
Ensure reliable and long-lasting conveyor performance with advanced rubber conveyor belt vulcanizing equipment designed to create strong, seamless splices through heat and pressure. This professional solution eliminates weak joints, reduces downtime, and restores belt integrity, making it essential for heavy-duty operations in mining, power plants, and industrial processing.
What is a belt joint vulcanizing machine?
A belt joint vulcanizing machine is a specialized industrial tool that uses thermal energy and physical force to bond two belt ends into a continuous loop. This rubber conveyor belt vulcanizing equipment utilizes heavy-duty aluminum heating plates to reach temperatures of 145°C. The machine is essential for maintaining the high-tension systems found in modern heavy industries. It transforms the splice area into a unified structure that matches the original belt’s flexibility.
How does it define joint durability?
The best part? It ensures the joint reaches nearly 100% of the original belt’s tensile strength through chemical cross-linking.
- Molecular bonding of rubber molecules.
- Uniform application of 1.5 MPa pressure.
- Heat-cured seamless connection.
Key Takeaway: Vulcanizing machines provide a molecular-level bond that restores the belt to its original strength, outperforming mechanical fasteners.
| Feature | Specification | |
|---|---|---|
| Bonding Type | Thermal Molecular | |
| Strength Retention | 90-100% | |
| Portability | High (Modular) |
How does the splicing process work?
The splicing process works by physically stripping the belt layers and then using rubber conveyor belt vulcanizing equipment to cure the materials into a single piece. Technicians must first prepare a “step” or “finger” splice to maximize the surface area for the adhesive bond. Once the belt ends are aligned, the press is locked into place to begin the heating cycle. This method ensures that the final joint is as flush and smooth as the rest of the belt.

Is preparation the most critical step?
Here is the deal: without precise stripping of the rubber covers, the machine cannot create a flush, durable joint.
- Removal of top and bottom rubber covers.
- Application of high-grade core adhesive.
- Precise alignment of fabric or steel cords.
Key Takeaway: Precision in the preparation and curing stages determines the longevity and reliability of the conveyor belt joint.
| Process Step | Primary Goal | |
|---|---|---|
| Stripping | Surface Area Max | |
| Adhesion | Bonding Base | |
| Curing | Cross-linking |
Which belt types require vulcanization?
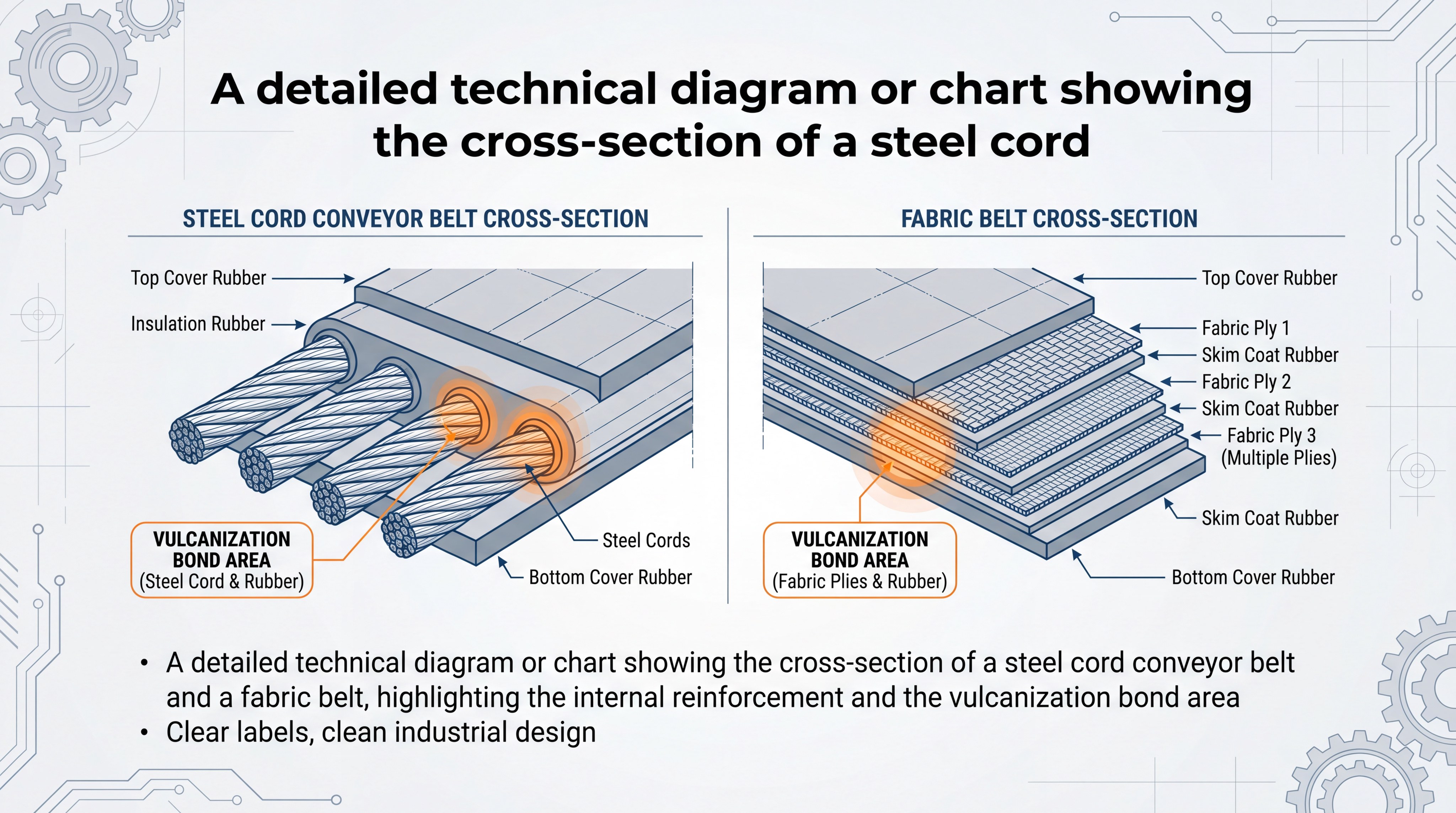
Heavy-duty belts like steel cord, aramid, and multi-ply fabric systems require hot vulcanization to handle extreme operational tension. This rubber conveyor belt vulcanizing equipment is specifically designed to penetrate thick rubber covers and bond with internal reinforcement members. Without this molecular bond, high-tension belts would likely experience “pull-out” failures at the splice. The machine ensures that every internal fiber is fully encapsulated in the rubber matrix.
Can it handle aramid fibers?
You bet. Aramid conveyor belts depend on hot vulcanization to prevent high-strength synthetic fibers from pulling out under extreme load.
- Thermal bonding with Kevlar reinforcement.
- Prevention of internal fiber corrosion.
- High-tension load distribution across plies.
Key Takeaway: High-tension belts require hot vulcanization to ensure the internal reinforcement is fully encapsulated in rubber.
| Belt Type | Joint Method | |
|---|---|---|
| Steel Cord | Hot Vulcanization | |
| Aramid | Hot Vulcanization | |
| Textile/EP | Hot/Cold Option |
Why is portability key for field repairs?
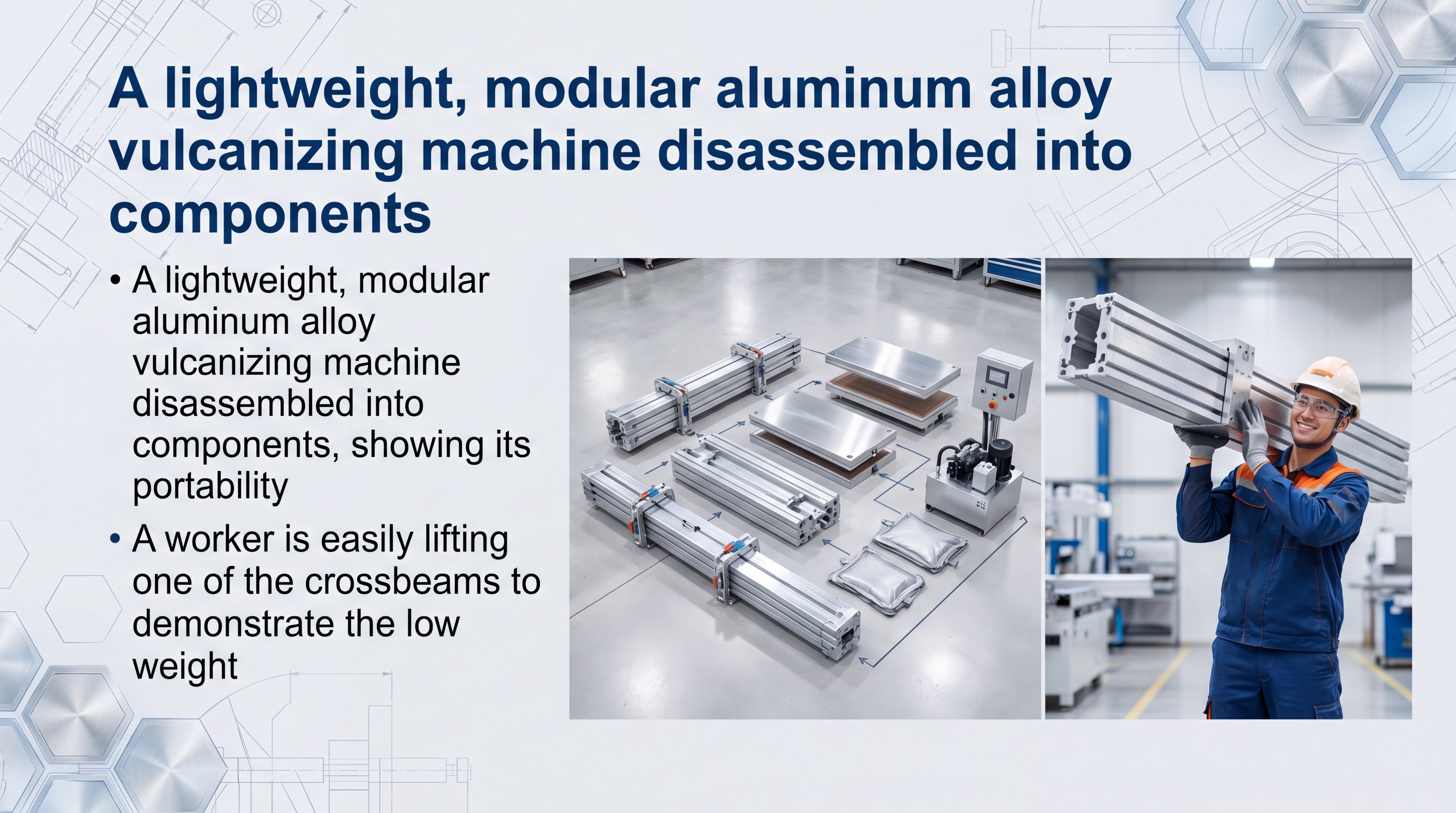
Portability is vital because it allows maintenance crews to bring rubber conveyor belt vulcanizing equipment directly to the conveyor line in remote locations. Modern designs utilize high-strength aluminum alloys to reduce the weight of individual components. This modular approach means that even the largest presses can be carried by a small team without heavy machinery. Rapid deployment is often the only way to minimize the massive costs of downtime.
Is aluminum stronger than steel here?
Think about it: aluminum provides the necessary rigidity for 1.5 MPa of pressure without the logistical burden of traditional steel frames.
- Reduction in manual labor requirements.
- Faster assembly on the conveyor gallery.
- Weather-resistant finishes for harsh sites.
Key Takeaway: Modern aluminum alloy components allow for heavy-duty pressure application without the logistical burden of steel.
| Material | Advantage | |
|---|---|---|
| Aluminum | 1/3 Weight Reduction | |
| DC Cooling | Integrated Ports | |
| Control Box | LCD Digital |
How is uniform heating achieved?
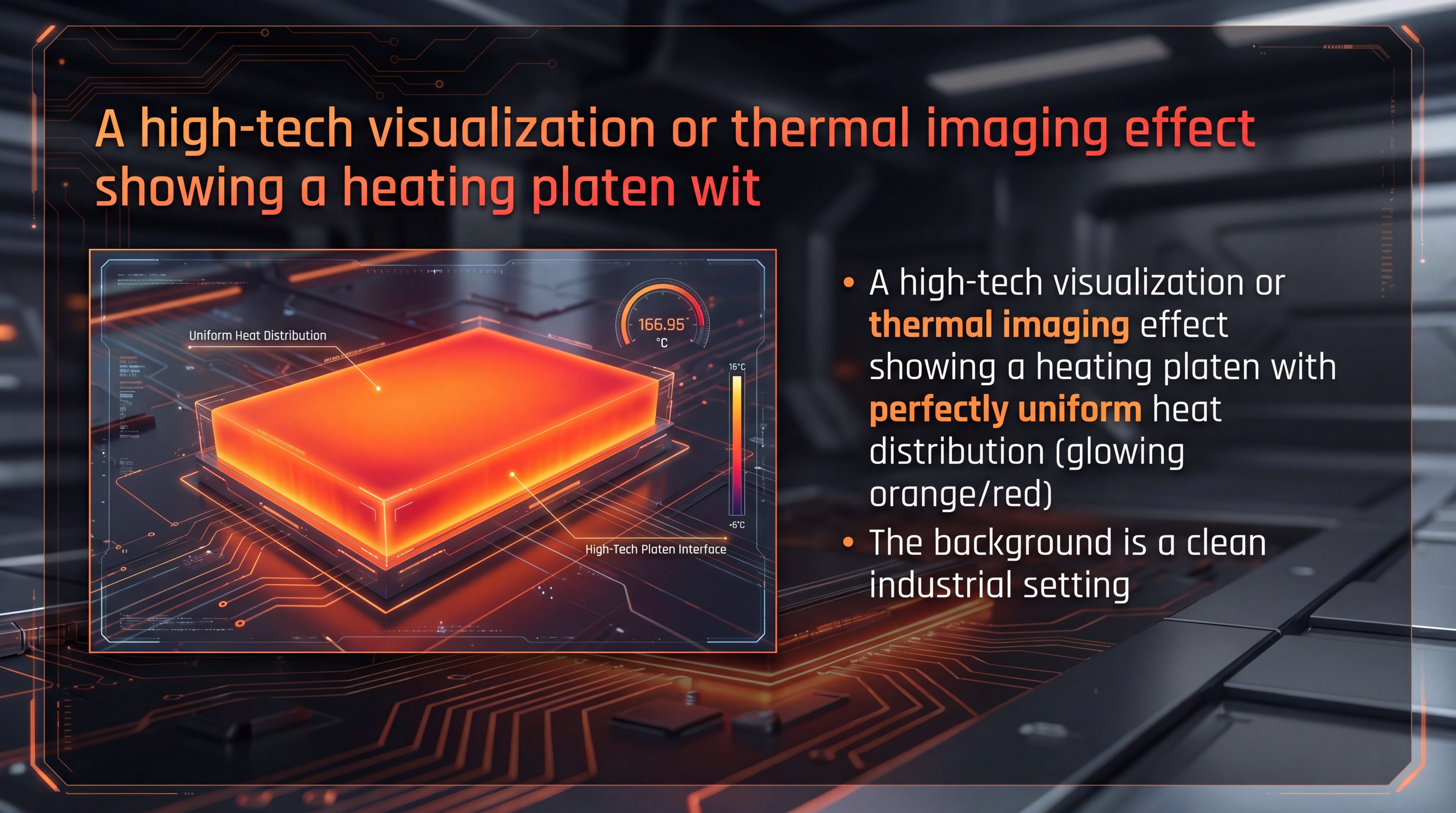
Uniform heating is achieved through a three-in-one heating layer that maintains a temperature variance of only ±3°C across the entire surface. This rubber conveyor belt vulcanizing equipment prevents dangerous “soft spots” in the splice that often lead to premature failure. If one section of the joint is under-cured, it will eventually split under tension. Precision thermal plates ensure that every square inch of the joint receives the exact same treatment.
Does heat preservation time matter?
Believe it or not, maintaining 145°C for the full dwell time is what ensures the rubber molecules fully cross-link.
- Rapid ramp-up to target temperatures.
- Real-time digital monitoring of plates.
- Even heat from both top and bottom.
Key Takeaway: Maintaining a strict ±3°C temperature variance is vital for a consistent cure across the entire belt width.
| Metric | Target Value | |
|---|---|---|
| Vulcanization Temp | 145°C | |
| Temp Variance | ±3°C | |
| Max Temp Range | Up to 200°C |
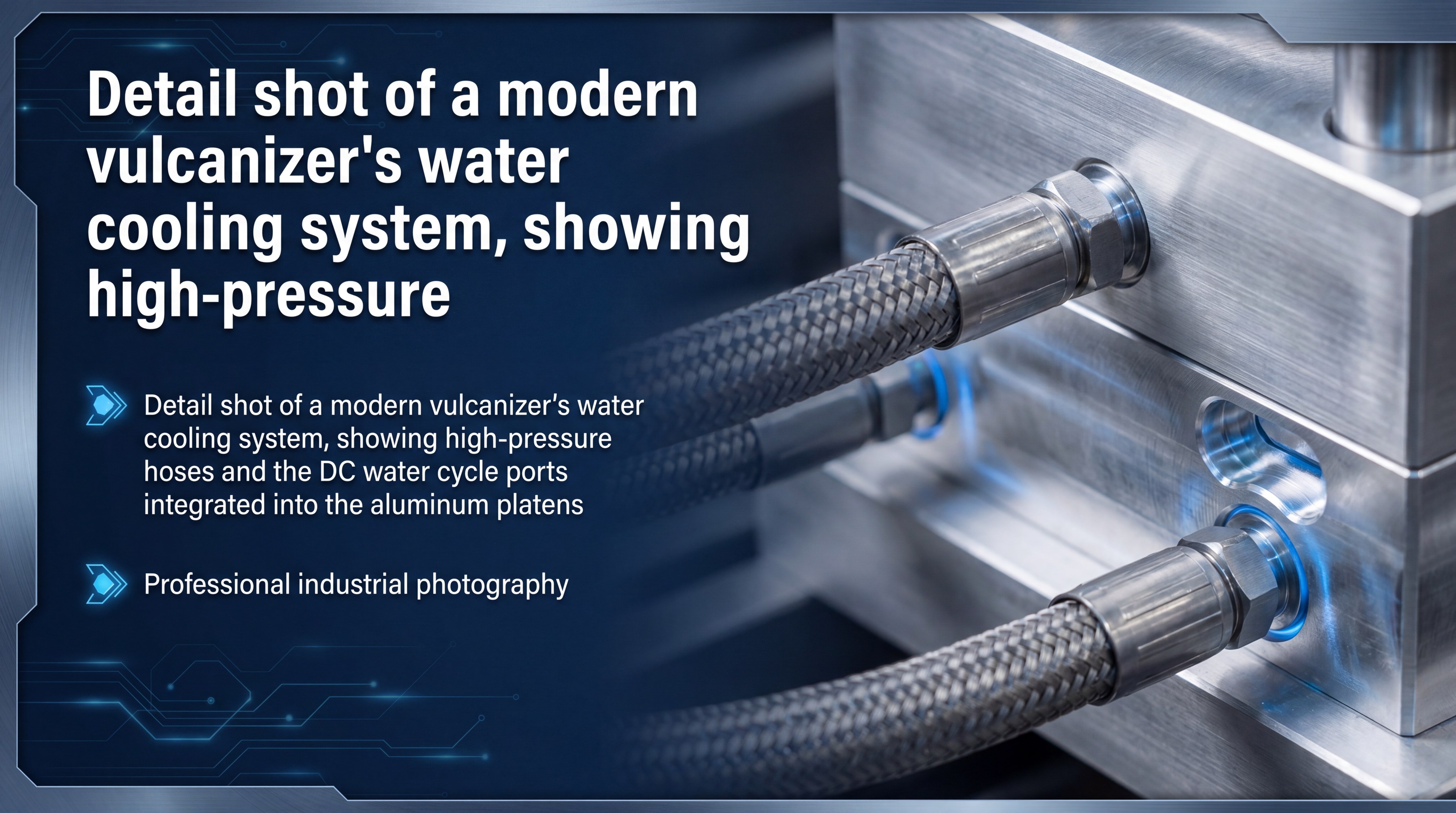
What role does water cooling play?
Internal DC water cooling systems allow the rubber conveyor belt vulcanizing equipment to drop from 145°C to 70°C in just 15 minutes. This rapid cooling cycle is the secret to reducing total downtime during a belt repair. By pumping high-pressure water through integrated channels, the machine solidifies the bond much faster than natural air cooling. This allows technicians to remove the press and restart the conveyor line nearly an hour sooner.
Can you restart the belt immediately?
That is the best part: once the joint reaches 70°C, the bond is solidified enough to tension the belt and resume production.
- High-pressure water circulation channels.
- Total protection against thermal shock.
- Instant solidification of the rubber bond.
Key Takeaway: Rapid water cooling allows for faster belt tensioning, saving hours of downtime compared to natural air cooling.
| Cooling Phase | Duration | |
|---|---|---|
| Heat Up | <25-50 min | |
| Cure Dwell | 30-60 min | |
| Water Cool | 15 min |
How do digital controls improve quality?
Digital control boxes provide automatic precision for temperature and timing, which removes the risk of human error during the cure. This rubber conveyor belt vulcanizing equipment features LCD displays that are specifically designed for high-visibility in industrial settings. They are dust-proof and waterproof, making them reliable even in the harshest mining environments. With automatic timers, the machine manages the heat preservation stage without constant manual adjustment.

Is the interface easy to use?
The truth is, even in dark tunnels, the backlit LCD ensures you can monitor exact pressure and heat levels.
- Pre-set vulcanization curing profiles.
- Integrated real-time pressure sensors.
- Automatic power-down safety timers.
Key Takeaway: Digital automation eliminates the risk of overheating or under-curing, ensuring a perfect joint every time.
| Control Feature | Benefit | |
|---|---|---|
| LCD Display | High Visibility | |
| Waterproof | Field Durable | |
| Precision Timer | Consistent Quality |
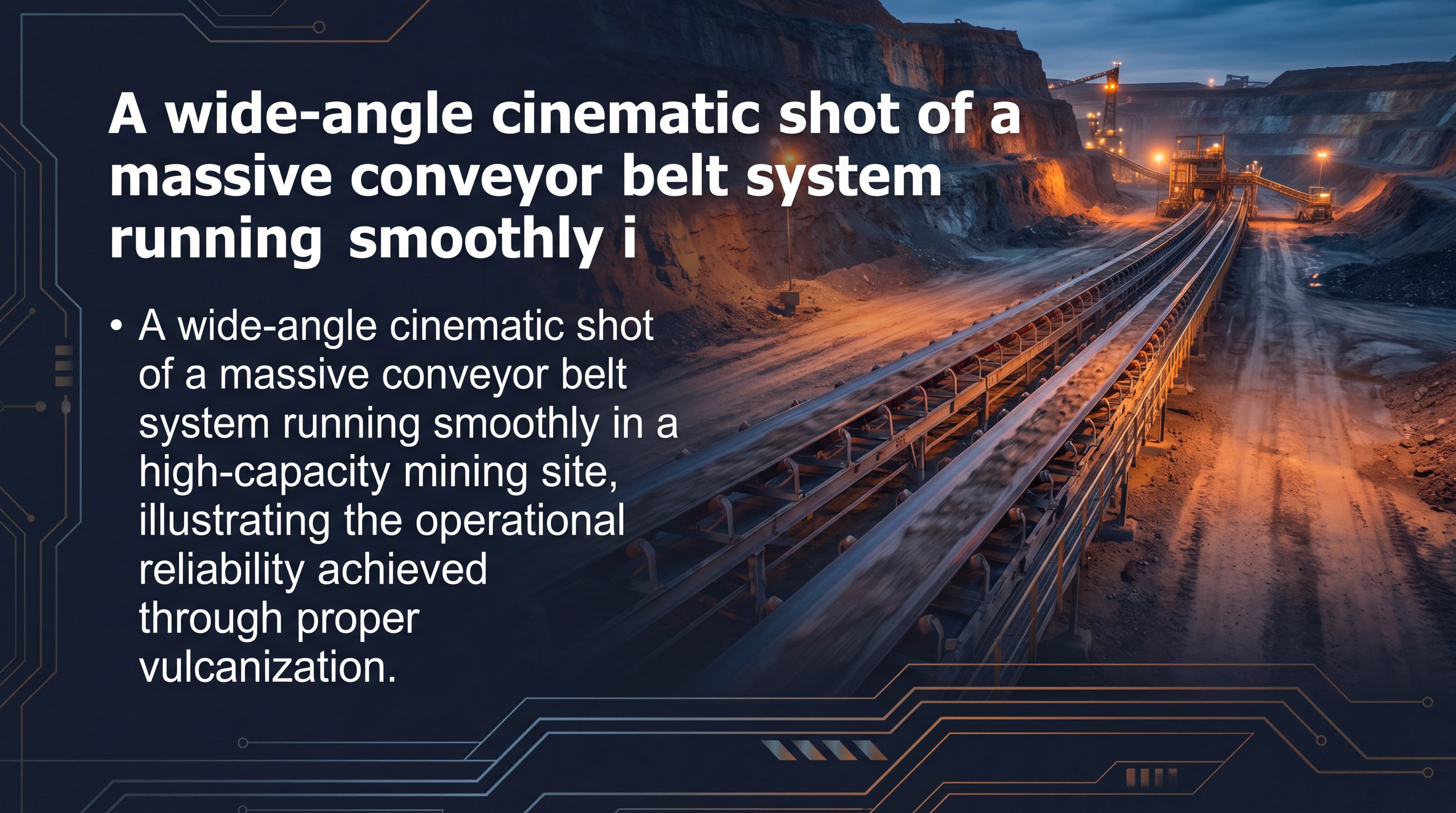
Where is this equipment typically used?
This rubber conveyor belt vulcanizing equipment is essential in mining, power generation, and port facilities where material handling is a non-stop operation. Industries utilizing flame retardant conveyor belts in hazardous zones rely on these machines for safe, sparks-free jointing. Whether it is a coal terminal or a cement plant, a vulcanized joint is the only way to guarantee long-term reliability. It is the gold standard for any high-tonnage application.
Does it work for port terminals?
Absolutely. Fertilizer and mineral shipping terminals use vulcanizers to ensure their ship-loading belts don’t snap during peak loading.
- Reliability for high-tonnage bulk loads.
- Resistance to salt air and humidity.
- Durable joints for high-speed pulleys.
Key Takeaway: Critical infrastructure in mining and shipping relies on vulcanized joints to prevent catastrophic system failures.
| Industry | Critical Need | |
|---|---|---|
| Mining | Tension Strength | |
| Ports | High Reliability | |
| Energy | Heat Resistance |
Why is vulcanization better than clips?
Vulcanization creates a smooth, seamless joint that doesn’t catch on belt scrapers or damage the expensive pulley lagging. By using rubber conveyor belt vulcanizing equipment, you eliminate the constant vibration and noise associated with metal fasteners. This smooth transition across rollers reduces the overall wear and tear on the entire conveyor framework. Over time, this leads to lower maintenance costs and fewer emergency repairs.

What about the belt’s lifespan?
You will find that a vulcanized joint often outlasts the rest of the belt, whereas clips eventually tear through the fabric.
- Seamless flow over drive rollers.
- No damage to cleaning scraper blades.
- Superior environmental and chemical sealing.
Key Takeaway: A smooth vulcanized joint protects expensive pulleys and scrapers from the impact damage caused by metal clips.
| Comparison | Vulcanization | Clips | |
|---|---|---|---|
| Surface | Smooth/Flush | Protruding | |
| Pulley Wear | Minimal | High | |
| Noise | Silent | Loud/Rhythmic |
What are the primary technical parameters?
The primary parameters for rubber conveyor belt vulcanizing equipment include a pressure of 1.5 MPa and a standard temperature of 145°C. These machines must be built to exacting standards to ensure the parallel accuracy of the heating plates. They are typically rated for belt widths ranging from 650mm up to 2200mm. By following these technical specifications, you ensure that even specialized pipe conveyor belts maintain their structural integrity at the splice.
Is voltage a major consideration?
The best part? These machines are built to handle various global voltages, from 380V to 660V, to match your site infrastructure.
- High-efficiency 36kW digital control units.
- Pressure plate testing at 1.875 MPa.
- Parallelism accuracy of ≤0.03mm.
Key Takeaway: Matching the machine’s technical parameters to the belt’s design is essential for achieving a certified joint.
| Param | Value | |
|---|---|---|
| Pressure | 1.5 MPa | |
| Voltage | 380V – 660V | |
| Power | 36 kW |
Frequently Asked Questions
- Can I use vulcanization for small belt tears?Yes, you can use specialized spot vulcanizers for localized repairs. This ensures the patch is as strong as the original rubber cover and prevents moisture ingress.
- What’s the best way to maintain the heating plates?Keep them clean and dry. After every use, ensure no rubber residue remains on the aluminum surface to prevent uneven heating during the next splice.
- Can I vulcanize a belt in rainy conditions?It is possible, but you must use a shelter. Moisture can cause “blowing” or bubbles in the joint, so keeping the splice area dry is mandatory.
- How long does the entire process take?A standard cycle usually takes 2 to 3 hours. This includes the preparation, ramp-up time, curing dwell, and the 15-minute rapid water cooling phase.
- Is hot vulcanization better than cold bonding?Hot vulcanization is significantly stronger. While cold jointing solutions are great for emergency fixes, they don’t offer the same long-term molecular durability.
Choosing the right jointing method is the difference between operational success and costly downtime. By investing in professional vulcanizing technology and high-quality belts, you secure your production line for years to come. Contact us today to find the perfect conveyor solution for your facility.