Maximize reliability in high-output mining operations with a customized steel cord rubber conveyor belt engineered for extreme tension, heavy loads, and sharp material impact. Designed for durability and precision, this solution minimizes downtime, prevents belt failure, and ensures continuous, high-efficiency performance in the most demanding industrial environments.
THE Toughest Conveyor belt: Plaster Casting: What It Is, How It Works, Uses, Process, and Advantages
Why is the customized steel cord rubber conveyor belt the toughest?

The customized steel cord rubber conveyor belt is widely considered the toughest because it utilizes high-tensile galvanized steel wires as its internal carcass rather than traditional fabric plies. This construction allows the belt to handle breaking strengths of up to ST5400 N/mm, making it virtually indestructible under normal operational loads. The steel core is shielded by heavy-duty rubber covers that resist the most aggressive industrial wear and tear.
Unmatched Tensile Strength and Durability
Look: You are dealing with massive weight and high-speed delivery systems that require zero-fail components. The internal steel cords are designed to carry the full load of the conveyor system without the sagging or snapping common in textile belts.
- Galvanized cords for rust prevention
- High breaking strength for long hauls
- Superior resistance to fatigue and aging
The best part? You get a belt that outlasts fabric alternatives by years, even in the most abusive environments. This longevity is achieved through advanced vulcanization that bonds the rubber and steel at a molecular level.
Key Takeaway: Steel cord construction provides the highest possible breaking strength and life expectancy in the industry.
| Feature | Steel Cord Advantage | Impact on Operation | |
|---|---|---|---|
| Core Material | Galvanized High-Tensile Steel | Prevents snapping under extreme tension | |
| Carcass Type | Single-layer longitudinal cords | Allows for longer conveyor center distances | |
| Bonding | High-adhesion rubber compounds | Ensures the belt never delaminates |
This table shows that the material composition of the belt is specifically engineered to eliminate the structural weaknesses found in multi-ply fabric belts.
How does a customized steel cord rubber conveyor belt work?

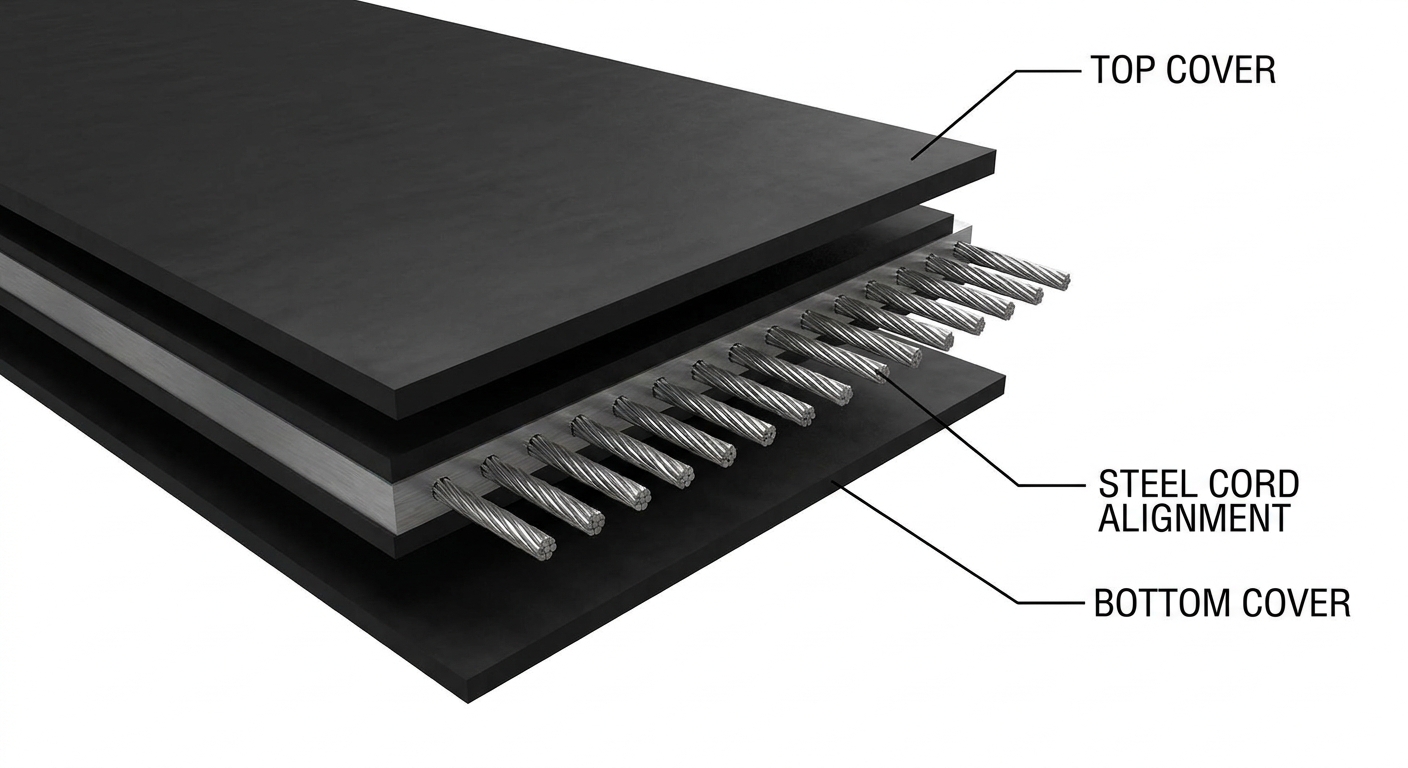
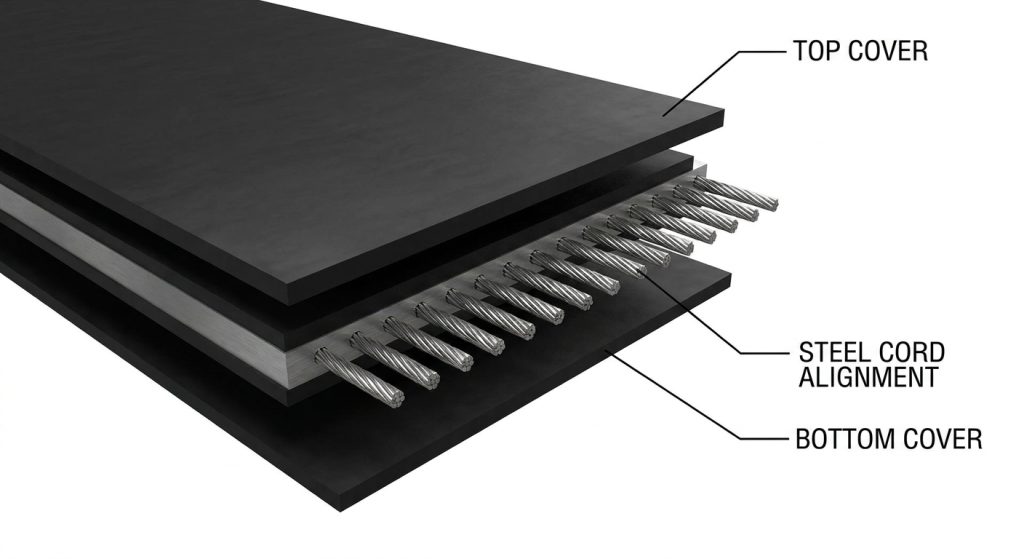
The customized steel cord rubber conveyor belt works by transmitting drive force through a row of longitudinal steel wires that provide the belt with its structural integrity and “stretch-free” performance. These cords are embedded in a specialized bonding rubber layer that transfers the tension from the drive pulleys across the entire length of the system. This allows the belt to transport millions of tons of material over several kilometers without losing its shape.
Core Structure: Steel Cord and Rubber Integration
Think about it: If your belt stretches even a few inches, you have to adjust the take-up system, which leads to downtime. Because steel doesn’t stretch like polyester or nylon, the belt remains stable regardless of the load size you throw at it.
- Precise cord spacing for even tension
- Top and bottom rubber cover protection
- High-adhesion “tie-gum” layers
The best part? You can run these belts at much higher speeds than fabric belts because they maintain perfect tracking and troughability. This results in a higher throughput for your facility without increasing energy consumption.
Key Takeaway: The integration of steel and rubber allows for high-tension transport with almost zero elongation during use.
| Component | Function | Material Benefit | |
|---|---|---|---|
| Top Cover | Protects against impact and abrasion | High-grade RS or FR rubber | |
| Steel Cords | Provides primary tensile strength | Zero-stretch galvanized wire | |
| Bottom Cover | Ensures grip and pulley protection | Friction-optimized rubber |
By separating the tension-bearing and protection-bearing components, the system achieves maximum efficiency and durability.
What industries benefit most from the steel cord belting?

The mining, power generation, and port transshipment industries gain the most from using a customized steel cord rubber conveyor belt due to their high-volume and long-distance requirements. In large-scale mining operations, these belts are the only viable option for moving heavy ores from deep underground or across expansive open pits. Without the high tensile strength of steel, these facilities would face constant belt replacements and reduced efficiency.
Mining and Mineral Extraction Operations
Look: You are often operating in remote areas where shipping a replacement belt takes weeks. Choosing a reinforced steel solution ensures that your primary production line stays active 24/7 without the risk of sudden breakage.
- Iron ore and coal transportation
- Long-distance overland conveyors
- Underground deep-shaft hoisting
The best part? You can customize the belt’s width up to 3200mm to accommodate massive primary crushers and high-capacity loaders. This scale is essential for modern high-output mineral processing plants.
Key Takeaway: High-capacity industries rely on steel cord belts for their ability to handle massive tonnage over long distances.
| Industry | Application | Why Steel Cord? | |
|---|---|---|---|
| Mining | Ore and Coal Hauling | Handles high weight and long center distances | |
| Power | Coal Feeder Systems | High reliability and fire-resistant options | |
| Ports | Bulk Material Loading | High speed and precision tracking |
Heavy industries prioritize steel cord because the cost of downtime far outweighs the initial investment in premium belting.
Why is steel cord superior in a customized conveyor belt?

The customized steel cord rubber conveyor belt is superior because it offers the lowest elongation of any belt type, requiring a much smaller take-up stroke for the conveyor structure. This allows engineers to design more compact and cost-effective conveyor systems while still maintaining the ability to haul heavy loads over several miles. Additionally, the flex fatigue resistance of steel wires allows for the use of smaller pulley diameters compared to heavy-duty textile belts.
Performance in Extreme Temperature Fluctuations
Think about it: You might be operating in a desert where temperatures swing 40 degrees between day and night. Standard belts might crack or stiffen, but a high-quality steel cord solution remains flexible and resilient under these thermal stresses.
- Ozone and UV resistant rubber
- Heat-resistant formulations available
- Cold-resistant grades for arctic mining
The best part? You can trust that the internal wires will never lose their strength due to environmental exposure, as they are fully encased in protective rubber. This makes them the “install and forget” choice for outdoor overland systems.
Key Takeaway: Steel cord belts provide environmental stability and mechanical advantages that fabric belts cannot match.
| Environmental Factor | Steel Cord Response | Result | |
|---|---|---|---|
| High Heat | Specialized rubber prevents cracking | Continuous operation at 200°C+ | |
| UV Exposure | 100% Ozone resistant covers | No surface degradation over decades | |
| Humidity | Galvanized coating on steel wires | Zero internal corrosion or rusting |
These characteristics ensure that the belt maintains its integrity even when exposed to the harshest natural elements.
How does rip resistance improve with a customized belt?

Rip resistance improves in a customized steel cord rubber conveyor belt through the addition of transverse breaker plies made of steel or textile mesh. These specialized layers act as a safety net, stopping longitudinal tears from spreading if a sharp object like a piece of rebar or a jagged rock pierces the belt. While the main cords provide the pulling power, the breaker plies provide the “skin” protection needed in recycling and quarry applications.
The Role of Transverse Reinforcement
Look: You don’t want a small puncture to turn into a mile-long slit that ruins your entire investment. By choosing a customized belt with an integrated breaker, you are essentially adding insurance to your production line.
- Steel cord mesh for maximum protection
- High-elasticity textile breakers for flexibility
- Increased impact absorption at loading points
The best part? You can specify the exact level of protection you need based on the sharpness of your materials. This customization allows you to balance weight, flexibility, and extreme tear resistance.
Key Takeaway: Transverse reinforcement is the primary defense against catastrophic longitudinal rips in heavy-duty belting.
| Protection Level | Reinforcement Type | Best Use Case | |
|---|---|---|---|
| Standard | Longitudinal cords only | Clean materials like grain or sand | |
| High | Textile breaker plies | Quarrying and general mining | |
| Extreme | Steel wire breakers | Primary ore crushing and recycling |
Integrating these layers transforms a standard belt into a high-security transport system for sharp materials.
What tensile strengths are available for a customized belt?

A customized steel cord rubber conveyor belt is typically available in strengths ranging from ST500 to ST5400, depending on the load requirements of the project. The “ST” rating refers to the tensile strength in Newtons per millimeter of width, meaning an ST5400 belt can withstand incredible force before breaking. For long-distance overland systems or deep vertical lifts, these high-tensile ratings are mandatory to prevent catastrophic system failure.
Scaling Specifications for Industrial Load
Think about it: You wouldn’t use a light-duty belt for a mile-long incline conveyor. By selecting the correct ST rating, you ensure the belt has the safety factor required to handle both the weight of the material and the tension of the drive system.
- ST500-ST1000 for moderate hauls
- ST2000-ST3150 for heavy mining
- ST4000-ST5400 for extreme lifting
The best part? You are not limited by standard sizes; custom cord diameters and pitches can be engineered to meet your specific tension calculations. This ensures the belt fits your existing pulleys and motors perfectly.
Key Takeaway: Tensile strength ratings allow for precise engineering of the conveyor system to handle specific load weights.
| Rating | Strength (N/mm) | Common Application | |
|---|---|---|---|
| ST1000 | 1,000 | Port loading and short distance mining | |
| ST2500 | 2,500 | Medium distance overland ore transport | |
| ST5000 | 5,000 | Deep underground shaft hoisting |
Choosing the right strength rating prevents over-engineering costs while guaranteeing the safety of the entire system.
Is aramid reinforcement better than a customized steel cord?

Whether aramid reinforcement is better than a customized steel cord rubber conveyor belt depends on your priorities between weight and maximum raw strength. Aramid (Kevlar) belts are significantly lighter and 100% corrosion-free, making them ideal for systems where energy savings are a primary concern. However, for the absolute highest tensile loads and maximum impact resistance, steel cord remains the undisputed industry standard for the world’s largest mines.
Weight Efficiency vs. Maximum Raw Strength
Look: You are looking for ways to cut electricity costs on your 5-kilometer conveyor line. An aramid belt can reduce the overall weight by up to 30%, which translates directly into lower motor power requirements.
- Aramid: Lighter, rust-proof, flexible
- Steel Cord: Strongest, highest impact resistance
- Energy savings of 15-25% with aramid
The best part? You can use smaller drive systems if you switch to aramid, which can lower your initial infrastructure capital expenditure. However, you must weigh this against the higher raw cost of the aramid material itself.
Key Takeaway: Aramid is the modern choice for energy efficiency, while steel cord is the traditional choice for maximum durability.
| Metric | Steel Cord | Aramid (Kevlar) | |
|---|---|---|---|
| Weight | Heavy | Ultra-Light | |
| Corrosion | Possible (if damaged) | Impossible | |
| Maximum Strength | Extremely High | High |
Selecting between these two materials requires a thorough analysis of your long-term energy costs versus upfront material expenses.
Which rubber cover grades protect a customized belt best?

The best rubber cover for a customized steel cord rubber conveyor belt depends on the specific material being handled, such as abrasion-resistant grades for sharp rocks or heat-resistant grades for cement clinker. Most heavy-duty belts utilize RS (abrasion resistant) compounds as standard, which exceed the highest ISO and DIN standards for wear. If the belt is used in underground mining, it must be equipped with flame-retardant rubber to ensure safety and regulatory compliance.
Abrasion-Resistant Standards for Ore Handling
Think about it: You are moving millions of tons of jagged quartz or iron ore every month. Without a high-grade abrasion-resistant cover, the rubber would be ground away in weeks, leaving the steel cords exposed to the elements.
- DIN W and ISO D standards for wear
- Oil-resistant grades for chemical plants
- Anti-static properties for safety
The best part? You can choose different grades for the top and bottom covers. For example, you might use a super-thick abrasion layer on top and a high-friction, energy-saving rubber on the bottom.
Key Takeaway: Customizing the rubber cover grade is essential to matching the belt’s life to the specific abrasive nature of your material.
| Cover Grade | Primary Benefit | Ideal Environment | |
|---|---|---|---|
| RS (Abrasion) | Resists cutting and grinding | Mines, Quarries, Cement | |
| FR (Flame) | Self-extinguishing | Underground coal mines | |
| OR (Oil) | Prevents rubber swelling | Fertilizer and Chemical plants |
By selecting the correct chemical formulation, you prevent premature belt failure caused by surface degradation.
How does low elongation impact a customized belt’s efficiency?
Low elongation impacts a customized steel cord rubber conveyor belt efficiency by ensuring the belt maintains stable tracking and consistent tension throughout its entire lifespan. Unlike fabric belts that can stretch significantly over time, steel cord belts typically exhibit less than 0.2% elongation under full load. This stability reduces the need for maintenance teams to adjust take-up pulleys, which directly translates to more “uptime” for your facility.
Reducing Take-Up Stroke Requirements
Look: You are designing a conveyor for a cramped underground space where there is no room for a 20-meter take-up tower. Because steel doesn’t stretch, you can use a much shorter tensioning system, saving space and money on steel structures.
- Minimal maintenance and downtime
- Stable belt tracking and alignment
- Lower infrastructure costs
The best part? You will see a reduction in “belt sag” between idlers, which reduces the rolling resistance and the overall power needed to move the load. This efficiency adds up to massive savings over years of operation.
Key Takeaway: Low elongation is the secret to high-precision tracking and reduced mechanical maintenance in long systems.
| Property | Steel Cord (Low Elongation) | Fabric (High Elongation) | |
|---|---|---|---|
| Stretch at Load | < 0.2% | 1.5% – 4.0% | |
| Maintenance | Set and forget | Frequent adjustments needed | |
| Take-up Space | Minimal | Extensive |
The mechanical stability of steel cord belts makes them the most efficient choice for high-precision industrial applications.
Why choose customized solutions for mining and power?

You should choose customized solutions for mining and power because every conveyor system has unique challenges, such as specific inclines, load weights, and environmental hazards that “off-the-shelf” belts cannot fully address. A customized steel cord rubber conveyor belt is built to your exact specifications, ensuring that the cord diameter, pitch, and rubber chemistry are optimized for your facility’s unique operating conditions. This tailored approach guarantees the lowest “cost per ton” over the life of the belt.
One-Stop Factory Customization for Specific Specs
Think about it: You wouldn’t buy a standard engine for a custom racing car. Similarly, a high-output mine needs a belt engineered for its specific tonnage and weather conditions to avoid early replacement costs.
- Widths up to 3200mm available
- Custom cord pitch and strength
- Rigorous laboratory testing for every batch
The best part? You get a direct line to factory engineers who can help you solve specific problems like joint failure or edge fraying. This partnership ensures you aren’t just buying a product, but a long-term logistics solution.
Key Takeaway: Factory customization ensures that the belt’s performance perfectly matches the mechanical demands of your specific facility.
| Custom Option | Industrial Benefit | ROI Factor | |
|---|---|---|---|
| Custom Width | Matches high-capacity loaders | Increased throughput | |
| Specialized Jointing | Prevents splice failure | Reduced downtime | |
| Tested Compounds | Matches local climate | Longer belt life |
Investing in a customized solution is the most effective way to optimize your facility’s long-term operational costs.
Summary
The customized steel cord rubber conveyor belt stands as the pinnacle of material handling technology, offering the strength, stability, and durability required for the world’s most aggressive industries. By combining high-tensile steel with advanced rubber chemistry, these belts provide a reliable backbone for mining, power, and port operations globally. If you are ready to upgrade your facility’s performance and eliminate unnecessary downtime, contact us today to discuss your specific technical requirements.
FAQ
Can I use a steel cord belt on a small conveyor?Yes, but you must ensure your pulley diameters are large enough to handle the belt’s stiffness. Steel cord belts require specific minimum pulley sizes to prevent internal wire fatigue over time.
What’s the best way to repair a steel cord belt?The best way is hot vulcanizing, which creates a joint that is nearly as strong as the original belt. Cold bonding can be used for temporary repairs, but hot vulcanization is required for high-tension areas.
Can I detect internal damage without stopping the belt?Yes, you can use X-ray or magnetic induction scanning systems to “see” inside the rubber. These systems detect broken cords or corrosion before a catastrophic failure occurs.
What’s the best cover grade for moving sharp granite?An RS (Abrasion Resistant) grade with an added steel breaker ply is best. The RS rubber resists the grinding action of the stone, while the breaker prevents the granite from slicing through to the main cords.
Can I replace a fabric belt with a steel cord belt on the same frame?Typically no, because steel cord belts are heavier and have different tensioning requirements. You will likely need to upgrade your drive motors and tensioning system to accommodate the change.