
Enhance material handling efficiency in plaster casting and industrial processing with solutions from trusted cleated rubber conveyor belt manufacturers. Designed for steep inclines, these belts feature integrated cleats that prevent material slip, reduce waste, and improve safety, ensuring reliable transport of gypsum, powders, and molds in demanding environments.
What do cleated rubber conveyor belt manufacturers make?

Leading cleated rubber conveyor belt manufacturers produce specialized belts that feature raised profiles or “steps” across the belt surface to facilitate incline transport. These belts act as moving buckets that capture material and prevent it from succumbing to gravity during ascent. By integrating these profiles directly into the rubber base, the system can handle much steeper angles than conventional friction-based belts.
How do these belts differ from flat versions?
The primary difference is the addition of integral profiles that act as mechanical barriers for the load. While flat belts rely solely on friction, these belts utilize the physical structure of the cleats to carry materials vertically.
When should you use an incline system?
You should opt for an incline system when your facility layout requires vertical material movement within a compact footprint. These systems are ideal for moving plaster or grains where horizontal space is at a premium.
- Increased load stability at high angles.
- Significant reduction in material rollback.
- Compact plant design possibilities.
- Versatility for bulk and unit loads.
The truth is: Standard belts fail once the angle of repose is exceeded, but these engineered solutions keep things moving.
Key Takeaway: Cleated belts transform a standard transport system into a vertical material handling solution by adding mechanical barriers to overcome gravity.
| Feature | Flat Belt | Cleated Belt | |
|---|---|---|---|
| Max Incline | < 15-20 Degrees | Up to 90 Degrees | |
| Load Retention | Low (Friction only) | High (Mechanical containment) | |
| Space Efficiency | Low (Needs long runs) | High (Compact footprint) |
The increased capacity for vertical transport allows for more efficient plant layouts and significantly reduces the total footprint of the machinery.
Why trust cleated rubber conveyor belt manufacturers?

Choosing experienced cleated rubber conveyor belt manufacturers ensures that your belt is built using hot vulcanization techniques that prevent cleat detachment under heavy loads. Professional fabrication ensures the rubber grades meet international standards for tensile strength and abrasion resistance. Without this manufacturing precision, cleats can shear off, causing catastrophic system failure and material spills.
What material standards are expected?
Manufacturers typically follow DIN, AS, or RMA standards to ensure the rubber is durable enough for industrial stressors. These standards guarantee that the belt won’t crack or stretch excessively during vertical operation.
Why is custom fabrication vital?
Customization allows you to match the rubber compound to your specific environment, such as oil-resistant grades for industrial plaster casting. Every facility has unique chemical and temperature requirements that a generic belt cannot satisfy.
- High-tensile strength carcass.
- Precision-bonded cleats for longevity.
- Resistance to heat and chemicals.
- Custom ply counts for specific loads.
But wait, there’s more: Direct manufacturing allows for the perfect marriage of belt flexibility and profile rigidity.
Key Takeaway: Working directly with manufacturers ensures the belt is optimized for specific environmental stressors like heat, oil, or abrasion.
| Metric | Manufacturer Standard | Benefit | |
|---|---|---|---|
| Cleat Bonding | Hot Vulcanized | Prevents detachment under load | |
| Rubber Grade | Grade M / Grade N | Enhanced wear resistance | |
| Tensile Strength | Custom Ply counts | Handles higher vertical loads |
The use of hot vulcanization creates a molecular bond between the cleat and the belt, ensuring the system can withstand years of constant stress.
What cleats do cleated rubber conveyor belt manufacturers use?

Professional cleated rubber conveyor belt manufacturers offer a variety of profiles including Chevron (V), T-cleats, and C-cleats to match specific material flow needs. Each profile is engineered for a specific range of incline angles and material types, from fine powders to large aggregate rocks. Choosing the wrong profile can lead to material sticking in the cleats or insufficient lift during steep climbs.
Which profile suits your specific material?
Chevron profiles are generally used for medium inclines and smaller materials like sand or wet plaster. For steeper slopes, aggressive T-cleats provide a deeper “bucket” effect to hold the load securely.
Are T-cleats or I-cleats better for slopes?
Aggressive T-cleats are superior for steep slopes because they provide a larger surface area to resist the weight of the material. These are essential for nearly vertical transport where the risk of rollback is highest.
- Chevron (V) for angles up to 30 degrees.
- T-Cleats for bulk solids at 45 degrees.
- C-Cleats for maximum volume on steep inclines.
- Multi-profile cleats for complex waste sorting.
Here is the kicker: The geometry of the cleat is just as important as the material it is made from.
Key Takeaway: The choice of cleat profile is dictated by the flowability of the material and the degree of the conveyor’s incline.
| Cleat Type | Angle Suitability | Best Application | |
|---|---|---|---|
| Chevron (V) | 15 – 30 Degrees | Wet sand, small grains | |
| T-Cleat | 30 – 45 Degrees | Bulk solids, packaged goods | |
| C-Cleat | 45+ Degrees | Steep inclines with larger volumes |
Selecting the correct profile geometry minimizes energy consumption by ensuring the material is perfectly cradled throughout the entire lift cycle.
Can cleated rubber conveyor belt manufacturers stop rollback?
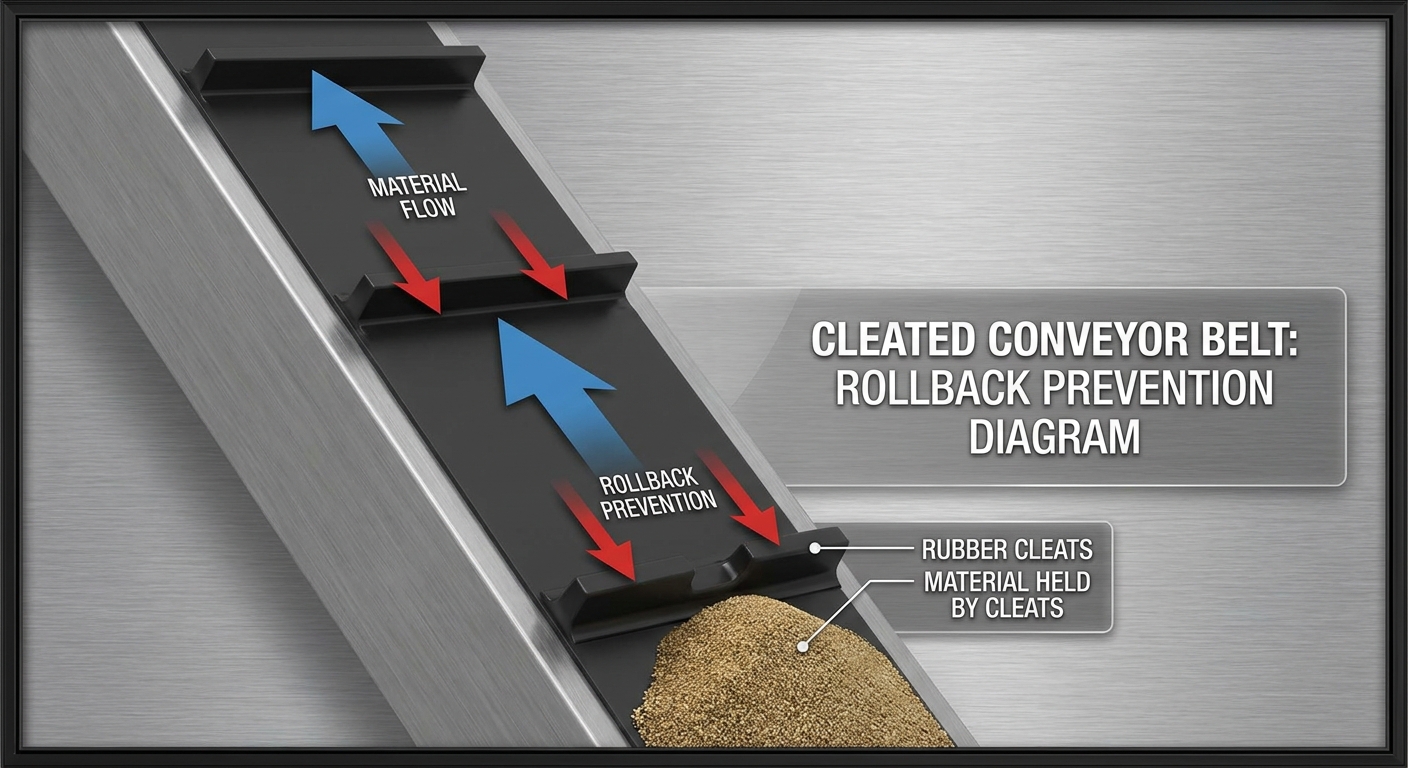
The systems designed by cleated rubber conveyor belt manufacturers stop rollback by physically disrupting the material’s natural angle of repose. By creating mechanical pockets, the cleats capture the weight of the material and transfer it directly to the belt’s tensile carcass. This prevents the “sliding” effect that occurs when the gravitational force exceeds the friction of a flat surface.
What role does the angle of repose play?
The angle of repose is the steepest angle at which a material remains stable without sliding. Cleats effectively reset this angle at every profile interval, allowing for much steeper transport.
How are bulk vs. unit loads handled?
Bulk materials like plaster powder require closely spaced cleats to prevent shifting. Unit loads, such as large casting molds, require taller, reinforced cleats to act as physical stops.
- Physical pocket creation for load lock.
- Disruption of gravitational slip.
- Stabilization of loose aggregates.
- Support for heavy, singular items.
Think about it: Without these mechanical stops, your incline conveyor would essentially become a slide.
Key Takeaway: Cleats physically disrupt the natural angle of repose, creating “pockets” that lock the material in place during ascent.
| Factor | Influence on Rollback | Cleat Solution | |
|---|---|---|---|
| Material Moisture | High slip risk | Tighter cleat spacing | |
| Particle Size | Large items roll easier | Higher cleat profile | |
| Belt Speed | Centrifugal force at pulleys | Reinforced cleat base |
By engineering the “pocket” size to match the material characteristics, manufacturers eliminate the inefficiency and danger of material returning down the belt.
Who needs cleated rubber conveyor belt manufacturers?

Industries ranging from mining to recycling rely on cleated rubber conveyor belt manufacturers to move heavy, abrasive materials across difficult terrain or vertical plant sections. Plaster casting facilities specifically use these belts to move raw gypsum and completed molds through the drying and production stages. Any operation where space is limited and materials must move upward requires the specialized grip these belts provide.
How does agriculture utilize these belts?
Agriculture uses these belts for grain elevation and fertilizer transport where high throughput is required in a small area. The cleats ensure that even slippery seeds or wet materials stay on the belt during the climb.
Why are they essential in mining?
In mining, these belts move heavy ore out of deep pits or into processing plants at steep gradients. The heavy-duty nature of these vulcanized cleats prevents the weight of the ore from tearing the profiles off the belt.
- Mining for vertical ore transport.
- Agriculture for grain and feed elevation.
- Recycling for sorting and waste elevation.
- Plaster casting for mold and gypsum movement.
Simply put: If you need to move material up instead of just across, you need a cleated solution.
Key Takeaway: Any industry requiring vertical elevation within a limited footprint relies on cleated technology to maximize throughput.
| Industry | Primary Use Case | Preferred Cleat | |
|---|---|---|---|
| Agriculture | Grain/Feed Elevation | Chevron | |
| Mining | Ore & Aggregate Transport | Heavy-duty T-Cleats | |
| Recycling | Waste Sorting | Multi-profile Cleats |
The versatility of cleat designs means they can be adapted to handle everything from the smallest seeds to the largest stones with equal efficiency.
How do cleated rubber conveyor belt manufacturers space cleats?

Experienced cleated rubber conveyor belt manufacturers calculate cleat spacing and height based on the specific material volume and pulley diameters of your system. If the cleats are too far apart, material can surge or slide between them; if they are too close, the belt may struggle to wrap around the pulleys. This delicate balance is the difference between a smooth operation and constant mechanical stress.
How is optimal cleat distance calculated?
Calculations involve looking at the volume of material per hour and the speed of the belt. The goal is to ensure each “pocket” is filled optimally without overflowing into the next section.
Does belt speed affect cleat choice?
Yes, higher speeds require more aerodynamically stable cleats and reinforced bases to handle centrifugal forces. Fast-moving belts can also cause “material kick” at the discharge point if the cleat height isn’t correctly matched.
- Volume-based spacing for throughput.
- Pulley-wrap calculations for flexibility.
- Height adjustments for particle size.
- Pitch alignment for consistent discharge.
The truth is: Getting the spacing wrong can lead to a belt that is too stiff to function or too loose to carry its load.
Key Takeaway: Precision engineering of cleat dimensions prevents mechanical interference with return idlers and pulleys.
| Dimension | Calculation Factor | Risk of Incorrect Sizing | |
|---|---|---|---|
| Cleat Height | Largest particle size | Material bypass or spill | |
| Pitch (Spacing) | Volume requirements | Low throughput or surging | |
| Pulley Diameter | Belt thickness/Cleat height | Cleat cracking or detachment |
Proper measurement and engineering ensure that the belt remains flexible enough for the return path while maintaining its structural integrity under load.
Do cleated rubber conveyor belt manufacturers add sidewalls?

High-capacity systems from cleated rubber conveyor belt manufacturers often incorporate corrugated sidewalls to create a “moving bucket” system for vertical transport. This combination allows for 90-degree vertical lifts by completely enclosing the material on three sides. Without sidewalls, material can spill off the edges of the belt during steep inclines, especially when dealing with fine powders or small grains.
When is a pocket-style belt necessary?
A pocket-style belt is necessary for ultra-steep angles where total containment is the only way to prevent loss. This is common in heavy industrial settings and large-scale mining operations.
How do sidewalls increase capacity?
Sidewalls allow the belt to carry a much deeper pile of material than a flat belt could ever support. By containing the edges, you can utilize the full width of the belt without fear of side spillage.
- Zero edge spillage for fine materials.
- Capability for 90-degree vertical transport.
- Increased cross-rigid stability for heavy loads.
- Specialized “bucket” formation for high capacity.
Think about it: Sidewalls turn your conveyor from a simple flat surface into a high-capacity transport vessel.
Key Takeaway: Combining cleats with corrugated sidewalls creates a “moving bucket” system for maximum vertical efficiency.
| Component | Function | Material Benefit | |
|---|---|---|---|
| Corrugated Sidewall | Edge containment | 0% side spillage | |
| Transverse Cleat | Lift capability | High-angle transport | |
| Base Belt | Structural support | Cross-rigid stability |
The integration of sidewalls effectively eliminates material loss, making it the gold standard for vertical material handling in modern facilities.
Can cleated rubber conveyor belt manufacturers help maintenance?

Top cleated rubber conveyor belt manufacturers design their products for easier maintenance by using materials that resist buildup and facilitate easier cleaning. Because cleats create pockets where material can hide, these belts require specialized cleaning systems like rotary brushes. Regular inspection of the cleat-to-belt bond is essential to ensure that no profiles have begun to peel or crack under stress.
What are signs of cleat detachment?
You should look for small cracks at the base of the cleat or any lifting at the edges. If caught early, these can sometimes be repaired before a full profile failure occurs.
How do you clean complex profiles?
Standard scrapers don’t work on cleated belts; instead, you need finger scrapers or motorized brushes. These tools can reach into the corners of the cleats to remove sticky plaster or wet dust.
- Weekly visual inspection of bonds.
- Daily cleaning to prevent material buildup.
- Monthly tracking checks for edge wear.
- Specialized brush cleaning for “pockets.”
But wait, there’s more: Proper maintenance doesn’t just prevent failure; it extends the life of your entire conveyor drive system.
Key Takeaway: Regular inspection and specialized cleaning systems are required to prevent material buildup that can unbalance the belt.
| Maintenance Task | Frequency | Focus Area | |
|---|---|---|---|
| Visual Inspection | Weekly | Cleat-to-belt bond | |
| Cleaning | Daily | Cleat corners/pockets | |
| Tracking Check | Monthly | Edge wear from off-center loading |
Investing time in proactive maintenance ensures that the high-stress areas of the cleat bonds remain intact for the duration of the belt’s life.
What do cleated rubber conveyor belt manufacturers install?

Installation advice from cleated rubber conveyor belt manufacturers focuses on ensuring that your pulleys and return idlers are compatible with the raised profiles. You cannot simply swap a flat belt for a cleated one without modifying the return side of the conveyor. Standard rollers will crush the cleats, so you must use disk idlers or specialized return systems that allow the cleats to pass through safely.
Do you need specific pulley diameters?
Yes, taller cleats require larger pulleys to prevent the rubber from over-stretching and cracking at the base. The manufacturer will specify the minimum diameter based on the height and thickness of your specific cleat.
How do return idlers accommodate cleats?
Return idlers must be designed with gaps or rubber rings that support the belt’s edges while leaving the center open for the cleats. This prevents the weight of the belt from resting directly on the profiles during the return trip.
- Larger drive pulleys to prevent “pop-off.”
- Disk-style return idlers for cleat clearance.
- Increased take-up distance for heavier belts.
- Precision alignment to prevent profile shearing.
Here is the kicker: A cleated belt is only as good as the structure it runs on.
Key Takeaway: An incline belt system requires a compatible conveyor structure; standard flat-belt rollers will often damage the cleats.
| Component | Modification for Cleats | Reason | |
|---|---|---|---|
| Drive Pulley | Lagging / Larger Diameter | Prevent cleat “pop-off” | |
| Return Idlers | Disk/Rubber Ring style | Allows cleat to pass through | |
| Take-up Unit | Increased travel distance | Accommodates heavier belt weight |
Ensuring the hardware is correctly matched to the belt geometry is the most critical step in a successful long-term installation.
How to find cleated rubber conveyor belt manufacturers?

When selecting cleated rubber conveyor belt manufacturers, you should look for companies with integrated vulcanization facilities and a history of custom engineering. A manufacturer that handles everything in-house can guarantee the quality of the bond between the cleat and the base belt. You should also evaluate their technical support capabilities to ensure they can help you calculate the correct incline math for your specific facility.
What quality certifications are required?
Look for ISO 9001 certifications and compliance with international rubber standards like DIN or RMA. These certifications prove that the manufacturer follows consistent processes and uses high-grade raw materials.
How do lead times impact operations?
Custom cleated belts take longer to manufacture than standard stock, so you must plan your replacements in advance. A reliable supplier will provide transparent lead times and offer emergency support when possible.
- In-house hot vulcanization capabilities.
- ISO-certified quality management systems.
- Proven track record in your specific industry.
- Comprehensive technical and engineering support.
Think about it: The cheapest belt is often the most expensive one when it fails in the middle of a production run.
Key Takeaway: Selecting a manufacturer with integrated vulcanization capabilities ensures a longer-lasting, more reliable cleated belt.
| Selection Criteria | Importance | Manufacturer Capability | |
|---|---|---|---|
| Fabrication Method | Critical | In-house hot vulcanization | |
| Customization | High | Specific cleat pitch and heights | |
| Technical Support | High | Engineering assist for incline math |
The right partnership ensures that your material handling challenges are met with engineered solutions, not just off-the-shelf products.
Through precision engineering and high-quality materials, cleated incline conveyor belts solve the most difficult vertical transport problems in plaster casting and beyond. We are dedicated to providing the durable, vulcanized solutions your operation needs to maximize throughput and minimize waste. If you are ready to upgrade your facility’s efficiency and overcome the limitations of standard flat belts, contact us today to discuss your custom specifications. Our vision is to lead the industry through innovation and reliability, ensuring your materials stay on the belt and your business stays on track.
Frequently Asked Questions (FAQ)
- What is the maximum angle a cleated belt can handle?Up to 90 degrees. With the addition of corrugated sidewalls and specific deep-cleat profiles, these systems can transport materials vertically.
- Can I add cleats to an existing flat conveyor belt?It depends. While “cold-bond” cleats can be added to an existing belt, they are significantly less durable than cleats vulcanized during the manufacturing process.
- How do I prevent material from sticking in the cleat pockets?Use specialized cleaners. Choosing a “C” profile with a radius and using specialized rotary brush cleaners on the return side helps eject sticky materials.
- Are cleated belts more expensive to maintain?Initially, yes. While they require specialized cleaners and idlers, they significantly reduce long-term costs associated with material waste and larger plant footprints.
- How do I know if I need a Chevron or a T-cleat?Check your incline angle. Chevron cleats are best for angles up to 30 degrees, while T-cleats are necessary for steeper slopes between 30 and 45 degrees.