choosing a manufacturer with specific mining expertise ensures your equipment can handle the harshest raw materials without premature failure.
| Support Type | Industry Impact | |
|---|---|---|
| Heavy-duty reinforcement | Reduces belt stretching and snapping | |
| Specialized covers | Resists sharp rocks and ore impact | |
| Fast replacements | Minimizes downtime during site maintenance |
The data shows that industry leaders focus on both durability and rapid deployment.
Why visit conveyor belt rubber manufacturers?

Visiting conveyor belt rubber manufacturers allows you to verify production standards and inspect the quality of raw materials firsthand. Professional facilities often feature automated calenders and vulcanizing presses that can handle coils exceeding 35,000 kg. Seeing this scale helps you understand the manufacturer’s capacity to handle large-scale industrial orders.
Can you inspect the quality control?
Think about it: seeing the manufacturing line in person gives you total confidence in the finished product. You can observe the precision of the rubber mixing process and the tensioning of the reinforcement layers.
- On-site verification of ISO standards.
- Inspection of rubber compound purity.
- Review of automated thickness controls.
But wait, there’s more; visiting a facility often opens the door for custom engineering discussions that aren’t possible over email.
Key Takeaway: A factory visit transforms a simple purchase into a strategic partnership, ensuring your technical requirements are fully understood.
| Visit Benefit | Operational Value | |
|---|---|---|
| Technical Consultation | Tailored belt specifications | |
| Quality Verification | Higher trust in product lifespan | |
| Process Transparency | Better understanding of lead times |
Direct factory engagement leads to more accurate project planning and cost control.
How do conveyor belt rubber manufacturers test?
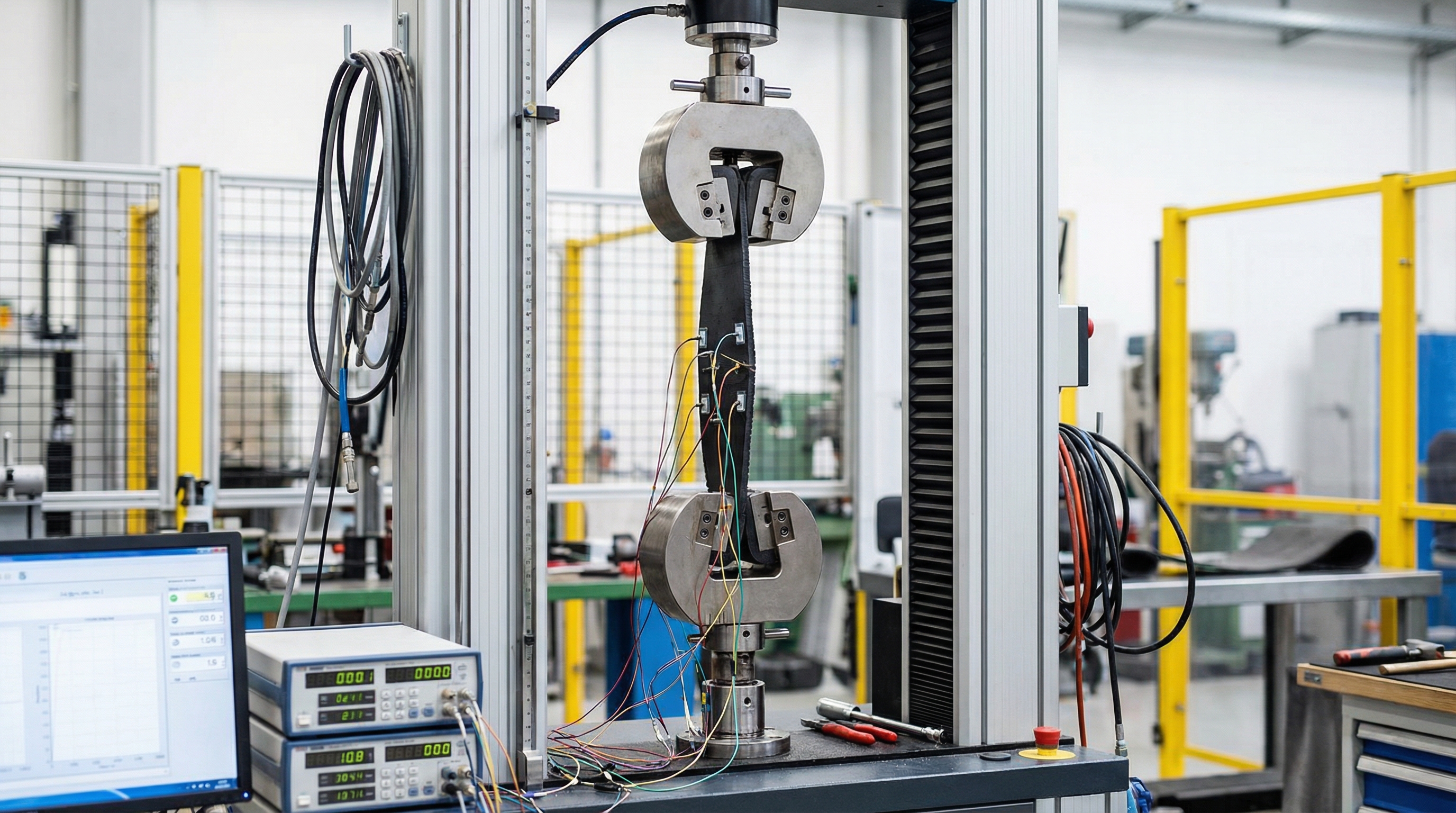
Expert conveyor belt rubber manufacturers utilize rigorous tensile testing and abrasion analysis to ensure every belt meets international safety and performance standards. They use specialized laboratory equipment to pull samples to their breaking point, measuring the exact force required to cause failure. This data is critical for applications involving Steel Cord Conveyor Belt systems that must travel long distances under high tension.
Is durability testing comprehensive?
The best part? Professional testing goes far beyond simple strength checks to simulate real-world environmental stress. Engineers perform accelerated aging tests and chemical resistance checks to ensure the rubber won’t degrade in your specific environment.
- Tensile strength verification for maximum loads.
- DIN abrasion testing for wear resistance.
- Adhesion testing between plies and covers.
It gets better: you receive detailed test reports for every batch, providing a paper trail of quality for your safety compliance audits.
Key Takeaway: Rigorous testing guarantees that the belts you install will perform reliably under the specific load conditions of your facility.
| Test Category | Metric Measured | |
|---|---|---|
| Mechanical | Breaking strength and elongation | |
| Physical | Hardness and density of rubber | |
| Endurance | Abrasion loss in cubic millimeters |
Advanced testing protocols eliminate the guesswork from your material handling procurement.
Where are conveyor belt rubber manufacturers found?

Top conveyor belt rubber manufacturers are typically located in massive industrial parks that provide the space and logistics infrastructure required for heavy manufacturing. These centers often house multiple production lines, R&D labs, and large-scale warehouses to serve international clients. Proximity to major ports and transport hubs ensures that your orders can be shipped efficiently to any location worldwide.
Why does the location matter?
You might be wondering: does a manufacturer’s physical footprint really impact your delivery schedule? The truth is, integrated industrial parks allow for faster raw material sourcing and streamlined customs processing for exports.
- Strategic access to global shipping lanes.
- Integrated logistics for heavy coil transport.
- Scalable production units for bulk orders.
It’s all about efficiency; a well-located factory can significantly reduce your total landed cost and project lead times.
Key Takeaway: Sourcing from manufacturers in established industrial hubs ensures a stable supply chain and more reliable delivery dates.
| Hub Feature | Advantage for You | |
|---|---|---|
| Port Proximity | Reduced international shipping costs | |
| Raw Material Access | More competitive unit pricing | |
| Scaled Infrastructure | Faster handling of oversized belt coils |
Logistics efficiency is just as important as manufacturing quality in bulk handling.
What metrics do conveyor belt rubber manufacturers track?
Reliable conveyor belt rubber manufacturers track performance metrics like tensile strength, elongation at break, and abrasion loss to maintain consistent product quality. These data points allow engineers to fine-tune rubber compounds for specific Mining Industry Solutions . By monitoring these variables, manufacturers can guarantee that their belts will provide the longest possible service life in your plant.
How do they measure heat resistance?
Look at this: metrics are the only way to prove that a belt can survive extreme temperatures. Manufacturers use thermal analysis to ensure the rubber maintains its flexibility and doesn’t become brittle when transporting hot materials.
- Heat resistance ratings up to 200°C.
- Flame retardancy benchmarks for safety.
- Low-temperature flexibility for cold climates.
Make no mistake, without tracking these metrics, you are essentially guessing about the safety and lifespan of your conveyor system.
Key Takeaway: Data-driven manufacturing ensures that the belt you receive is chemically and physically optimized for your specific operational challenges.
| Metric | Importance for Operations | |
|---|---|---|
| Elongation % | Determines how much the belt stretches | |
| Tensile Strength | Peak load the belt can handle safely | |
| Abrasion Loss | Predicts how fast the cover will wear |
Precision metrics are the foundation of high-performance industrial rubber products.
Can conveyor belt rubber manufacturers ensure precision?

Reputable conveyor belt rubber manufacturers ensure precision by using high-accuracy micrometers and laser sensors to monitor belt thickness during the entire production cycle. Consistent thickness is vital because uneven surfaces cause tracking issues and uneven wear, leading to premature belt failure. You need the peace of mind that comes from knowing every millimeter of your belt has been verified for accuracy.
Is dimensional accuracy important?
Now, why does this matter? Precision dimensions ensure that the belt fits perfectly into your existing structure and interacts correctly with your pulleys.
- Uniform thickness across the entire width.
- Precise alignment of internal reinforcements.
- Exacting edge finishing to prevent fraying.
The result is clear: precision manufacturing directly translates to smoother operations and less mechanical strain on your conveyor motors.
Key Takeaway: Investing in precision-engineered belts reduces the frequency of tracking adjustments and extends the life of your mechanical components.
| Accuracy Factor | Operational Benefit | |
|---|---|---|
| Gauge Consistency | Better belt tracking on pulleys | |
| Reinforcement Alignment | Even distribution of load tension | |
| Width Tolerance | Prevents spillage and frame rubbing |
Precision control is what separates elite manufacturers from standard suppliers.
Which designs do conveyor belt rubber manufacturers offer?
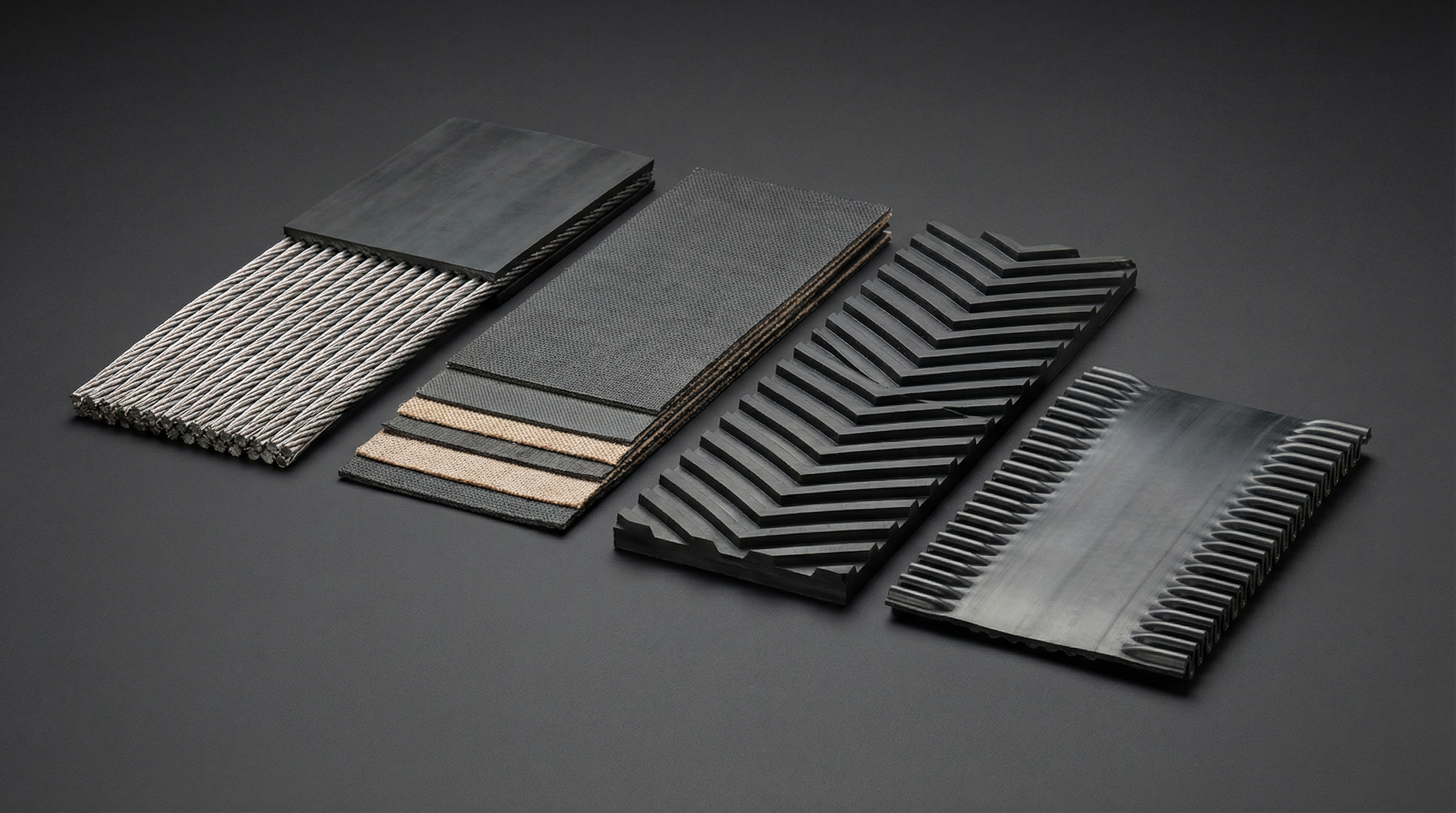
Versatile conveyor belt rubber manufacturers offer a wide array of profiles, ranging from flat belts for horizontal transport to specialized Chevron designs for steep inclines. They provide custom surface textures that increase friction and prevent material rollback, which is essential for maximizing your throughput. You can choose from hundreds of different molds to match your specific bulk material characteristics.
Do you need specialized profiles?
It gets better: modern manufacturers can create custom patterns designed for the unique flow properties of your material. Whether you are moving wet sand or sharp coal, there is a profile optimized for the job.
- V-patterns for steep-angle conveying.
- Rough-top surfaces for packaged goods.
- Cleated designs for high-volume elevation.
The truth is, using the wrong surface profile can reduce your system’s efficiency by as much as 30% due to material slippage.
Key Takeaway: Selecting a specialized belt profile allows you to transport materials at steeper angles, saving valuable floor space in your facility.
| Profile Type | Best Application | |
|---|---|---|
| Flat Surface | High-speed horizontal transport | |
| Chevron Pattern | Inclined conveying of bulk solids | |
| Cleated Belts | Vertical lifting of loose materials |
The right design ensures that your material stays on the belt, not on the floor.
Do conveyor belt rubber manufacturers use new tech?

Innovative conveyor belt rubber manufacturers are currently integrating nanotechnology and advanced polymers to create belts with unprecedented wear resistance and self-extinguishing properties. These high-tech materials are engineered at the molecular level to provide a tougher barrier against sharp objects and corrosive chemicals. When you upgrade to these advanced compounds, you significantly extend the time between maintenance cycles.
How does tech improve lifespan?
You might be wondering: is the investment in high-tech rubber worth it? The best part is that these materials reduce the “rolling resistance” of the belt, which can lower your facility’s energy consumption.
- Enhanced resistance to oils and grease.
- Improved UV protection for outdoor use.
- Anti-static properties for explosive environments.
But that’s not all; newer tech allows for thinner belts that maintain the same strength as older, heavier designs, making installation much easier for your team.
Key Takeaway: Technological advancements in rubber chemistry allow you to run your conveyors longer, faster, and with lower energy costs.
| Tech Innovation | Practical Benefit | |
|---|---|---|
| Low-Resistance Rubber | Significant energy savings | |
| Self-Extinguishing Compounds | Enhanced fire safety compliance | |
| High-Adhesion Plies | Eliminated delamination risks |
Investing in technology today prevents the operational bottlenecks of tomorrow.
How have conveyor belt rubber manufacturers evolved?
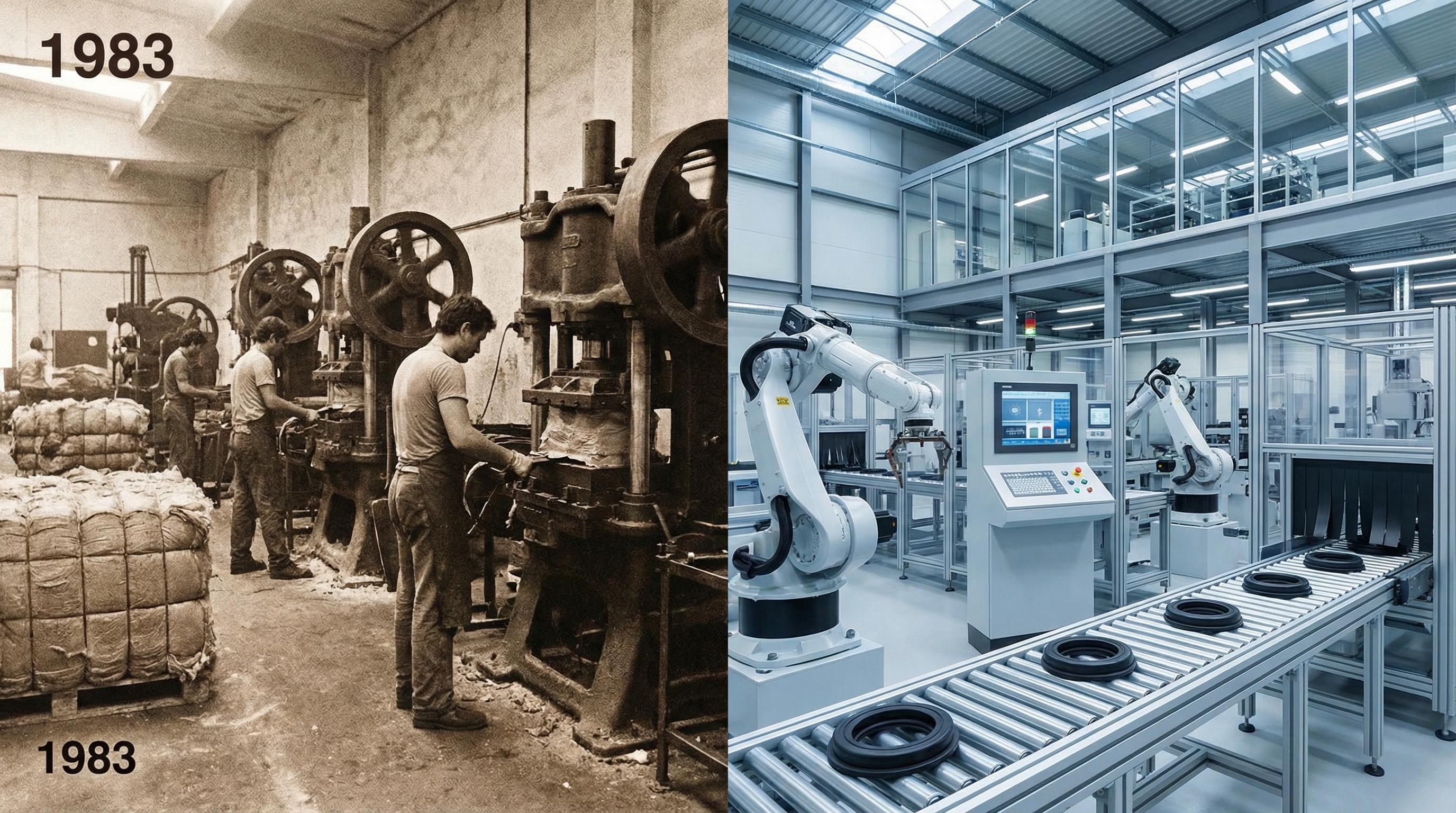
Since the early 1980s, conveyor belt rubber manufacturers have transitioned from manual, labor-intensive workshops into highly automated smart factories utilizing AI-driven quality control. This evolution has led to the development of complex Sidewall Conveyor Belts that can transport materials vertically without the need for multiple transfer points. The industry has moved from “one size fits all” to highly specialized, data-backed engineering.
What was the major turning point?
Here’s the deal: the integration of steel cord reinforcement in the 1960s and 70s allowed for the creation of belts miles long. This changed the mining world forever by eliminating the need for thousands of trucks.
- Shift from natural to synthetic rubbers.
- Development of fire-resistant standards.
- Automation of the vulcanization process.
Make no mistake, the modern belt is a marvel of engineering compared to the simple rubber strips used a century ago.
Key Takeaway: Understanding the history of manufacturing helps you appreciate the reliability and safety of modern conveyor systems.
| Era | Key Advancement | |
|---|---|---|
| 1980s | Standardization of EP fabric belts | |
| 2000s | Precision laser measurement systems | |
| 2020s+ | Smart belts with embedded sensors |
The evolution of the industry has consistently focused on increasing safety and reducing human error.
Should you trust conveyor belt rubber manufacturers?

You should trust conveyor belt rubber manufacturers who maintain open-door policies and provide third-party verification for all their performance claims. Trusted partners invest heavily in R&D labs to solve the specific material handling problems their clients face in the field. When a manufacturer provides a 24-hour technical consultation and a drawing-based quotation, it shows they are committed to your project’s success.
How do you verify their claims?
Think about it: a trustworthy manufacturer will always welcome a third-party audit from companies like SGS or Intertek. They stand behind their products because they know their testing protocols are airtight.
- Requesting material samples for your own testing.
- Checking for CE and ISO 9001 certifications.
- Reviewing case studies from similar industries.
But wait, there’s more; professional manufacturers offer comprehensive warranties and on-site support to ensure your system performs as promised.
Key Takeaway: Trust is built through transparency, data-backed evidence, and a proven track record of supporting large-scale industrial projects.
| Trust Indicator | What to Look For | |
|---|---|---|
| ISO 9001:2015 | Validated quality management systems | |
| Sample Availability | Willingness to prove quality upfront | |
| Technical Support | Rapid response to engineering queries |
Building a relationship with a reliable manufacturer is the best insurance for your production line.
FAQ Section
- Can I request a custom rubber compound for specific chemical resistance?Yes, professional manufacturers can tailor chemical compositions. They use internal R&D labs to mix specific polymers that resist degradation from various industrial oils, acids, or alkalis.
- What’s the best way to determine the correct belt width for my system?You should consult with an engineering team for a technical analysis. They calculate the width based on your material’s density, the conveyor’s troughing angle, and your required hourly throughput.
- How do I know if a belt is truly fire-resistant?Look for specific safety certifications like MT 668 or CE EN14973. Manufacturers must perform standardized flame tests and provide documentation to prove the rubber will self-extinguish.
- Can I order belts with custom branding for my company?Yes, most top-tier manufacturers offer OEM services including logo embossing and custom packaging. This allows you to maintain your brand identity across all your industrial equipment.
- What’s the best method to ensure long-term belt performance in cold climates?Specify a cold-resistant rubber grade during the procurement process. These compounds are designed to maintain their flexibility and impact resistance at temperatures as low as -40°C.
Conclusion
Optimizing your bulk handling system requires more than just standard equipment; it requires the precision and durability of expert manufacturing. By choosing the right components, you protect your operation from costly interruptions and safety risks. If you are ready to enhance your facility’s efficiency, contact us today to receive a tailored technical solution from our team. We are dedicated to providing the global industrial market with the most reliable and innovative rubber solutions available.
Our Vision: To lead the bulk material handling industry through engineering excellence and a commitment to total quality.