
Leading industrial rubber conveyor belt manufacturers provide sidewall conveyor solutions that enable vertical material transport, reduce spillage, and optimize space in high-capacity industrial operations.
What are corrugated sidewall belts?

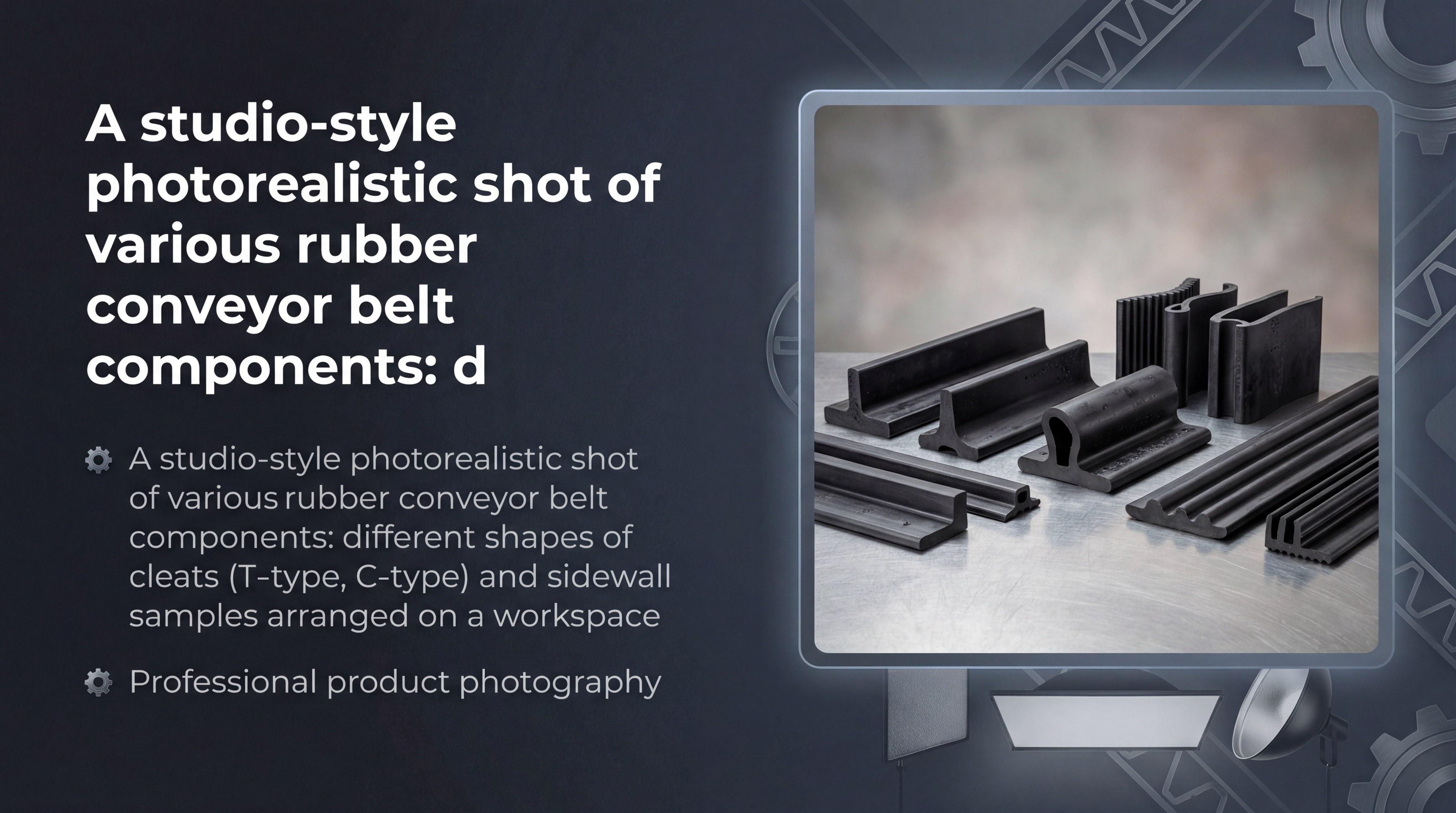
Corrugated sidewall belts consist of a cross-rigid base belt, flexible corrugated side walls, and horizontal cleats. Leading industrial rubber conveyor belt manufacturers design these components to work in unison, creating moving “pockets” that trap material securely. This specialized architecture ensures that bulk goods remain stable even when the belt transitions from a horizontal to a vertical plane.
These belts are engineered to withstand the unique mechanical stresses of steep-angle conveying. The sidewalls are designed with high elasticity to allow the belt to flex around pulleys without cracking or losing their shape. By using a monolithic rubber structure, these systems provide a durable alternative to traditional bucket elevators or flighted belts.
Why are the walls wavy?
The truth is: the corrugated shape is essential for the belt’s ability to navigate standard pulleys and return rollers. Because the walls are wavy rather than flat, they can compress and expand as the belt bends, preventing structural fatigue.
- High Elasticity: Allows for smooth transitions over drive pulleys.
- Supportive Height: Sidewalls come in various heights to match your volume needs.
- Spillage Prevention: The wavy design creates a complete seal at the belt edges.
- Tear Resistance: Modern rubber compounds prevent damage from sharp aggregates.
Think about it: without this corrugated design, the walls would simply snap under the tension of a vertical lift. By distributing the stress across the waves, the belt maintains its integrity through thousands of operational hours.
Key Takeaway: The corrugated design is a structural necessity that enables high-angle flexibility and maximum material containment.
| Component | Primary Material | Purpose | |
|---|---|---|---|
| Base Belt | Cross-Rigid Rubber | Provides tensile strength and lateral stability | |
| Corrugated Wall | High-Elasticity Rubber | Prevents lateral material spillage at steep angles | |
| Horizontal Cleats | Reinforced Rubber | Acts as a shelf to lift material vertically |
Analysis: Understanding the modular nature of these components helps you select the right belt for specific height and volume requirements.
How does a sidewall system work?
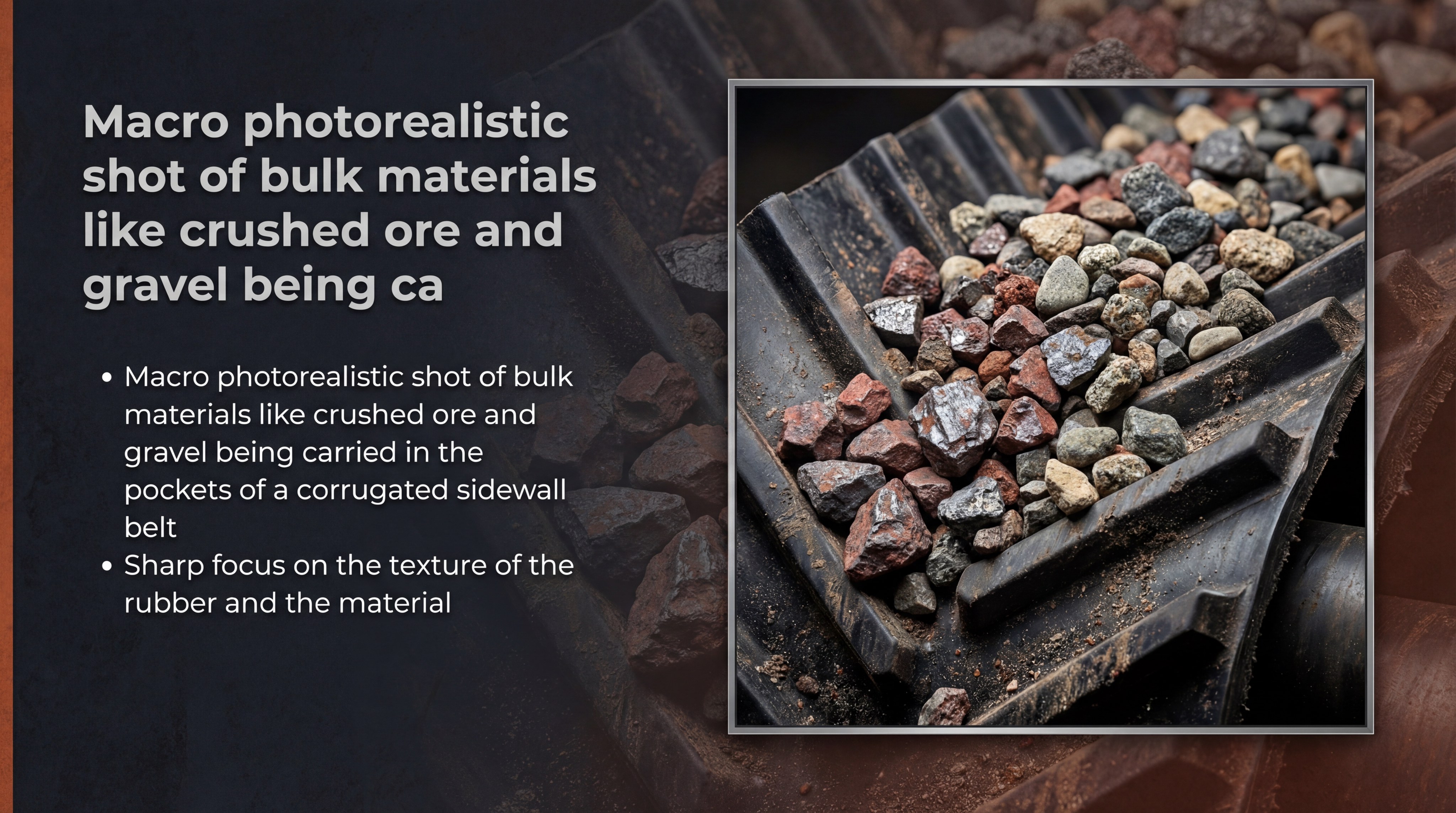
A sidewall system works by trapping bulk material within individual “pockets” created by the sidewalls and horizontal cleats. As a top-tier industrial rubber conveyor belt manufacturers’ product, the system allows the belt to travel horizontally, then curve upward into a steep incline or vertical lift. The material rests on the horizontal cleats, which act as shelves to prevent gravity from pulling the load backward.
The movement is continuous and powered by a single drive motor, significantly simplifying your mechanical requirements. Once the belt reaches its destination, the material is discharged by the centrifugal force and gravity as the belt wraps around the head pulley. This design ensures a nearly 100% discharge rate, which is critical for maintaining high throughput in industrial facilities.
How is material retained?
The best part? The pocket-based design ensures that even fine powders stay within the conveying zone. Make no mistake, the interaction between the cleat and the sidewall is what defines the system’s efficiency.
- Pocked Sealing: Cleats are often bonded directly to the sidewalls for a tight seal.
- Load Distribution: Weight is distributed evenly across the base belt width.
- Centripetal Integrity: Material stays centered even during rapid vertical transitions.
- Volume Consistency: Deep pockets allow for a deeper material bed than flat belts.
Look at it this way: you are essentially moving a vertical line of buckets that are permanently attached to a high-strength rubber foundation. This eliminates the mechanical complexity and high failure rates associated with separate bucket systems.
Key Takeaway: Material retention is achieved through the creation of secure, individual moving pockets that defy gravity.
| Operational Stage | Action | Result | |
|---|---|---|---|
| Loading | Material enters the horizontal pocket | Stable material bed is formed | |
| Transition | Belt curves from horizontal to vertical | Pocket traps material against the cleat | |
| Discharge | Belt wraps around the head pulley | Centrifugal force ejects material cleanly |
Analysis: Monitoring the transition zones is the best way to ensure your system maintains a 100% discharge rate without carry-back.
Why choose corrugated designs?
Corrugated sidewall belts are chosen primarily for their extreme space efficiency and their ability to eliminate multiple transfer points. Professional industrial rubber conveyor belt manufacturers emphasize that a single sidewall belt can replace a horizontal-incline-horizontal system. This reduction in complexity lowers the risk of dust emissions and material degradation while saving valuable real estate in your plant.
By moving materials vertically at 90 degrees, you can fit high-capacity conveying systems into areas where traditional ramps are impossible. This capability is a game-changer for urban recycling centers, underground mines, and crowded power plants. Furthermore, the lack of intermediate transfer points means there is no place for material to clog or spill between different conveyor sections.
Is space efficiency better?
Bottom line? You can reduce the footprint of your conveyor system by up to 80% compared to standard incline belts. This allows you to utilize your floor space for other critical production machinery.
- Zero-Footprint Incline: Achieve massive lifts in just a few square meters.
- Lower Infrastructure Cost: Fewer support structures are required for vertical runs.
- Simplified Layout: Run conveyors directly up walls or through narrow shafts.
- Integrated Paths: Combine horizontal and vertical travel in one continuous belt.
Wait, there’s more: because there is only one belt, you only need one drive motor and one set of controls. This drastically reduces your electrical installation costs and ongoing energy consumption.
Key Takeaway: Space efficiency and the elimination of transfer points are the primary drivers for adopting sidewall technology.
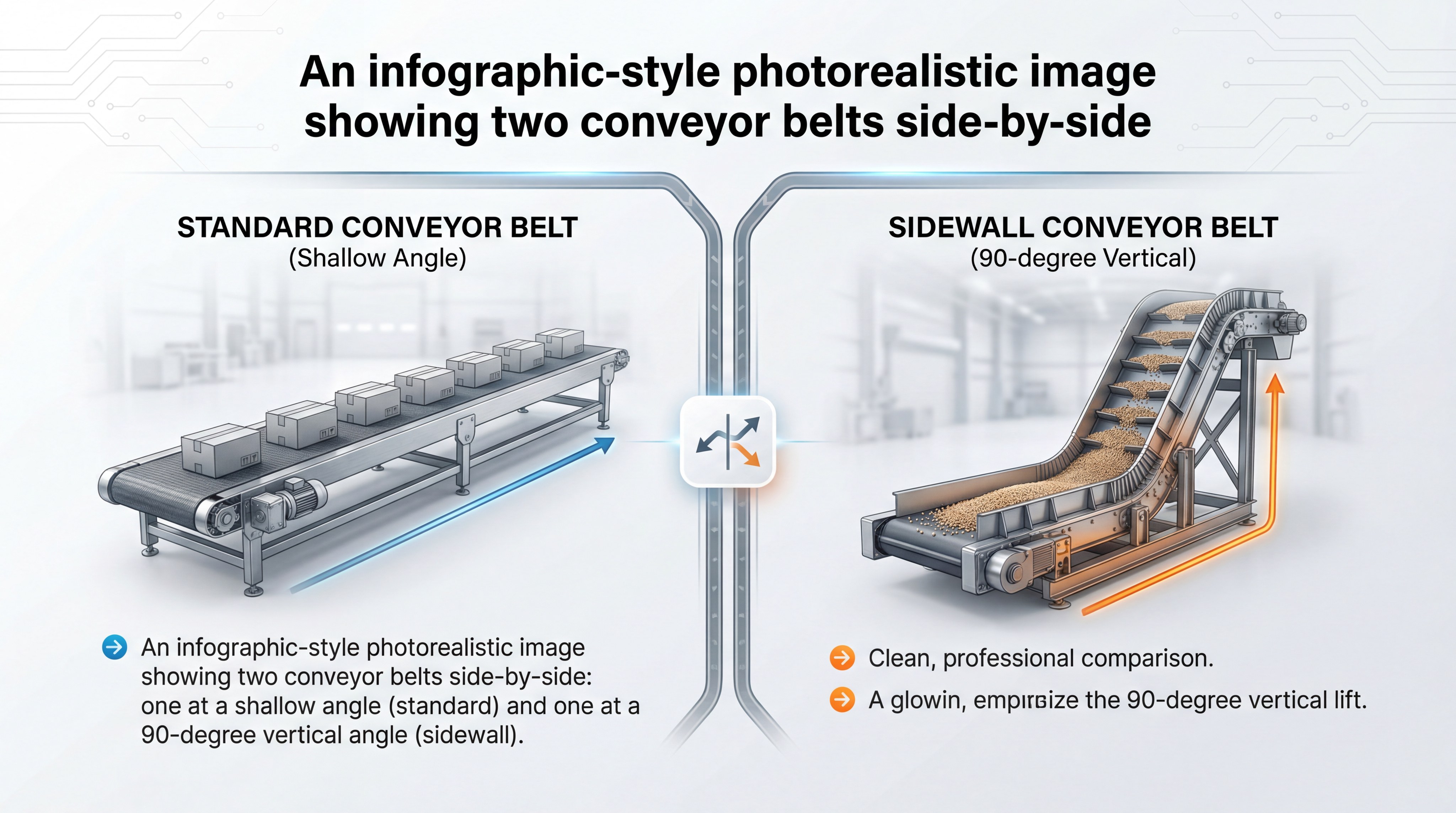
| Feature | Standard Belt System | Sidewall Belt System | |
|---|---|---|---|
| Max Incline | 18 – 22 Degrees | 90 Degrees (Vertical) | |
| Floor Space | Massive (long ramps) | Minimal (vertical lift) | |
| Transfer Points | Multiple required | Zero |
Analysis: Comparing the footprint of these two systems reveals why sidewall belts are the standard for vertical industrial expansion.
What is the belt structure?
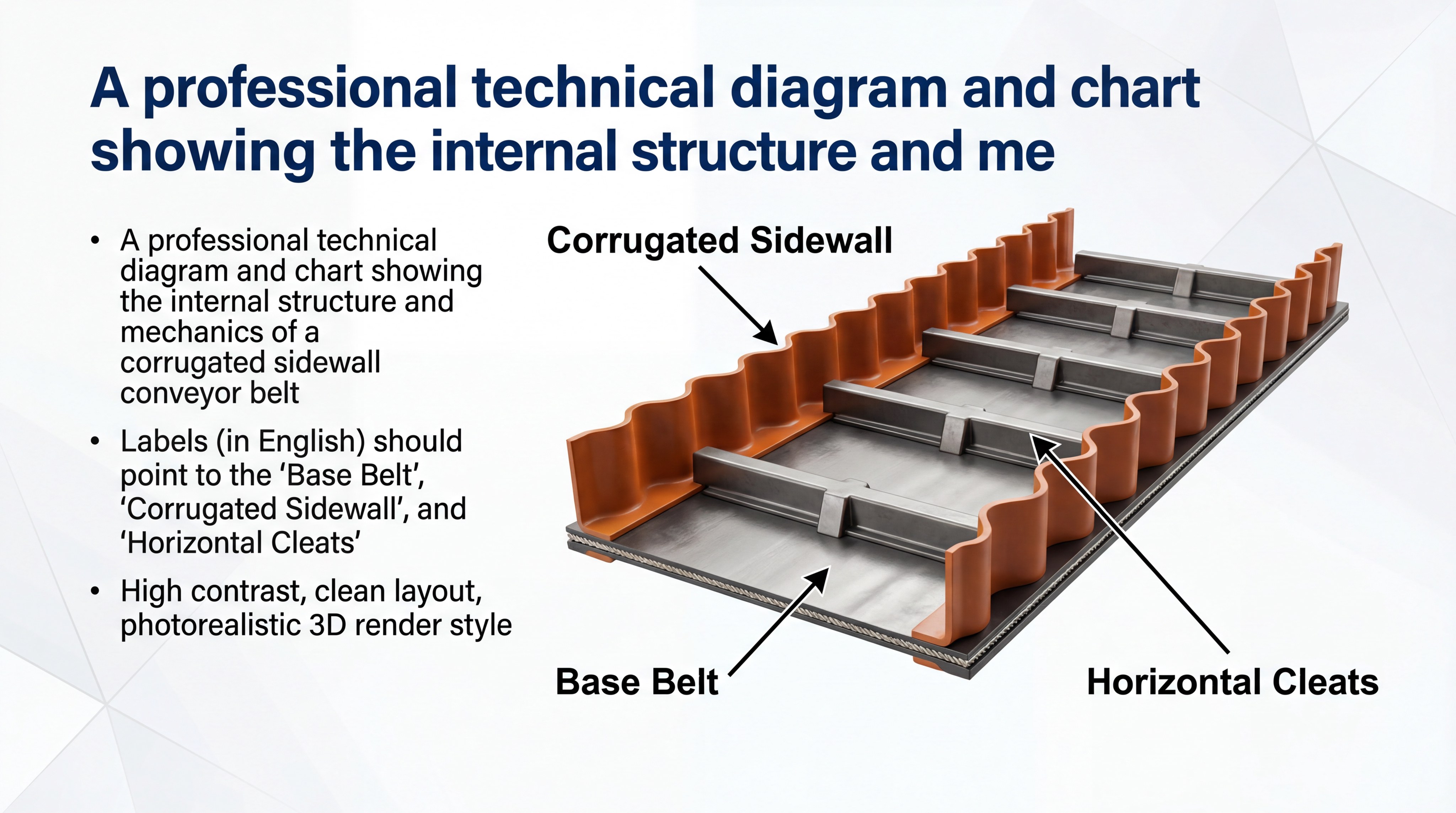
The structure of a sidewall belt is a multi-layered engineering marvel designed by industrial rubber conveyor belt manufacturers for maximum rigidity. The base belt is usually a cross-rigid rubber, often reinforced with specialized fabric or steel mesh to prevent it from bowing under the weight of the sidewalls. On top of this base, the corrugated sidewalls and horizontal cleats are permanently bonded using high-pressure vulcanization.
The “cross-rigidity” of the base belt is the most critical structural feature. It ensures that the belt stays perfectly flat as it passes over rollers, preventing the sidewalls from leaning inward or outward. This structural stability is what allows the belt to support heavy loads of rock or coal while maintaining a vertical profile without collapsing.
What is the base belt?
Believe it or not: the base belt is far more complex than a standard flat belt. It must be flexible enough to wrap around pulleys but rigid enough to resist lateral bending under heavy tension.
- Fabric Reinforcement: Typically uses fabric reinforcement to provide tensile strength.
- Cross-Rigid Plies: Extra layers of stiffening fabric prevent the belt from cupping.
- High Tensile Strength: Supports the weight of the material and the belt itself over long vertical distances.
- Smooth Bottom: Designed for low-friction travel over return rollers.
Simply put: if the base belt isn’t rigid enough, the entire system will fail as soon as it tries to turn a corner. Professional manufacturers ensure the base belt is the strongest part of the entire assembly.
Key Takeaway: The structural integrity of the sidewall system depends entirely on the cross-rigidity of its specialized base belt.
| Structural Layer | Material | Key Property | |
|---|---|---|---|
| Top Cover | Grade N or M Rubber | Abrasion and impact resistant | |
| Tension Member | EP Fabric or Steel Cord | High tensile load capacity | |
| Rigid Member | Specialized Monofilament | Provides lateral stiffness |
Analysis: Selecting the right structural reinforcement (Fabric vs. Steel) depends on your specific lift height and material density.
Where are these belts used?
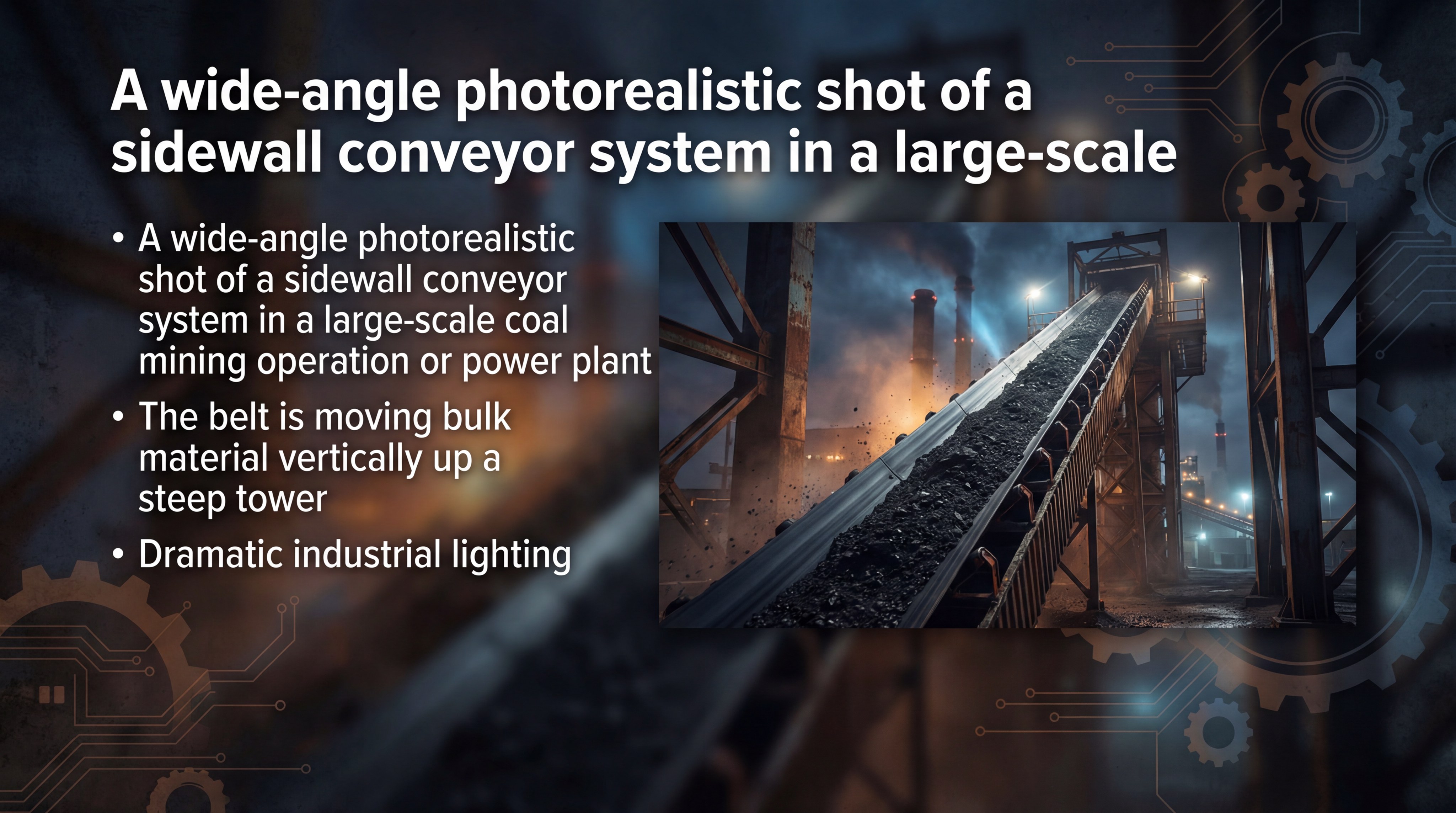
Sidewall belts are utilized across various heavy industries where vertical material handling is a daily requirement. According to industrial rubber conveyor belt manufacturers , these belts are vital in mining, cement production, and power generation. They are the preferred choice for feeding high silos, loading ships in tight port terminals, and lifting excavated material from deep tunneling shafts.
In the recycling industry, these belts are used to move scrap metal, paper, and plastic into processing hoppers. Their ability to handle diverse material sizes while preventing spillage makes them indispensable for waste recovery. Whether it is moving hot clinker in a cement plant or wet sand in an aggregate facility, these belts adapt to the harshest environmental conditions.
Are they ideal for mining?
Here is the kicker: in deep-shaft mining, these belts are the only way to move tons of ore vertically without using expensive hoist systems. They provide a continuous flow that hoists simply cannot match.
- Shaft Lifting: Moves ore from underground levels to the surface.
- Tunneling: Clears rubble and debris in confined underground spaces.
- Coal Handling: Feeds power plant silos from ground-level stockpiles.
- Aggregates: Handles wet sand and gravel without lateral spillage.
Make no mistake, mining industry solutions often rely on these belts because they can handle 24/7 operation in abrasive, dusty environments. Their durability in the face of heavy, jagged rocks is what makes them a staple of the global mining sector.
Key Takeaway: The versatility of sidewall belts makes them a primary solution for any industry requiring high-volume vertical lifts.
| Industry | Material Transported | Application | |
|---|---|---|---|
| Mining | Coal, Copper Ore, Gold Ore | Shaft lifting and stockpile management | |
| Construction | Cement, Gravel, Sand | Silo feeding and batch plant supply | |
| Power Plants | Coal, Biomass, Ash | Feeding boilers in constrained spaces |
Analysis: Industry-specific rubber compounds (heat-resistant, oil-resistant) must be matched to the specific material being transported for maximum lifespan.
What materials can they handle?
These systems are engineered to handle a virtually unlimited range of bulk materials, from fine powders to large, heavy rocks. Industrial rubber conveyor belt manufacturers produce these belts with customized pocket sizes to match the size and density of your specific product. Fine materials like cement or grain are contained by tall, tightly corrugated walls, while heavy materials like iron ore are supported by reinforced cleats.
The chemical composition of the rubber can also be adjusted to handle specialized loads. This includes materials that are oily, highly abrasive, or extremely hot. Because the sidewalls create a sealed conveying path, even sticky materials that would normally spill off the sides of a flat belt are kept securely in place until they reach the discharge point.
Can they transport chemicals?
The truth is: with the right rubber compound, these belts excel at moving corrosive fertilizer or chemical pellets. You just need to ensure the belt grade is compatible with your material’s acidity or oil content.
- Fertilizer: Resists chemical degradation and corrosion.
- Oily Materials: Specialized compounds prevent the rubber from swelling.
- Fine Powders: Tall walls prevent wind-loss and dust emissions.
- Hot Clinker: Heat-resistant grades handle temperatures up to 200°C.
Think about it: the deep pocket design protects the material from external elements while preventing the environment from being contaminated by spillage. This dual protection is why chemical plants prefer sidewall designs.
Key Takeaway: Custom rubber compounding allows sidewall belts to handle everything from standard aggregates to corrosive chemicals.
| Material Category | Examples | Required Belt Feature | |
|---|---|---|---|
| Heavy Bulk | Iron Ore, Rock | Steel cord reinforcement | |
| Fine Bulk | Cement, Grain | High sidewalls and T-cleats | |
| Corrosive | Fertilizer, Chemicals | Chemical-resistant rubber grade |
Analysis: Matching the pocket depth and rubber grade to your material’s physical properties is the secret to minimizing belt wear.
How are they manufactured?

The manufacturing of high-quality sidewall belts involves a rigorous process called hot vulcanization. Experienced industrial rubber conveyor belt manufacturers use high-pressure steam and heat to bond the sidewalls and cleats to the base belt. This process creates a molecular bond between the components, ensuring they function as a single, monolithic piece of rubber that will not peel or separate under load.
First, the base belt is constructed with its cross-rigid internal layers. Then, the corrugated walls and horizontal cleats are positioned on the belt surface. The entire assembly is placed in a massive vulcanizing press where heat and pressure fuse the rubber together. This is a significant improvement over cold-bonding methods, which often lead to component detachment during the belt’s transition over pulleys.
Why use hot vulcanizing?
Look at it this way: hot vulcanization is like welding for rubber. It creates a bond so strong that the sidewall will tear before the bond itself fails.
- Superior Adhesion: Prevents cleats from shearing off under heavy loads.
- Seamless Joints: Eliminates gaps where fine materials could get trapped.
- Increased Lifespan: Extends the operational life of the belt by years.
- Flexibility: Maintains the belt’s ability to curve around tight pulleys.
Bottom line? Cold-glued belts are cheaper initially but often lead to catastrophic failure when moving heavy ore at steep angles. Hot vulcanizing is the only industry standard for high-angle applications.
Key Takeaway: Hot vulcanization is the gold standard for creating a permanent, reliable bond between the belt, walls, and cleats.
| Production Step | Method | Quality Benefit | |
|---|---|---|---|
| Base Construction | Layered Calendaring | Consistent thickness and tensile strength | |
| Component Placement | Precision Alignment | Ensures smooth travel over return rollers | |
| Final Bonding | Hot Vulcanization | Maximum structural integrity and durability |
Analysis: Checking for hot-vulcanized components is the first thing a procurement manager should do when evaluating a new supplier.
What are the main advantages?

The primary advantages of sidewall belts include their 90-degree vertical lift capability, low maintenance requirements, and overall cost-efficiency. Every industrial rubber conveyor belt manufacturers’ guide highlights that by eliminating transfer points, you remove the primary source of equipment wear and dust. This leads to a cleaner work environment and significantly lower labor costs for cleaning and maintenance.
Furthermore, the power consumption of a single sidewall belt is lower than that of multiple shorter conveyors. You only have one set of bearings to grease, one motor to maintain, and one belt to inspect. Over the life of the system, these savings in spare parts and energy can amount to hundreds of thousands of dollars in a large-scale facility.
Does maintenance cost drop?
Believe it or not: the reduction in moving parts is the biggest factor in lowering your operational expenses. With fewer gearboxes and motors, there are simply fewer things that can break.
- Single Drive Point: Only one motor and gearbox to service.
- No Transfer Chutes: Eliminates the parts most prone to clogging and wear.
- Easier Inspection: One continuous belt path is much faster to monitor.
- Longer Life: High-grade rubber and hot-vulcanizing prevent frequent replacements.
Simply put: when you simplify the system layout, you simplify the maintenance schedule. Most facilities report a 40-60% reduction in downtime after switching from multi-stage conveyors to a sidewall system.
Key Takeaway: The economic benefits of sidewall belts are realized through lower energy bills, reduced maintenance labor, and fewer spare parts.
| Advantage Category | Specific Benefit | Business Impact | |
|---|---|---|---|
| Spatial | 90-degree vertical lift | Saves 80% of floor space | |
| Mechanical | Single drive motor | Reduces energy and maintenance | |
| Environmental | Zero transfer points | Eliminates dust and spillage |
Analysis: The long-term ROI of a sidewall system is significantly higher than traditional conveyors due to massive operational savings.
How to customize your belt?

Customization is a core service provided by professional industrial rubber conveyor belt manufacturers . You can specify everything from the height of the sidewall (40mm to 400mm+) to the specific profile of the horizontal cleats. Cleat shapes are typically divided into “T” (vertical), “C” (scooped), and “TC” (high-capacity scooped) to match the angle of your conveyor.
Beyond the physical shape, you can customize the rubber compound itself. This is vital if you are transporting materials that are extremely abrasive, oily, or fire-prone. Engineering your belt specifically for your site conditions ensures that the system operates at peak capacity without premature failure or excessive stretching over time.
Which cleat type is best?
Here is the kicker: for a full 90-degree vertical lift, you almost always need the “TC” type cleat. It provides a deeper scoop that prevents material from tumbling back at steep angles.
- T-Type Cleats: Best for shallow to medium angles (up to 40 degrees).
- C-Type Cleats: Ideal for steep angles where a scooped shape is needed.
- TC-Type Cleats: The high-capacity standard for vertical 90-degree lifting.
- Custom Spacing: Match cleat frequency to your material’s flow characteristics.
Think about it: the cleat is the only thing standing between your material and gravity. Working with an expert product page consultant helps you determine the exact spacing and shape needed for your throughput goals.
Key Takeaway: Customization of cleat profiles and rubber grades is essential for optimizing a belt for its specific environment.
| Custom Option | Selection Range | Best For | |
|---|---|---|---|
| Wall Height | 40mm to 500mm | Matching volume throughput | |
| Cleat Profile | T, C, or TC Type | Matching the lift angle | |
| Rubber Grade | Heat, Oil, Cold, Fire | Specific environment resilience |
Analysis: A “one-size-fits-all” approach to sidewall belts usually results in inefficient material flow or premature component wear.
How to select a manufacturer?
Choosing the right partner from the many industrial rubber conveyor belt manufacturers is the most important step in your project. You should look for a company that owns its factory and has its own R&D engineering team. A manufacturer like ZHENXING provides drawing-based quotations and free technical consultations within 24 hours, ensuring that the belt you receive is perfectly engineered for your specific conveyor structure.
You also need to verify their international certifications, such as ISO 9001 and CE marks. A factory that welcomes on-site visits and provides detailed test reports for tensile strength and abrasion resistance is one you can trust. By buying direct from the factory, you eliminate middleman markups while gaining direct access to the engineers who built your sidewall conveyor belts .
Why choose ZHENXING factory?
Look at it this way: when you work with a direct manufacturer, you get a custom-designed solution at a lower price point. There are no communication delays or hidden trading company fees.
- Direct Pricing: Saves you 15-30% compared to trading companies.
- Engineering Support: Get expert guidance on belt selection and drawing support.
- Fast Lead Times: Integrated manufacturing ensures stable delivery schedules.
- Verified Quality: ISO-certified production with full testing capabilities.
The truth is: industrial equipment is a long-term investment. You need a partner who can provide technical support years down the line, not just a seller who disappears after the first order is shipped.
Key Takeaway: Factory-direct manufacturers provide superior engineering support, better pricing, and higher quality control than distributors.
| Selection Criteria | Why It Matters | What to Ask For | |
|---|---|---|---|
| Factory Ownership | Ensures direct quality control | Proof of facility address | |
| Engineering Team | Provides accurate technical advice | Drawing-based quotations | |
| Certification | Guarantees international standards | ISO, CE, and SGS reports |
Analysis: Vetting a manufacturer’s engineering capability is just as important as checking their pricing for high-performance equipment.
Frequently Asked Questions
Can I use sidewall belts for food-grade grain transport?Absolutely. While many sidewall belts are black for heavy industry, they can be manufactured with white, non-toxic rubber compounds that meet stringent food safety standards for vertical silo feeding.
What’s the best way to prevent sidewall cracking?concise judgment: Use proper pulley diameters. The primary cause of sidewall fatigue is wrapping the belt around pulleys that are too small for the wall height, which creates excessive bending stress on the rubber waves.
How do I know if I need steel cord reinforcement?It depends on your lift height. For vertical lifts exceeding 30-50 meters with high material loads, steel cord reinforcement is usually necessary to prevent the belt from stretching under its own weight.
Can I get a custom logo on my sidewall belt?Yes, leading industrial rubber conveyor belt manufacturers offer custom branding and specification embossing. This is extremely helpful for site identification and tracking the belt’s production batch for quality audits.
What’s the maximum width available for these belts?Most professional factories can manufacture sidewall belts up to 2400mm or even 3200mm wide. However, the width must be balanced with the belt’s cross-rigidity to ensure it stays flat across the rollers.
At ZHENXING, we are dedicated to transforming your complex material handling challenges into streamlined, high-efficiency operations. As a leading manufacturer since 1983, we offer direct factory pricing, 24-hour technical support, and a complete line of high-performance belts tailored to your industry. Our engineering team is ready to provide you with a customized design and an accurate quote within 24 hours.
If you are looking for a reliable partner to optimize your vertical conveying and reduce maintenance costs, contact us today to start your partnership with a world-class industrial rubber expert.