
Boost operational efficiency and reduce maintenance costs by partnering with reliable rubber conveyor belt exporters who supply high-quality, multi-layered industrial belts. Designed for heavy-duty material handling, these belts combine durable rubber covers with strong reinforcements to ensure consistent performance, minimize downtime, and support long-term productivity.
What are rubber conveyor belt exporters offering for mining?
Heavy-duty impact-resistant belts are the primary solutions that rubber conveyor belt exporters provide to the global mining industry. These belts are designed to handle the jagged edges of raw ore and heavy mineral loads without puncturing.
You need a belt that doesn’t shred when sharp rocks hit the surface from a height. High-grade mining belts use specialized rubber compounds to absorb energy and prevent carcass damage.

Do they handle high impact loads?
You require a carcass that remains stable even under the most brutal conditions. The best part? These belts are built with extra-thick top covers to resist the gouging effects of large ores.
- High impact absorption
- Thick top covers
- Heavy-duty carcass
Are these belts tear resistant?
Here is the thing: you cannot afford a small nick turning into a full-length split. Specialized reinforcement layers are integrated to stop tears from propagating across the belt width.
- Rip-stop technology
- Steel or fabric inserts
- Lateral stability
How long do mining belts last?
Think about the long-term ROI when you invest in high-quality materials. Reliable Steel Cord Conveyor Belts ensure that your heavy-duty operations run 24/7 without unexpected snaps or elongation issues.
- Low elongation properties
- High tensile strength
- Extreme durability
| Feature | Mining Belt Specification | |
|---|---|---|
| Core Material | Steel Cord or EP Fabric | |
| Impact Strength | Ultra-High Grade | |
| Common Use | Ore and Coal Transport |
Key TakeawayMining belts must prioritize impact and tear resistance to survive the harsh conditions of ore extraction.
Why trust rubber conveyor belt exporters for cement plants?
Cement plant operators find abrasion-resistant solutions from rubber conveyor belt exporters to handle fine particles and high-temperature clinker. These facilities deal with constant friction that can quickly wear down inferior materials.
Limestone and clinker act like sandpaper on your equipment. You require a belt with a high-grade cover to resist this abrasive action and maintain thickness over time.

Is abrasion resistance a priority?
You need to select a belt grade that matches the hardness of your specific material. It gets better: using DIN X or Y grade covers can double the life of your transport system.
- High-grade rubber compounds
- Resistance to fine dust
- Smooth material flow
How do they handle fine powders?
The best part? Dust containment is vital for safety and efficiency in a cement factory. Specialized Fabric Conveyor Belts are often used to ensure smooth tracking and minimal spillage.
- Deep troughing ability
- Excellent tracking
- Tight seal edges
What are the maintenance benefits?
Think about it: less wear means fewer replacements and lower labor costs. Investing in quality belts reduces the frequency of splicing and repairs on your production line.
- Reduced downtime
- Lower lifecycle costs
- Stable operation
| Feature | Cement Belt Specification | |
|---|---|---|
| Cover Grade | High Abrasion (DIN X/Y) | |
| Temp Limit | Up to 200°C for Clinker | |
| Surface Type | Smooth or Fine Textured |
Key TakeawayCement industry belts focus on resisting surface wear and managing fine material flow effectively.
Do rubber conveyor belt exporters provide heat-proof belts?
High-temperature EPDM belts are the specialized products that rubber conveyor belt exporters supply for foundries and steel mills. Standard rubber would melt or crack under the intense heat of these industrial environments.
You can find belts that withstand constant temperatures of up to 200 degrees Celsius. Some even handle short-term spikes of 400 degrees without losing their structural integrity or flexibility.

What is the maximum temperature?
You must match the belt compound to your peak operating temperatures. Here is the thing: EPDM rubber is the gold standard for resisting the thermal oxidation that destroys normal belts.
- Continuous 200°C resistance
- Peak 400°C capability
- Thermal oxidation protection
Does the rubber crack over time?
The best part? Heat-resistant compounds prevent the rubber from hardening and becoming brittle. This flexibility ensures the belt can still wrap around pulleys safely without surface failure.
- Anti-cracking formula
- Flexible belt carcass
- Long-term elasticity
How do steel mills benefit?
Think about it: a melting belt can cause catastrophic fire risks in a mill. Heat-proof belts provide the safety and reliability needed to move red-hot sintered materials continuously.
- Fire risk reduction
- Continuous production
- High safety standards
| Feature | Heat-Proof Specification | |
|---|---|---|
| Material | EPDM or Chlorobutadiene | |
| Max Temp | 200°C (Continuous) | |
| Resistance | Heat Aging and Cracking |
Key TakeawayHeat-resistant belts use EPDM or specialized compounds to remain flexible and durable under extreme thermal stress.
How do rubber conveyor belt exporters help power plants?
Reliable coal feeder systems are the focus when rubber conveyor belt exporters work with modern power generation facilities. These systems require consistent fuel delivery to keep the turbines turning and the lights on.
You must use anti-static materials to prevent sparks in the dusty environment of a coal plant. Safety is the top priority when moving dry, flammable fuel into burners.

Are coal feeder belts anti-static?
You need to eliminate the risk of dust explosions by using certified anti-static covers. It gets better: these belts meet strict ISO 284 standards to ensure lightning-fast static dissipation.
- Static conductive covers
- Explosion prevention
- Safety certification
Do they resist moisture and rot?
The best part? Power plants often store coal outdoors where it gets wet. You need a belt that won’t rot or stretch when exposed to high humidity and rain.
- Moisture resistance
- Rot-proof carcass
- Weather durability
What about ash handling?
Here is the thing: ash can be both hot and abrasive, requiring a hybrid belt solution. You can source belts that handle the chemical reactivity of fly ash without degrading.
- Chemical stability
- Heat resistance
- Abrasive ash handling
| Feature | Power Plant Specification | |
|---|---|---|
| Safety Feature | Anti-Static (ISO 284) | |
| Belt Type | Coal Feeder or Ash Belt | |
| Environment | High Moisture and Dust |
Key TakeawayPower plant belts must be anti-static and weather-resistant to ensure safe, continuous fuel delivery.
Are oil-proof belts sold by rubber conveyor belt exporters?
Nitrile-based rubber belts are what rubber conveyor belt exporters recommend for chemical and fertilizer industries. These belts won’t swell or degrade when they come into contact with organic oils or mineral greases.
Standard rubber absorbs oil, causing it to swell and eventually peel away from the internal carcass. You will eventually see the belt lose its tension and slip off the drive rollers.

Why does oil destroy normal belts?
You must avoid the “swelling” effect that leads to uneven tracking and edge fraying. It gets better: nitrile rubber (NBR) creates a barrier that keeps oils on the surface.
- Swell-resistant NBR
- Edge protection
- Stable tracking
Is chemical resistance included?
The best part? You can get belts that resist both organic oils and inorganic chemicals used in fertilizer production. This dual protection extends the life of your equipment in corrosive zones.
- Corrosive resistance
- Mineral oil proofing
- Long carcass life
Where are these belts used?
Think about it: recycling centers and food processing lines also need these properties. Any environment with greasy waste or oily materials requires specialized rubber to stay functional.
- Recycling centers
- Fertilizer plants
- Chemical processing
| Feature | Oil-Proof Specification | |
|---|---|---|
| Compound | NBR (Nitrile) or RMA Grade | |
| Resistance | Mineral and Vegetable Oils | |
| Typical Industry | Fertilizer and Recycling |
Key TakeawayOil-resistant belts prevent swelling and delamination in environments where grease and chemicals are present.
Can rubber conveyor belt exporters supply chevron patterns?
Cleated V-shaped surface patterns are the unique designs that rubber conveyor belt exporters offer for steep incline transport. These patterns prevent loose materials from sliding backward during high-angle lifting.
You can move loose materials at angles up to 40 degrees using a molded surface. This is a huge improvement over the 15-20 degrees allowed by standard smooth belts.
What is the maximum angle?
You require a high-grip surface to handle wet sand, gravel, or grain. Here is the thing: the V-pattern creates a series of small buckets that trap the material.
- Up to 40° incline
- High grip profile
- Backflow prevention
Are different cleat heights available?
The best part? You can choose cleat heights ranging from 5mm to 32mm depending on your material size. Higher cleats are better for larger, bulkier items like potatoes or coal.
- Custom cleat heights
- Integrated molding
- Load stability
How do they improve efficiency?
Think about it: a shorter conveyor path saves you massive amounts of floor space and structural costs. High-angle conveying is the most cost-effective way to move products between floors.
- Space-saving design
- Reduced structure costs
- High throughput
| Feature | Chevron Specification | |
|---|---|---|
| Cleat Shape | V-Pattern or U-Pattern | |
| Incline Angle | 25 to 40 Degrees | |
| Profile Height | 5mm to 32mm |
Key TakeawayChevron belts use molded cleats to enable high-angle conveying of loose materials without rollback.
Where do rubber conveyor belt exporters ship sidewall belts?
Global ports and construction sites are where rubber conveyor belt exporters typically ship corrugated sidewall systems. These belts allow for vertical lifting in tight spaces where horizontal room is extremely limited.
You can actually achieve 90-degree vertical transport using specialized Sidewall Conveyor Belts . This saves a massive amount of floor space and reduces the need for expensive transfer towers.
Can they lift materials vertically?
You need a system that acts like a moving bucket elevator but with the speed of a belt. It gets better: the corrugated edges expand and contract around pulleys without cracking.
- 90° vertical lift
- Corrugated flexibility
- High speed transport
Do they prevent material spillage?
Here is the thing: the corrugated edges keep your product contained even when moving at high speeds. Cross-cleats divide the belt into pockets, ensuring every gram of material reaches its destination.
- 100% material containment
- Cross-cleat dividers
- Spill-free operation
What are the design benefits?
Think about it: you can eliminate the need for complex multi-belt systems with one continuous vertical run. This simplification reduces the number of drive motors and sensors you need to maintain.
- System simplification
- Lower power usage
- Minimal footprint
| Feature | Sidewall Specification | |
|---|---|---|
| Lifting Angle | Up to 90 Degrees | |
| Edge Type | Corrugated (Wavy) | |
| Space Benefit | High Floor Space Savings |
Key TakeawaySidewall belts combine corrugated edges and cross-cleats to move materials vertically and prevent spillage.
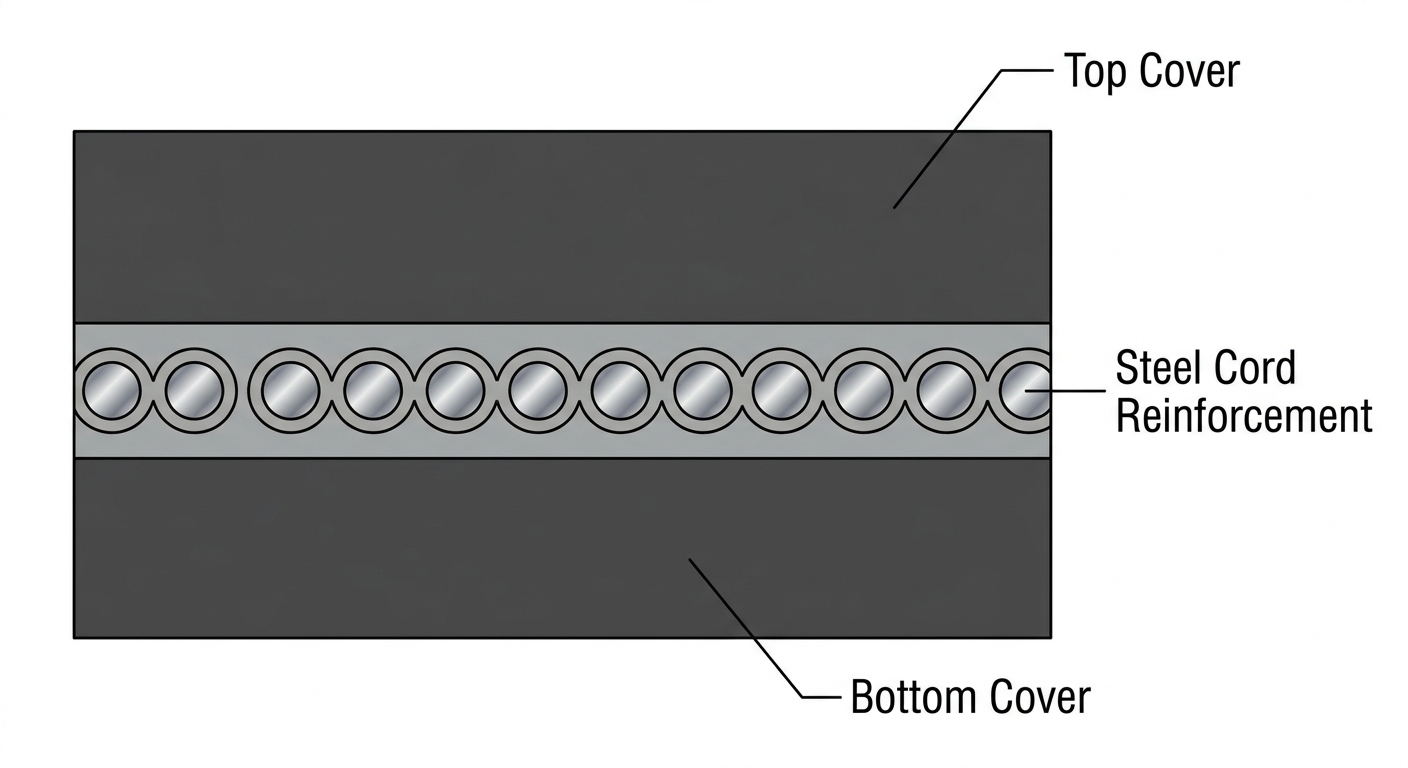
Which rubber conveyor belt exporters have steel cord belts?
High-tensile long-distance solutions are available from rubber conveyor belt exporters who specialize in steel cord reinforcement. These are the “heavyweights” of the belt world, designed for the most demanding bulk handling tasks.
You won’t have to worry about the belt stretching over miles of distance because steel cables are virtually inelastic. This stability means you spend less time adjusting take-up tension and more time producing.
Is elongation a problem?
You require a belt that maintains its length under thousands of tons of load. The best part? Steel cords provide extremely low elongation, which is essential for long-haul overland conveyors.
- Low elongation (%)
- Perfect for long distances
- Tension stability
How strong is the reinforcement?
Think about it: these belts are reinforced with high-strength galvanized steel cables to prevent snapping. The bond between the rubber and the steel is engineered to resist stripping even under high stress.
- Galvanized steel cords
- High-adhesion rubber
- Snap protection
Why use them in ports?
Here is the thing: port terminals move massive volumes of coal and grain that require ultra-wide, strong belts. Steel cord belts allow for higher speeds and wider widths than any fabric equivalent.
- High speed capacity
- Extra-wide options
- Maximum throughput
| Feature | Steel Cord Specification | |
|---|---|---|
| Reinforcement | Galvanized Steel Cables | |
| Distance Capable | Several Kilometers | |
| Belt Strength | Up to ST7500 Grade |
Key TakeawaySteel cord belts provide the highest tensile strength and lowest stretch for long-distance bulk handling.
Do rubber conveyor belt exporters offer flame-proof belts?
Certified fire-retardant belts are the essential safety products that rubber conveyor belt exporters provide for underground operations. In a tunnel or mine, a belt fire can be a fatal disaster without the right materials.
You need to meet strict safety standards like MT668 or EN14973 to operate legally in many regions. These belts are designed to self-extinguish if a fire starts, preventing flames from spreading.

Are they safe for underground use?
You must prioritize worker safety by choosing belts that do not support combustion. It gets better: specialized rubber compounds stop the fire the moment the ignition source is removed.
- Self-extinguishing rubber
- Underground safety rated
- Fire spread prevention
Do they produce toxic smoke?
The best part? Flame-proof belts are formulated to minimize smoke and toxic fumes during a heat event. This gives workers more visibility and breathable air during an emergency evacuation.
- Low smoke emission
- Toxic fume reduction
- Emergency safety time
What are the certification levels?
Here is the thing: different mines require different levels of fire resistance depending on depth and ventilation. You can source belts that meet various international grades for specific fire hazards.
- MT668 standards
- EN 12882 compliance
- ISO 340 ratings
| Feature | Flame-Proof Specification | |
|---|---|---|
| Standard | ISO 340 / EN 12882 | |
| Surface | Self-Extinguishing Rubber | |
| Application | Underground Mining and Tunnels |
Key TakeawayFlame-retardant belts are critical for underground safety, featuring self-extinguishing properties and low smoke emission.
Why do rubber conveyor belt exporters recommend EP belts?
Versatile polyester-nylon (EP) fabrics are why rubber conveyor belt exporters suggest these products for most general-purpose applications. They offer the best balance of cost, strength, and flexibility for middle-tier industrial use.
You can use these belts in wet environments because polyester does not lose strength when damp. This makes them much more reliable than old-fashioned cotton-core belts in outdoor weather.

Is the fabric moisture resistant?
You require a carcass that won’t rot or delaminate when moving wet aggregates or sand. It gets better: EP fabric is inherently resistant to fungal growth and water absorption.
- Moisture resistance
- Rot-proof carcass
- Layer adhesion
How flexible are the layers?
The best part? The nylon cross-weave allows the belt to trough easily on your idlers. This means the belt forms a deep “U” shape, allowing you to carry more material without spilling.
- High troughability
- Flex-fatigue resistance
- Efficient load profile
Is this the most cost-effective choice?
Think about it: EP belts provide high performance without the price tag of steel cord systems. For most standard factory and aggregate lines, these belts offer the best return on investment.
- Low initial cost
- General-purpose utility
- Easy to splice
| Feature | EP Belt Specification | |
|---|---|---|
| Fabric Core | Polyester (Warp) / Nylon (Weft) | |
| Ply Count | 2 to 6 Layers | |
| Main Advantage | Cost-Effective and Versatile |
Key TakeawayEP belts are the industry standard for general use due to their high flexibility and moisture resistance.
Conclusion
Finding the right industrial transport solution doesn’t have to be a headache. Whether you need the extreme strength of a steel cord system or the space-saving design of a sidewall belt, the right choice will revolutionize your uptime. Don’t let inferior belts slow you down—invest in quality to keep your production moving forward. If you are ready to upgrade your system or need a custom quote, please contact us today.
Frequently Asked Questions
- Can I get a custom width for my conveyor belt order?
- What’s the best rubber compound for handling oily recycled plastics?
- How do I know if my belt needs a flame-retardant certification?
- Can I use a chevron belt for transporting dry grain at a 30-degree angle?
- What’s the best way to prevent a steel cord belt from rusting in a port?