
Top steel cord rubber conveyor belt manufacturers deliver high-strength conveyor solutions designed for extreme industrial conditions. By combining steel cable reinforcement with advanced rubber compounds, these belts minimize elongation, resist impact damage, and ensure long-term durability, helping reduce downtime and maximize productivity in heavy-duty material handling.
What make steel cord rubber conveyor belt manufacturers unique?
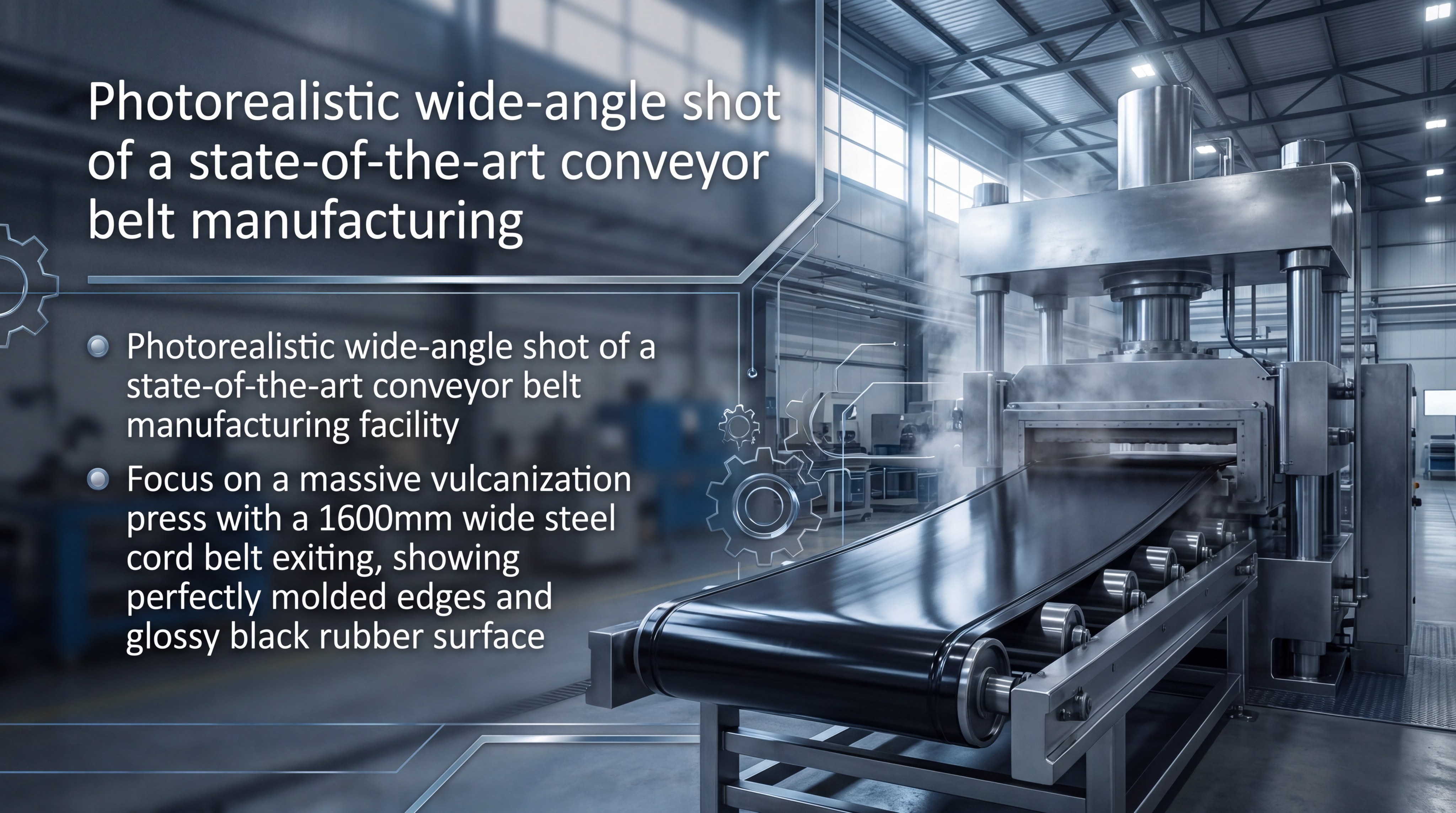
Steel cord rubber conveyor belt manufacturers are unique because they utilize high-tensile steel cables embedded in a rubber matrix to create a belt with virtually no stretch. This specialized construction allows for long-center distances and extreme lift heights that fabric belts simply cannot handle. While textile belts rely on layers of fabric, steel cord versions use a single layer of parallel steel cables to provide the skeleton.
Think about it this way: the design is optimized for maximum tension and minimal maintenance. These manufacturers prioritize internal anatomy to ensure the product survives the most difficult extraction environments.
Core components of the belt structure
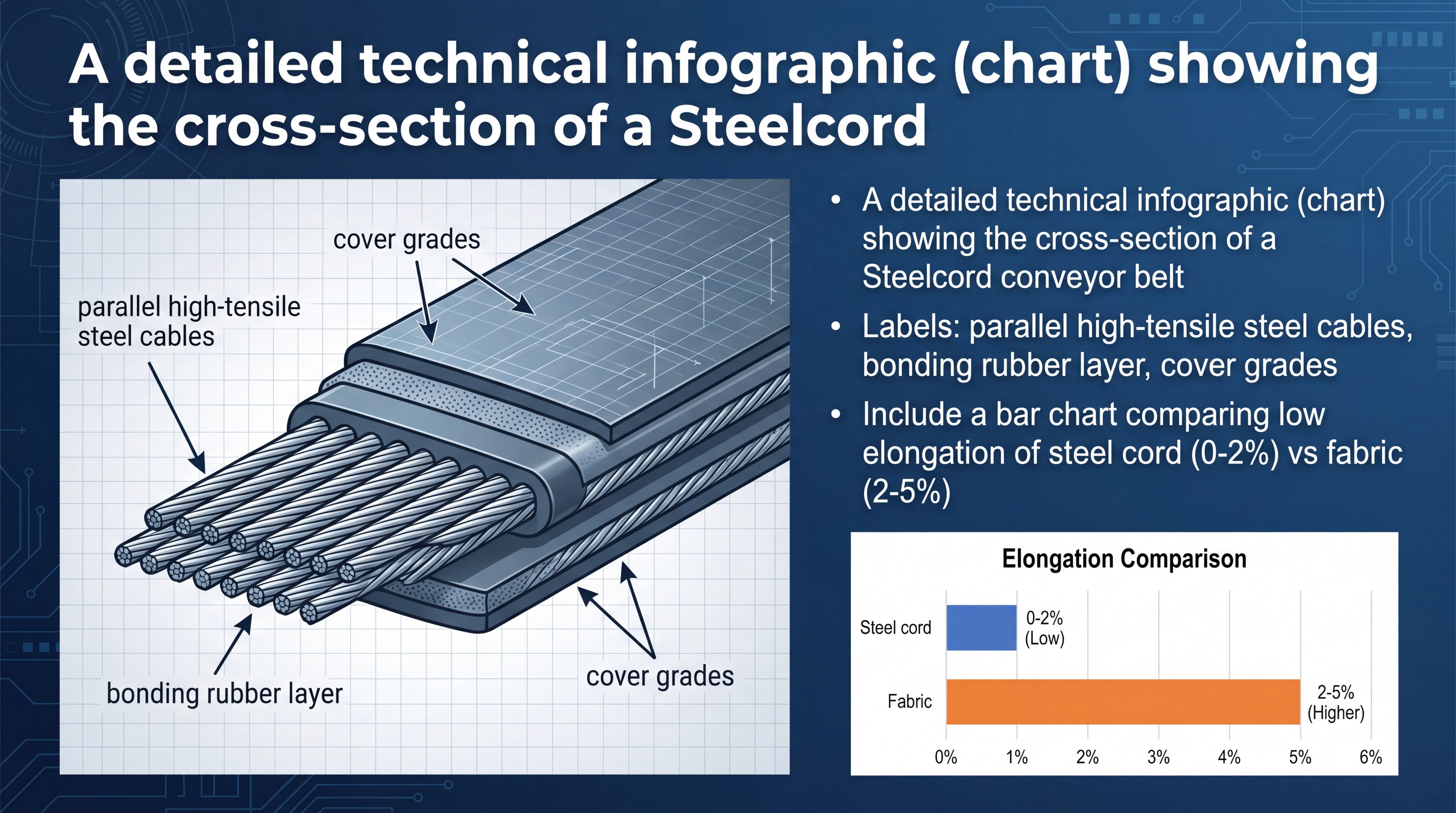
To understand why these belts are so tough, you must look at their internal components. The bonding rubber and protective cover grades work together to shield the primary strength member.
- High-Tensile Steel Cords: Provide the high load capacity.
- Bonding Rubber: Ensures the steel and rubber stay permanently fused.
- Protective Cover Grades: Outer layers designed for abrasion, heat, or oil resistance.
Key Takeaway: Steel cords provide the high-strength skeleton required for the world’s most powerful conveyor systems.
| Feature | Steel Cord Belt Detail | Benefit | |
|---|---|---|---|
| Carcass | Parallel steel cables | High tensile strength | |
| Elongation | Extremely low (0.2% – 0.25%) | Short take-up travel | |
| Flexibility | Excellent longitudinal flex | Smaller pulley diameters |
Understanding the internal carcass structure is the first step in recognizing why steel-reinforced systems outperform traditional textile alternatives in heavy-duty logistics.
How do steel cord rubber conveyor belt manufacturers ensure strength?
Leading steel cord rubber conveyor belt manufacturers ensure strength by aligning parallel steel cords within a rubber matrix to distribute tension evenly across the entire width. This synchronization prevents the belt from tracking poorly even when carrying several thousand tons of material per hour. Every inch of the belt contributes to the load-bearing effort without over-stressing any single point.
But wait, there’s more: the secret to a durable belt isn’t just the steel. It is the chemical and physical adhesion between the metal and the rubber compounds.
The role of rubber-to-steel bonding
The secret to a durable belt is the adhesion between the metal and the rubber. If the bond fails, the belt delaminates and loses its structural integrity.
- Adhesion Promoters: Chemical agents used to create a molecular bond.
- Compression Vulcanization: High-pressure molding that forces rubber into gaps.
- Zinc Coating: Protects steel from corrosion while enhancing bonding.
Key Takeaway: Precision cord alignment and superior chemical bonding are the secrets to high-capacity hauling.
| Strength Metric | Standard Range | Application | |
|---|---|---|---|
| Tensile Strength | 500 N/mm to 5400 N/mm | Heavy mining to light industrial | |
| Cord Diameter | 2.5 mm to 12.0 mm | Dependent on required ST rating | |
| Cord Pitch | 10 mm to 25 mm | Determines belt width strength |
High-tensile ratings are only effective if the manufacturing process guarantees uniform stress distribution through consistent cord placement.
Why choose steel cord rubber conveyor belt manufacturers for mining?
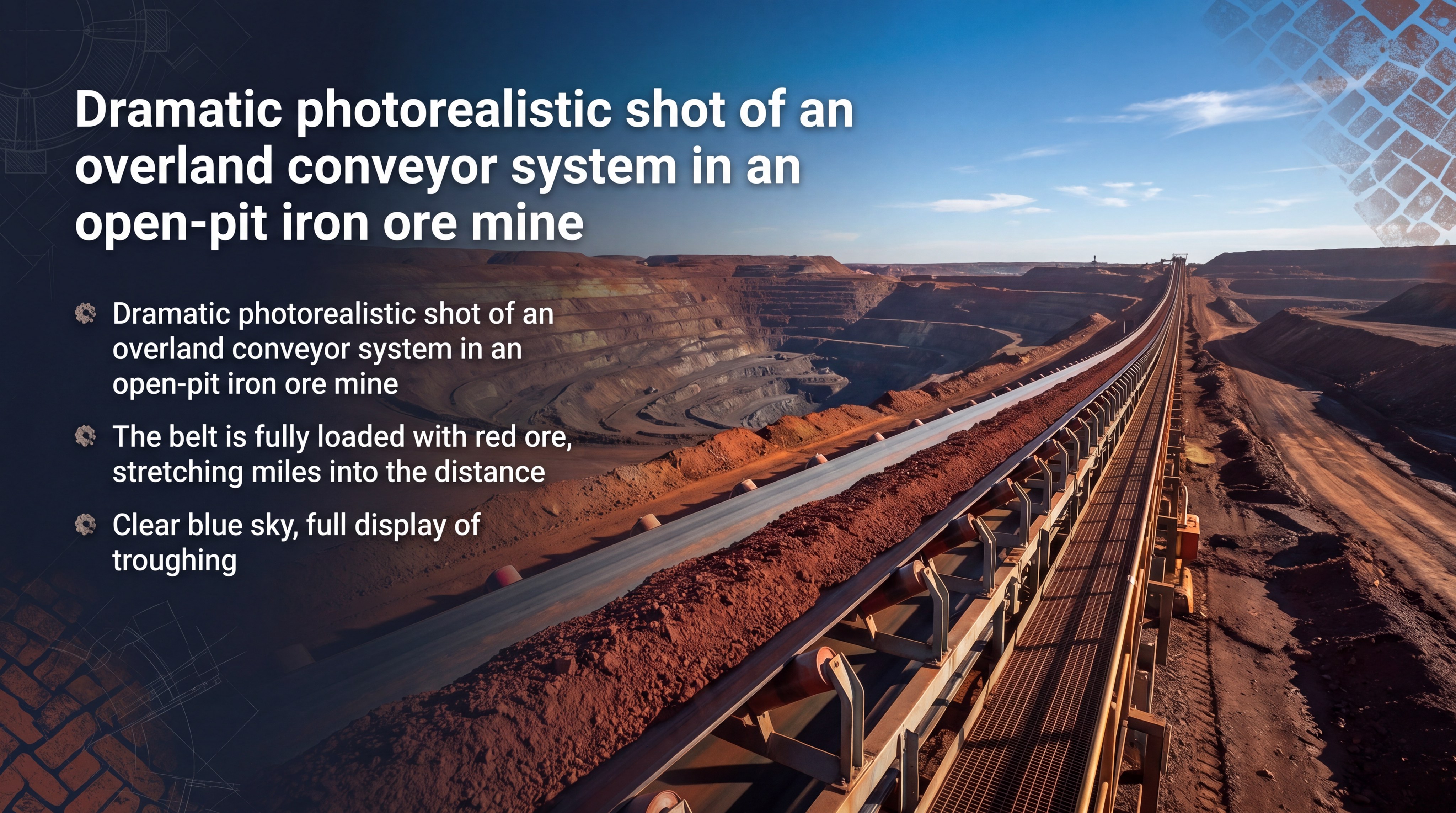
Mining operations rely on steel cord rubber conveyor belt manufacturers to provide belts capable of transporting heavy ore over several kilometers without stopping. The high tensile strength makes these belts indispensable for deep-pit extraction and overland transport where other materials fail. These belts also offer the best troughing characteristics, allowing the system to carry deeper loads without spillage.
Here is the deal: the mining sector presents the most “difficult environments” for any material handling equipment. Steel cord belts are engineered to survive these specific, high-impact challenges.
Primary industrial applications in mining
Steel cord belts are engineered to survive specific challenges in the extraction industry. These applications require maximum reliability to prevent catastrophic downtime.
- Overland Conveying: Moving coal or ore over miles of rugged terrain.
- High-Lift Slope Belts: Transporting materials from deep underground mines.
- Crusher Discharge: Handling the massive impact of sharp, primary-crushed rocks.
Key Takeaway: Steel cord belts are the essential backbone of global raw material extraction and transport.
| Mining Challenge | Steel Cord Solution | Result | |
|---|---|---|---|
| Long Distances | Low elongation cables | Fewer transfer stations | |
| Heavy Impact | High-energy absorption | Reduced carcass damage | |
| High Tension | ST-rated steel carcasses | Safe deep-pit extraction |
Choosing the right reinforcement type is critical for mining companies aiming to reduce their total cost of ownership over long-distance haulage.
Can steel cord rubber conveyor belt manufacturers prevent ripping?
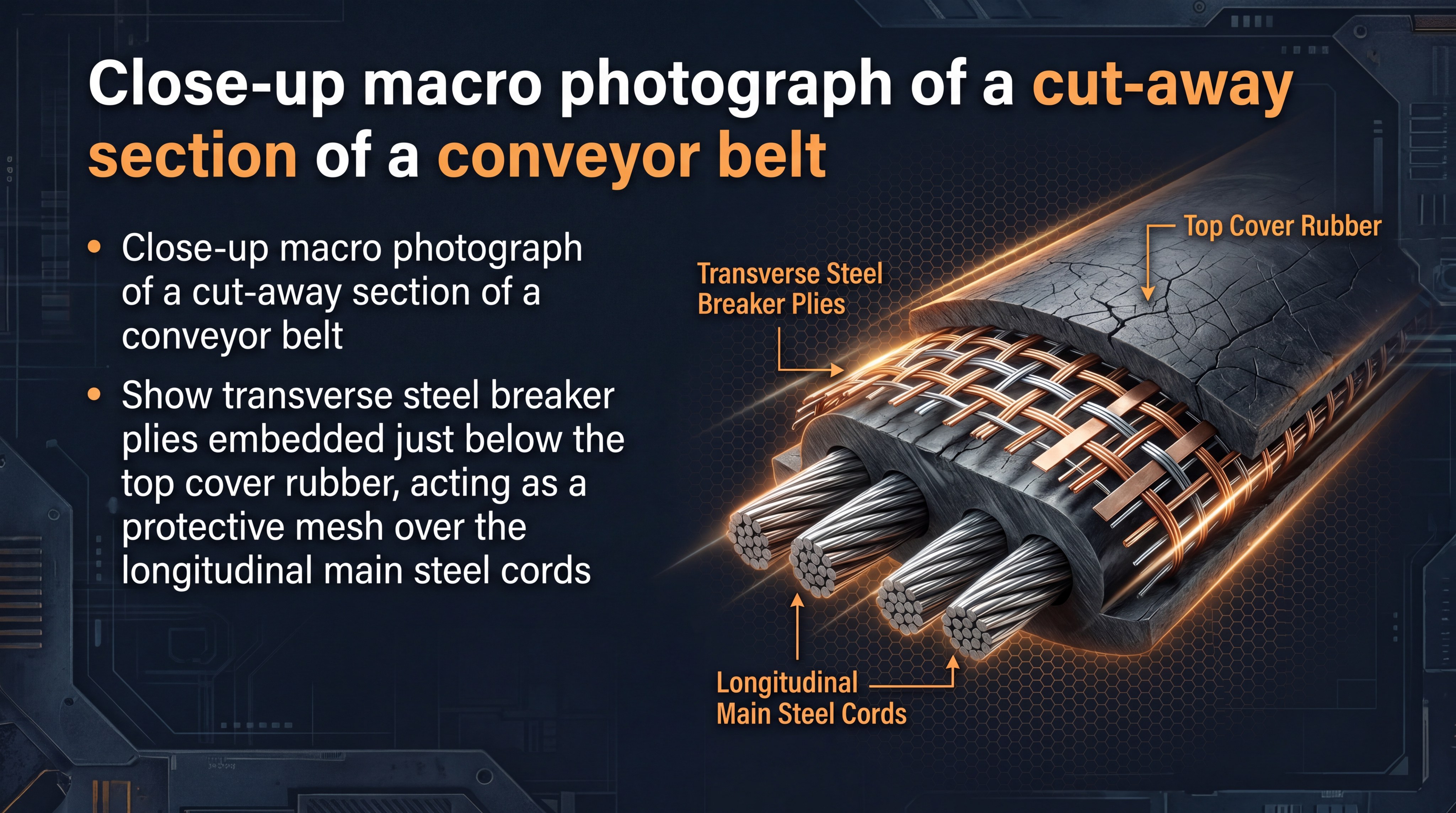
Innovative steel cord rubber conveyor belt manufacturers integrate transverse “breaker plies” into the rubber cover to stop longitudinal tears in their tracks. These layers act as a physical shield against sharp objects that would otherwise slice through the entire length of the carcass. These breakers don’t just stop rips; they also improve the impact resistance of the top cover.
It gets even better: these integrated breaker plies prevent a single pierce from turning into a thousand-meter-long slit. This protection is vital for recycling and quarry industries.
Benefits of integrated breaker plies
If a sharp piece of metal pierces the belt, a breaker ply prevents that pierce from turning into a major failure. This technology preserves the structural core of the belt.
- Steel Mesh Breakers: Transverse steel wires that provide maximum rip resistance.
- Textile Breakers: High-strength fabric layers for localized impact protection.
- Lateral Stability: Increased resistance to folding or buckling under heavy loads.
Key Takeaway: Extra protection layers like breaker plies significantly extend the operational life of your belt.
| Protection Type | Material | Primary Benefit | |
|---|---|---|---|
| Transverse Breaker | Steel or Aramid | Prevents longitudinal ripping | |
| Edge Reinforcement | Molded rubber edges | Protects cords from moisture | |
| Super Impact Cover | Thick rubber compound | Absorbs heavy material drops |
Implementing rip-detection and prevention layers is the most effective strategy for managing risks in facilities processing sharp or heterogeneous bulk materials.
Do steel cord rubber conveyor belt manufacturers offer heat grades?

Experienced steel cord rubber conveyor belt manufacturers offer specialized rubber compounds that resist extreme temperatures peaking at 400°C. This is critical for cement plants and steel mills where material is often transported while still hot from processing. Standard rubber would bake and crack, but heat-resistant grades maintain their flexibility and protect the internal steel cords.
Why does this matter? The rubber cover is the first line of defense against environmental degradation in high-heat zones. Manufacturers provide various grades tailored to your specific material profile.
Available specialized cover types
Manufacturers provide various grades tailored to your specific temperature needs. Choosing the wrong grade can lead to premature belt surface hardening.
- Heat Resistant (HR): Capable of handling continuous temperatures up to 200°C.
- Oil Resistant (OR): Prevents swelling and degradation from oily materials.
- Fire Resistant (FR): Essential for underground mining safety and power plants.
Key Takeaway: The right rubber cover compound protects the steel core from environmental and chemical degradation.
| Cover Grade | Temperature Peak | Ideal Industry | |
|---|---|---|---|
| T1 Grade | 120°C | General industrial use | |
| T2 Grade | 150°C | Foundries and chemical plants | |
| T3 Grade | 200°C+ | Cement clinker and sintering |
Thermal management in conveyor systems is not just about the rubber surface; it is about preserving the core structural cables from heat-induced fatigue.
How do steel cord rubber conveyor belt manufacturers test belts?
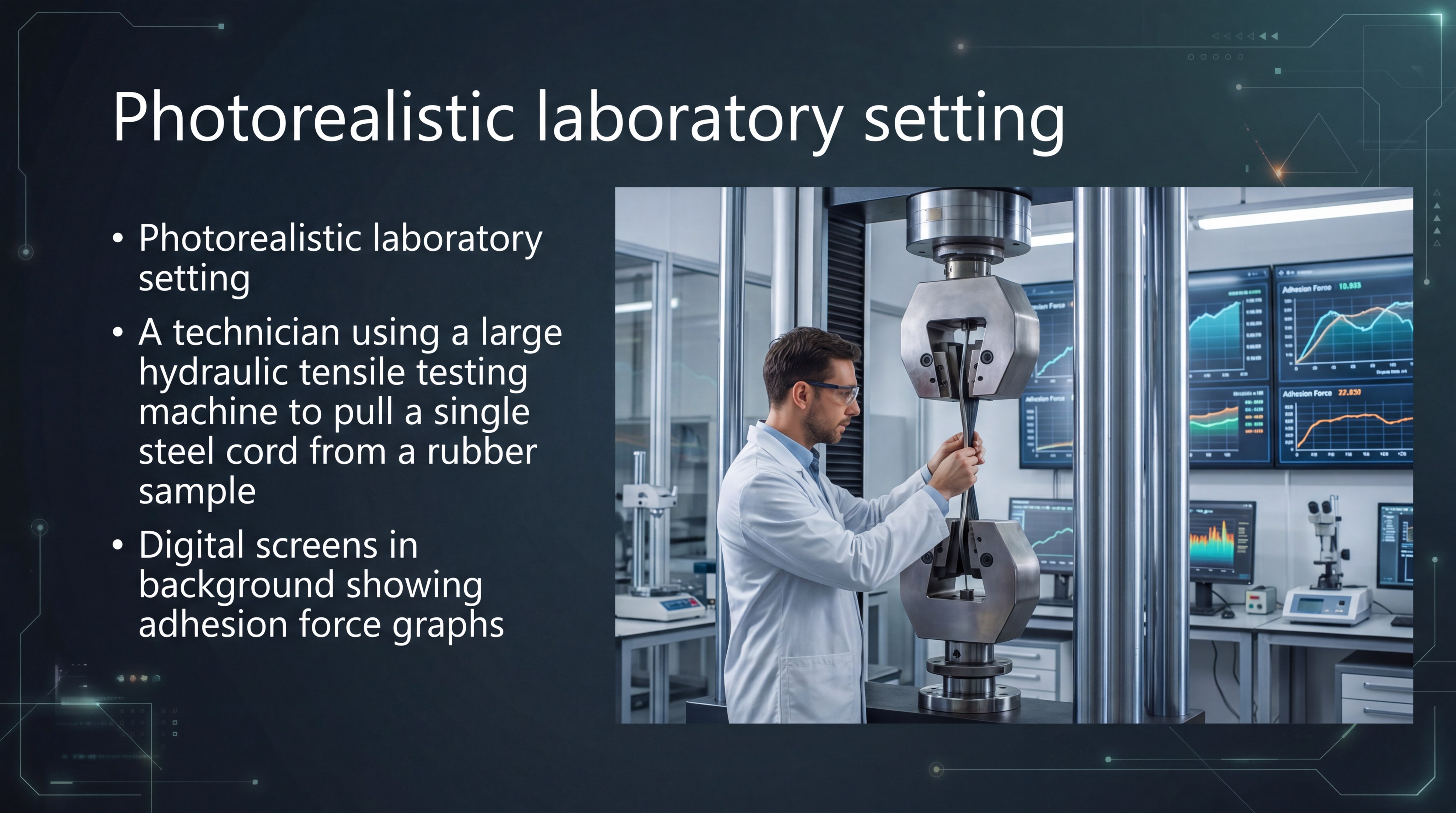
Top steel cord rubber conveyor belt manufacturers use advanced laboratories to perform ozone, UV, and tensile testing to ensure all international standards are exceeded. This rigorous validation process guarantees that your belt won’t crack prematurely when exposed to harsh industrial conditions. Most professional manufacturers provide full testing reports with every shipment for transparency.
Here’s the best part: these tests mimic years of wear in just a few days to prove durability. To ensure a belt is “tested to the limit,” it must undergo a series of destructive evaluations.
Standard laboratory test procedures
To ensure a belt is “tested to the limit,” it must undergo a series of destructive and non-destructive evaluations. These tests verify the belt’s longevity under stress.
- Adhesion Testing: Measuring the force required to pull a cord out.
- Abrasion Resistance: Testing rubber loss when subjected to friction.
- Ozone & UV Testing: Ensuring the surface doesn’t crack under sunlight.
Key Takeaway: Rigorous third-party verification ensures the belt performs exactly as specified in the datasheet.
| Test Category | Standard Followed | Goal | |
|---|---|---|---|
| Tensile Strength | ISO 7622-2 | Verify maximum load capacity | |
| Abrasion Loss | DIN 22102 | Ensure long operational life | |
| Static Testing | EN ISO 284 | Verify anti-static properties |
Data-driven testing results provide you with the assurance that each roll meets the necessary safety and performance benchmarks for your site.
What widths do steel cord rubber conveyor belt manufacturers supply?
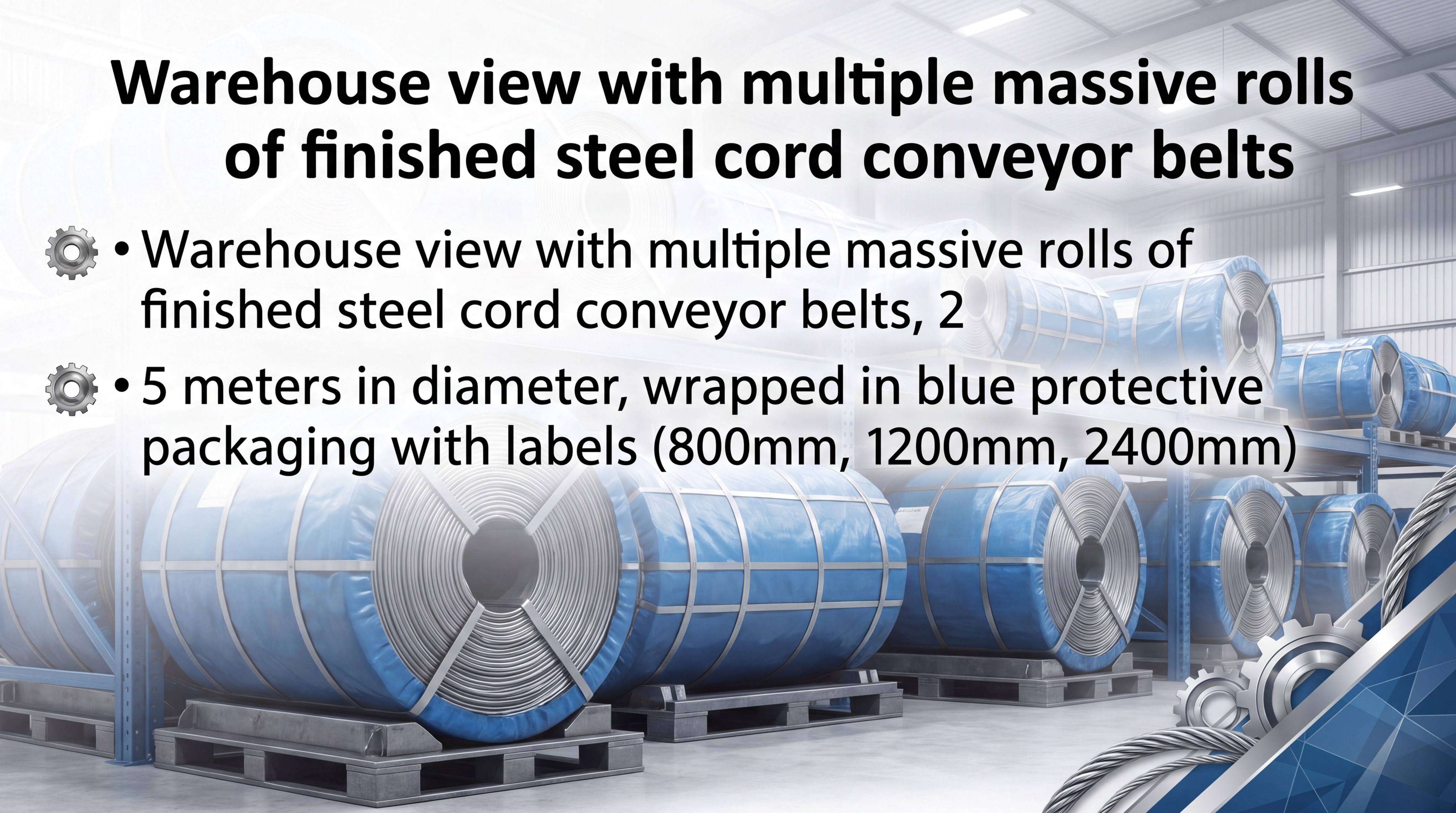
You can source belts from steel cord rubber conveyor belt manufacturers in widths ranging from 500 mm to 3200 mm to suit any conveyor structure. This versatility allows you to scale your throughput without having to replace your existing rollers or frames. Wider belts allow for higher volume transport at lower speeds, which reduces overall mechanical wear.
Let’s dig deeper: the ability to customize width and strength means you get a belt that is perfectly fit for purpose. Most manufacturers keep standard sizes in stock while offering custom molds for unique projects.
Common sizing and strength ranges
Most manufacturers keep standard sizes in stock while offering custom molds. Having the correct width ensures your material stays contained during transit.
- Standard Widths: 800mm to 1400mm are the most common industrial sizes.
- Custom Wide Belts: Options up to 3200mm for massive port operations.
- Edge Finish: Molded rubber edges prevent cord exposure and moisture ingress.
Key Takeaway: Custom widths and strengths ensure a perfect fit for both standard and oversized conveyor systems.
| Width (mm) | Load Capacity | Common Industry | |
|---|---|---|---|
| 500 – 800 | Medium | Aggregates and Quarry | |
| 1000 – 1600 | High | Mining and Power Plants | |
| 2000 – 3200 | Extreme | Ports and Bulk Handling |
Width selection is a primary factor in optimizing throughput efficiency while minimizing spillages that increase maintenance costs and environmental risks.
Why trust steel cord rubber conveyor belt manufacturers in Europe?
European steel cord rubber conveyor belt manufacturers are often recognized for combining decades of experience with the most technologically advanced manufacturing lines. Factories in these regions follow strict ISO and CE quality management protocols to ensure product consistency. These regions have some of the highest environmental and safety standards, ensuring a cleaner production process.
Look: the reliability of a belt often depends on how it is joined. Manufacturers in the Western market prioritize dynamic splice efficiency to ensure the join is as strong as the belt.
Splicing and maintenance factors
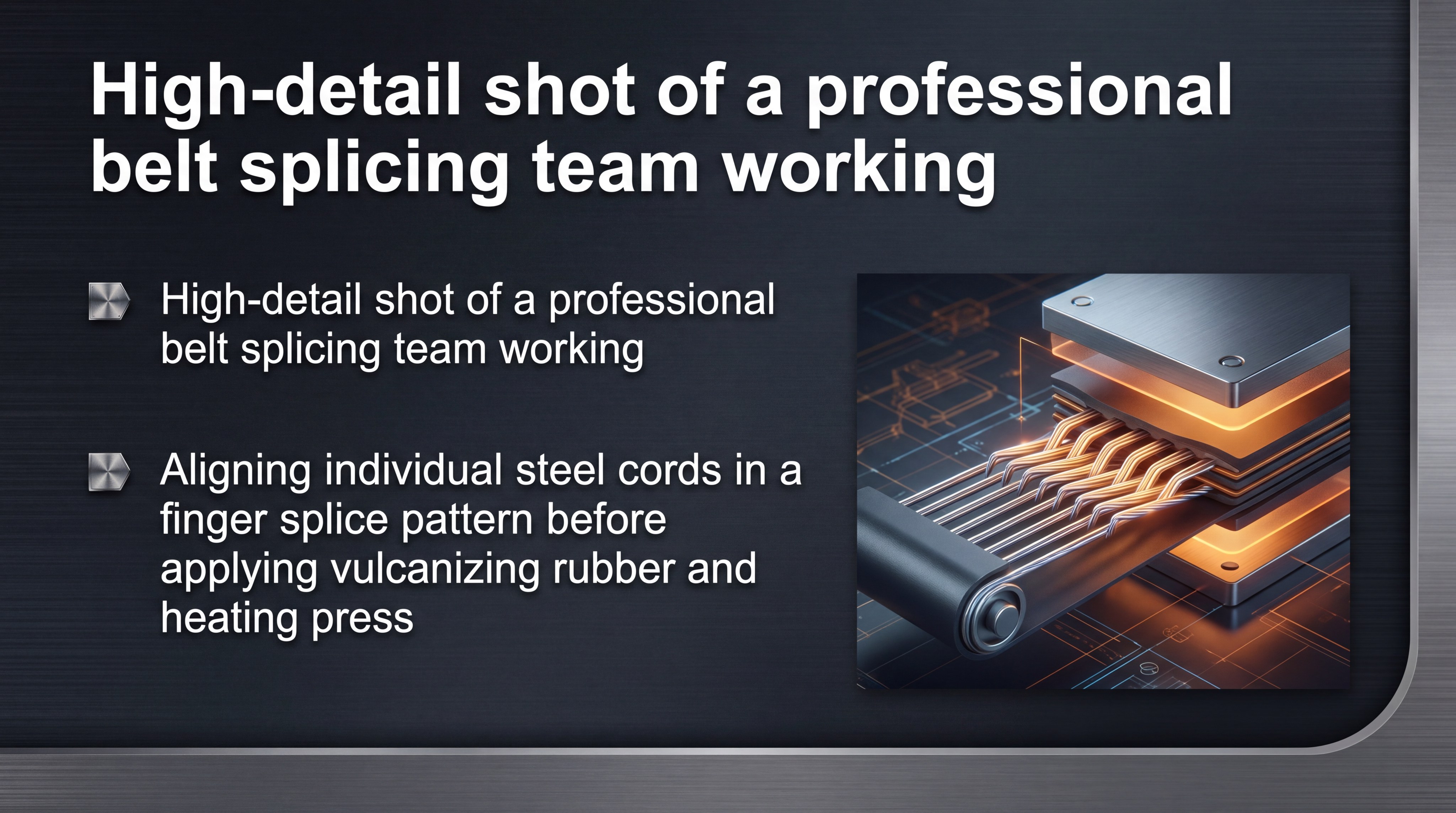
Manufacturers prioritize dynamic splice efficiency to ensure the join is as strong as the belt. Proper joining techniques are vital for long-term system integrity.
- Finger Splicing: A precise method of overlapping cords for 100% strength.
- Vulcanizing Kits: Compatible rubber materials provided for field splicing.
- Maintenance Support: Technical guidance for belt monitoring and repair.
Key Takeaway: A high-quality splice and professional technical support are just as important as the belt itself.
| Metric | European Standard | Benefit | |
|---|---|---|---|
| Manufacturing | ISO 9001 Certified | Consistent quality control | |
| Safety | CE / EN 14973 | Guaranteed for underground use | |
| Warranty | 2-Year Guarantee | Long-term peace of mind |
Adhering to high-quality manufacturing standards ensures that you receive a product built to withstand the rigors of heavy industrial application.
Are steel cord rubber conveyor belt manufacturers REACH compliant?

Responsible steel cord rubber conveyor belt manufacturers ensure their rubber compounds are REACH compliant and completely safe for your workers to handle. They focus on using chemicals that do not harm the environment or the health of the personnel installing the belt. Compliance ensures that your site stays within legal environmental limits and avoids “dirty” rubber.
The bottom line is: selecting a compliant manufacturer means you are investing in a product that respects global safety benchmarks. These belts are designed to be durable without being toxic.
Safety and environmental standards
Selecting a compliant manufacturer means you are investing in a product that respects safety. These benchmarks ensure your operation remains sustainable and legal.
- Anti-Static (ISO 284): Prevents static buildup that triggers explosions.
- Ozone Resistance: Prevents surface cracking that leads to cord corrosion.
- UV Resistance: Protects polymers from breaking down in outdoor environments.
Key Takeaway: Choosing REACH-compliant belts protects both your workforce and the operational environment.
| Compliance | Standard | Protection Focus | |
|---|---|---|---|
| REACH | EU Regulation | Chemical safety for humans | |
| Anti-Static | EN ISO 284 | Fire and explosion prevention | |
| Ozone | EN ISO 1431 | Prevention of surface cracking |
Safety standards like REACH and ISO are non-negotiable for modern industrial operations seeking to maintain ethical and safe work environments.
How to contact steel cord rubber conveyor belt manufacturers today?

To find the best partner, look for steel cord rubber conveyor belt manufacturers who offer a full two-year guarantee and provide free technical consultations. Direct factory relationships often yield the best balance of cost-efficiency and customized engineering for your specific project. Most leading manufacturers now offer online quote requests and 24-hour response times.
Simply put: direct manufacturing links reduce procurement costs and significantly improve technical support speed. Before placing an order, ensure your manufacturer can handle the technical nuances of your application.
Questions to ask your supplier
Before placing an order, ensure your manufacturer can handle the technical nuances. Verifying these points helps prevent delays in your project timeline.
- Can you provide a drawing-based quotation? Ensures the belt fits your structure.
- Are samples and testing reports available? Verifies quality before purchase.
- What is your lead time for custom widths? Critical for meeting deadlines.
Key Takeaway: Direct manufacturing links reduce procurement costs and significantly improve technical support speed.
| Step | Action | Outcome | |
|---|---|---|---|
| Consultation | Share project drawings | Tailored belt specification | |
| Quotation | Compare factory pricing | 15-30% cost savings | |
| Production | Monitor lead times | On-time project delivery |
Establishing a direct line to the engineering team at the factory level ensures that every technical specification of your haulage system is met.
Frequently Asked Questions (FAQ)
Can I use steel cord belts for short-distance conveyors?Yes, you can, but it is often more cost-effective to use them for long-distance hauls. Steel cord belts are designed for high-tension and long centers where low elongation is a technical necessity.
What’s the best way to monitor steel cord health?The best way is to use electronic belt monitoring systems that detect cord breakage or rips. These sensors can stop the system automatically to prevent extensive damage.
Can steel cord belts handle chemical materials?Yes, if they are manufactured with specialized chemical-resistant rubber covers. These covers prevent the internal steel cords from corroding when transporting corrosive fertilizers or oils.
What’s the typical lead time for a custom belt?The typical lead time varies between 4 to 8 weeks depending on the width and complexity. Professional factories provide stable lead times to help you plan your project accurately.
Can I splice a steel cord belt myself?No, you should not attempt this without specialized vulcanizing equipment and trained technicians. Professional splicing is required to maintain the belt’s rated tensile strength and safety factor.
Conclusion
Selecting the toughest conveyor belt is not just about the price; it is about the engineering that goes into every meter of rubber and steel. By partnering with reputable steel cord rubber conveyor belt manufacturers, you ensure that your operation runs with maximum uptime and minimum risk. Don’t let a belt failure halt your production—invest in a solution designed for the toughest environments on Earth.
For a custom engineering consultation or a direct factory quotation, contact us today and let our experts design the perfect belt for your industry.