
Understanding the best way to cut conveyor belt rubber ensures clean edges, precise alignment, and stronger splices, reducing downtime and improving overall conveyor system reliability.
What is the best way to cut conveyor belt rubber safely?
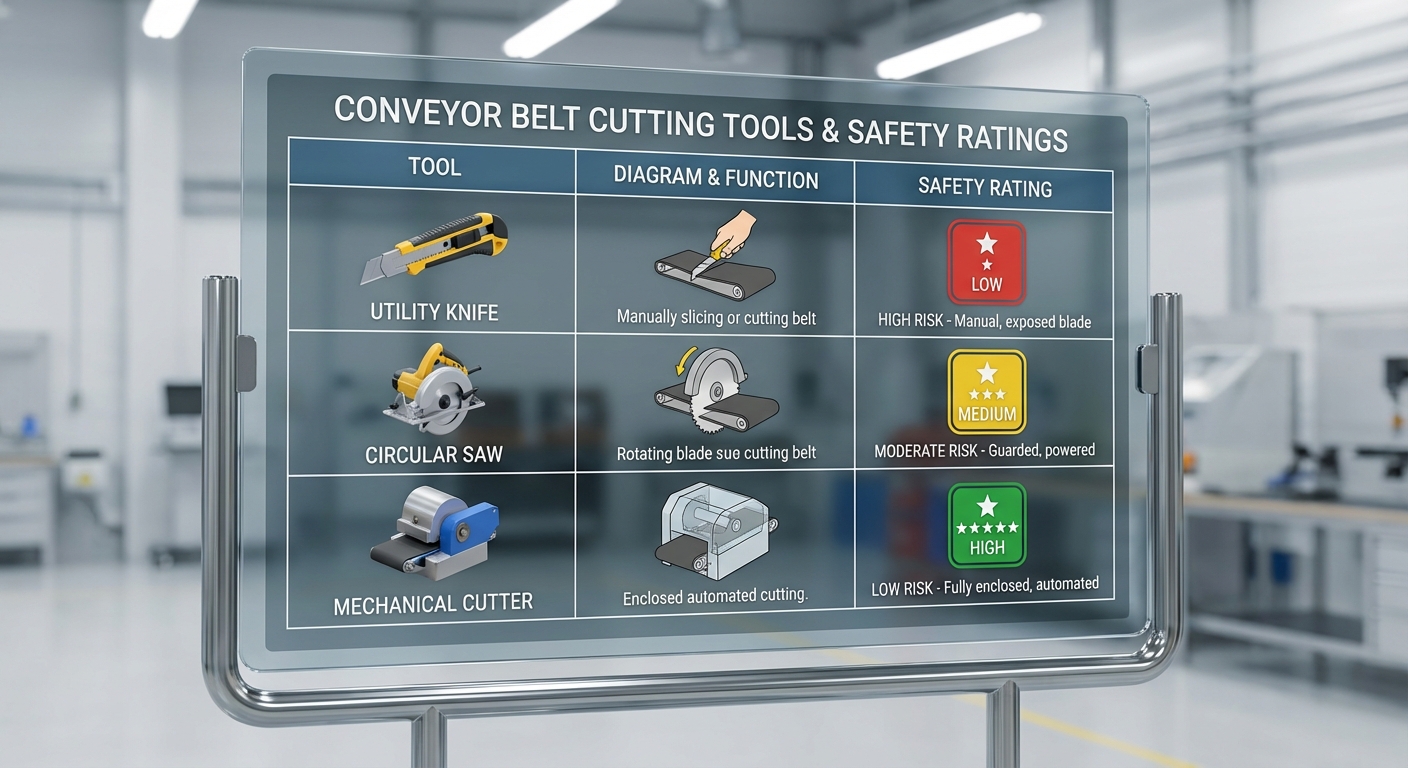
The safest and most effective approach is using a mechanical belt cutter that locks the material in place to prevent tool slippage. This process involves securing the belt to a flat surface and wearing cut-resistant gloves to mitigate the risk of injury. You must always ensure the power is locked out before beginning any manual or electric cutting operation on an active conveyor system.
Why is stability crucial for safety?
Working on an unstable surface is a recipe for disaster. If the belt shifts while you are applying pressure, the blade can easily skip and cause severe injury to the operator or damage the carcass.
- Use heavy-duty clamps to fix the belt.
- Clear the work area of debris and oil.
- Ensure the floor is non-slip for the operator.
Safety isn’t just a checkbox; it is the foundation of a successful repair that prevents long-term operational hazards.
Which safety factors are most important?
| Safety Factor | Recommendation | |
|---|---|---|
| Hand Protection | Cut-resistant Level 5 gloves | |
| Belt Security | C-clamps or mechanical guides | |
| Power Status | Strict LOTO (Lockout/Tagout) |
This table highlights that proper equipment and procedures are non-negotiable for safe industrial cutting in high-stakes environments.
Is a utility knife the best way to cut conveyor belt rubber?

Yes, for thin or light-duty belts, a high-quality utility knife is the best way to cut conveyor belt rubber because it offers unmatched control and precision. You should use a new, sharp blade and make several shallow passes rather than trying to cut through the entire thickness in one go. This method prevents the blade from wandering and ensures a vertical, clean edge that aligns perfectly during splicing.
How do you manage thick rubber layers?
When dealing with thicker fabric-reinforced materials, the utility knife requires a specific scoring technique to maintain a straight line. You start by lightly marking the surface before applying deeper pressure in subsequent strokes as the blade creates its own guide path.
- Always keep a supply of spare blades nearby.
- Use a metal straightedge as a guide rail.
- Apply consistent pressure throughout the stroke.
A dull blade is actually more dangerous than a sharp one because it requires excessive force, increasing the likelihood of a slip.
Which manual tools are best for specific belts?
| Tool Type | Best Use Case | Blade Change Frequency | |
|---|---|---|---|
| Standard Utility | PVC / Thin Rubber | Every 5-10 meters | |
| Heavy-Duty Fixed | Multi-ply Textile | After every full cut | |
| Retractable Knife | General Trimming | When resistance increases |
Accurate blade management ensures that your manual cuts remain clean and consistent across the entire belt width without fraying the fabric.
Can you use power tools for industrial belt cutting?

Power tools like circular saws or oscillating cutters are often prioritized when efficiency is required on large-scale industrial projects. These tools reduce physical strain on the technician and can slice through thick reinforced carcasses in a fraction of the time required by manual methods. However, you must select a blade specifically designed for rubber to prevent melting or binding during the high-speed process.
What are the benefits of electric cutters?
Electric cutters provide a high-frequency stroke that handles dense rubber structures much better than manual force alone. They maintain a consistent speed, which helps in achieving a uniform edge across wide belts used in heavy industries.
- Reduced operator fatigue on long industrial cuts.
- Higher accuracy on high-density materials.
- Integrated guards for better hand protection.
Speed should never come at the expense of accuracy when you are prepping for a high-tension splice.
Which power tool fits your project needs?
| Power Tool | Advantage | Disadvantage | |
|---|---|---|---|
| Circular Saw | Fast straight lines | Potential for heat buildup | |
| Oscillating Tool | Great for corners | Slower on thick rubber | |
| Electric Shears | Clean edge on thin belt | Limited thickness capacity |
Selecting the right power tool depends on the balance between your need for speed and the specific thickness of the belt being serviced.
How does a circular saw deliver professional results?
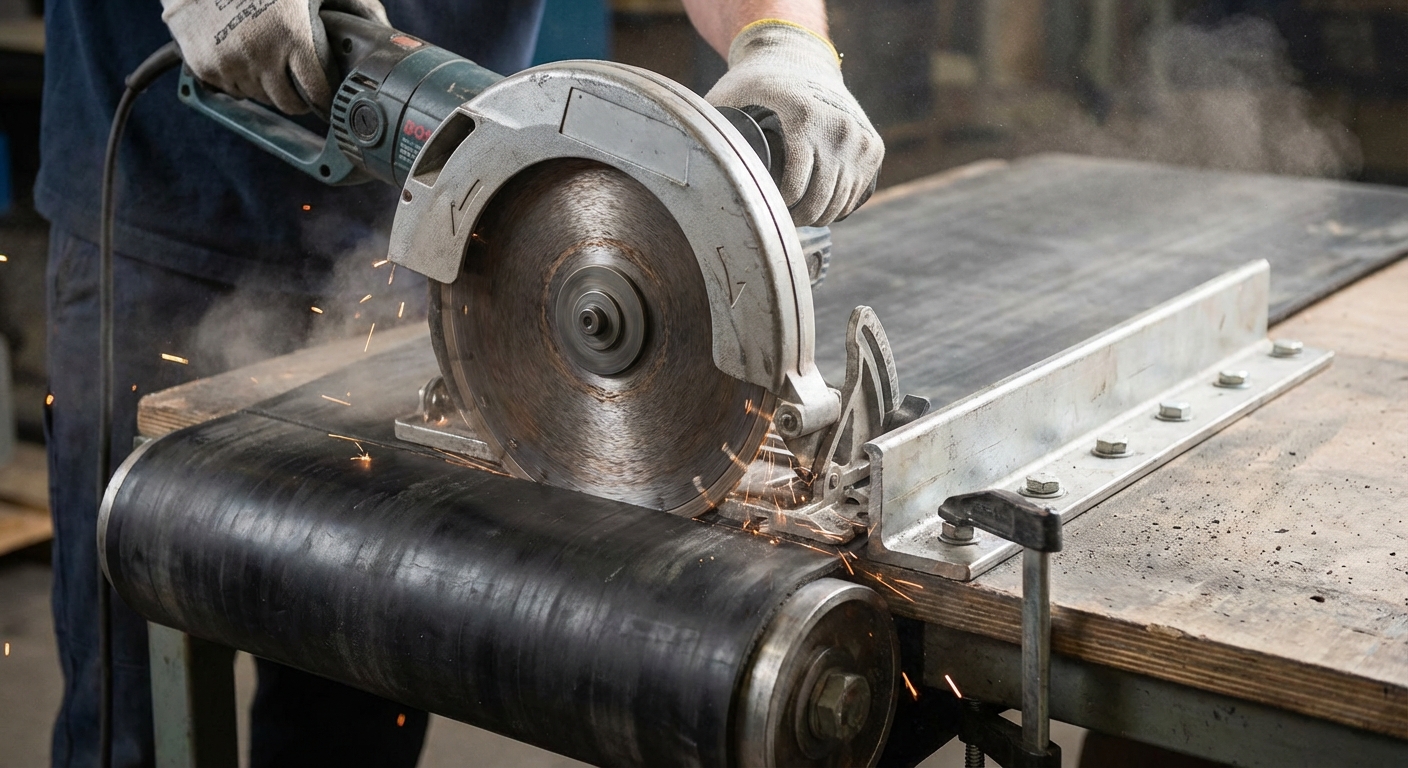
A circular saw is the best way to cut conveyor belt rubber for long, straight runs on heavy-duty rubber because the base plate provides a stable guide. You should use a carbide-tipped blade with a low tooth count to minimize friction and prevent the rubber from smoking or burning. Keeping the saw moving at a steady pace ensures that the heat is dissipated effectively without damaging the internal belt structure.
How do you achieve a perfectly square cut?
To ensure your belts align during installation, you must clamp a straightedge to the belt to act as a fence for the saw. This prevents the tool from drifting off the chalk line during high-speed operation, which is critical for belt tracking.
- Measure the offset from the blade to the base plate.
- Check the blade depth before starting the motor.
- Use a vacuum attachment to manage rubber dust.
A guided circular saw creates a factory-quality edge that makes mechanical fastening much simpler and more reliable.
How do you optimize the saw setup?
| Setup Step | Description | Importance | |
|---|---|---|---|
| Fence Alignment | Clamping a metal guide | High – Prevents drifting | |
| Blade Selection | Carbide-tipped, 24-tooth | Medium – Reduces heat | |
| Depth Tuning | 2mm deeper than belt | High – Ensures full cut |
Properly setting up your saw fence is the single most important factor in achieving a straight cut with power tools in a professional setting.
What is the ideal method for mining belt repairs?

In rugged environments, using a specialized mechanical belt cutter is the most effective choice because it requires no electricity and handles extreme thicknesses. These tools are designed specifically for underground applications where safety and reliability are paramount. You simply square the tool to the belt and turn a crank or slide a carriage to achieve a perfectly vertical cut without the risk of sparks.
Why choose mechanical over electric in mines?
Mechanical cutters are spark-free, making them essential for hazardous environments where flammable dust might be present. They are also highly portable, allowing you to perform repairs directly on the conveyor structure rather than moving the belt to a shop.
- No need for heavy power generators.
- Inherently safe for explosive atmospheres.
- Extremely durable for site conditions.
Mechanical cutters are designed to be intuitive, ensuring a straight cut every time regardless of the technician’s level of experience.
How do mechanical and power tools compare?
| Feature | Mechanical Cutter | Standard Power Saw | |
|---|---|---|---|
| Spark Risk | Zero | High | |
| Portability | Excellent | Moderate | |
| Ease of Use | Very High | Moderate |
For underground work, the lack of sparks and electricity makes mechanical cutters the only viable choice for professional mining maintenance teams.
Is an angle grinder suitable for steel cord belts?

An angle grinder with a diamond or abrasive disc is the best way to cut conveyor belt rubber when you must penetrate steel-reinforced carcasses. While it generates significant heat, it is often the only portable tool capable of cleanly slicing through high-tensile internal wires. You should use light, repetitive passes to manage the temperature and prevent the rubber from burning or smoking excessively.
How do you handle internal steel cords?
Steel cord belts require a tool that can handle both the abrasive nature of rubber and the hard metal reinforcement. The grinder’s high RPM allows it to cut the wires without fraying the ends, which is vital for maintaining joint strength.
- Use a thin cutting disc for less resistance.
- Keep the grinder moving to avoid hot spots.
- Always wear a full face shield for spark protection.
A clean cut on the steel cords is the secret to a vulcanized joint that lasts for years under high tension.
What are the best practices for grinder use?
| Component | Recommendation | Reason | |
|---|---|---|---|
| Disc Type | 1mm Ultra-thin | Faster cutting, less heat | |
| Technique | Pulling motion | Better control and visibility | |
| Safety Gear | Full face shield | Protects from flying wire bits |
The ultra-thin disc is the preferred choice for professionals who need to cut through steel reinforcement without causing excessive thermal damage to the belt.
How do you achieve a perfectly straight cut every time?

The most reliable way to ensure a straight cut is to utilize the “double-point” marking method combined with a professional chalk line. You should measure from the belt edge at two distant points and snap a line to create a perfectly straight reference. If the belt edges are worn or uneven, you must find the center-line of the belt first and then square your cut line from that central axis.
Why is squaring the belt so important?
If your cut is even slightly out of square, the belt will never track correctly on the pulleys once it is joined. This leads to edge damage and can eventually cause the belt to run off the system entirely, causing catastrophic failure.
- Use a large framing square for accuracy.
- Measure diagonal distances to check for “bow.”
- Always mark the belt while it is under slight tension.
Tracking issues are almost always caused by a poor initial square cut during the installation or repair phase.
Which measurement method should you use?
| Measurement Method | Tool Required | Accuracy Level | |
|---|---|---|---|
| Center-line Square | Chalk line & Square | Highest | |
| Edge-to-Edge | Tape measure | Moderate | |
| Laser Alignment | Laser Level | High (Site dependent) |
Using the center-line method is the only way to guarantee the belt will track properly after the splice is completed on a long conveyor system.
Why is tool sharpness critical for belt longevity?

Maintaining a razor-sharp edge is the best way to cut conveyor belt rubber because it minimizes the physical force required to penetrate the dense material. You should sharpen your manual blades every few meters or replace utility blades as soon as you feel any dragging. A sharp tool produces a smooth surface finish, which is critical for the chemical bonding required during cold or hot vulcanization.
Does blade heat affect sharpness?
High-speed power tools generate heat that can actually detemper the steel of the blade, leading to rapid dulling and increased friction. You must use high-quality carbide or diamond-tipped blades that are designed to stay sharp even at high temperatures during industrial use.
- Store blades in a dry, protected case.
- Clean off rubber residue after every use.
- Inspect for nicks or chips in the edge.
A smooth, sharp cut reduces the surface area for moisture to penetrate the belt’s internal fabric plies over time.
How does tool condition affect the final result?
| Tool Condition | Cutting Effort | Edge Quality | |
|---|---|---|---|
| Razor Sharp | Low | Polished / Smooth | |
| Slightly Dull | Moderate | Rough / Fibrous | |
| Dull | Very High | Jagged / Torn |
The difference between a sharp and dull tool is immediately visible in the final texture of the rubber’s cut surface and the ease of the procedure.
Does water lubrication improve your cutting speed?

Using a light mist of water or a specialized silicone spray is a highly effective method because it acts as a lubricant for the blade. This lubrication significantly reduces the friction between the rubber and the sides of the tool, preventing the blade from “grabbing” or sticking. You will find that the tool glides through the material with much less resistance, resulting in a cleaner and faster cut.
Does lubrication interfere with splicing?
If you use water, it will evaporate quickly and not affect the bond of your splice during the vulcanization process. However, if you use oils or certain chemicals, you must thoroughly clean the edge before applying any adhesives or cements to ensure a strong bond.
- Use a simple spray bottle with plain water.
- Wipe the edge dry immediately after the cut.
- Avoid petroleum-based lubricants at all costs.
Lubrication is the secret weapon for technicians who want to cut thick belts without breaking a sweat or damaging the material.
Which lubricant is best for your environment?
| Lubricant | Pros | Cons | |
|---|---|---|---|
| Plain Water | Cheap, leaves no residue | Can rust steel tools | |
| Silicone Spray | High lubricity | Must be cleaned before splicing | |
| Soapy Water | Very slippery | Requires thorough rinsing |
Water remains the best all-around lubricant because it is effective and doesn’t contaminate the belt for future splicing or bonding procedures.
What defines a high-quality cut for professional splicing?

Achieving a perfectly vertical and square edge is the best way to cut conveyor belt rubber to ensure that your splice carries the load evenly. You should use a mechanical guide to ensure the tool doesn’t tilt, which would create a “beveled” edge that compromises joint integrity. Beveled edges result in poor contact between the two belt ends, significantly reducing the strength of mechanical fasteners or vulcanized joints.
How do you verify the cut quality?
After the cut is complete, you should place a straightedge across the vertical face of the rubber to check for any deviations. If you see any light passing through, the cut is not square and needs to be trimmed before you proceed with the splice to avoid tracking issues.
- Check the width at several points for consistency.
- Look for any exposed fabric or steel cord damage.
- Ensure the surface is free of deep gouges or tears.
A perfect cut makes the rest of the splicing process significantly easier and much more reliable for long-term operation.
How does cut precision impact the joint?
| Splice Type | Required Cut Precision | Impact of Poor Cut | |
|---|---|---|---|
| Mechanical Fastener | High | Fastener pull-out | |
| Hot Vulcanization | Extremely High | Joint delamination | |
| Cold Bonding | High | Edge fraying |
The precision of your cut directly determines the maximum lifespan and reliability of the conveyor belt joint under heavy industrial loads.
Expert Summary for Industrial Operators
At ZHENXING, we believe that the foundation of a high-performance conveyor system starts with the quality of the installation. Proper cutting is not just a maintenance task; it is an engineering requirement that protects your investment and ensures employee safety. By following these professional guidelines and using the correct tools, you can maximize the lifespan of your belts and minimize the risk of catastrophic failure.
To optimize your conveying system and find the right solutions for your specific industry, contact us today for a professional consultation.
FAQ – Practical Knowledge for Field Technicians
Can I cut a belt while it is under full tension?
No, you should never attempt to cut a belt under full tension as it can snap violently and cause severe injury. Always release the take-up tension and secure the belt with proper clamps before starting.
What’s the easiest tool for a beginner to use?
A mechanical belt cutter is generally the easiest for beginners because it has built-in guides that prevent the tool from wandering or tilting, ensuring a square cut every time.
How do I prevent the rubber from melting when using a power saw?
The best way to prevent melting is to use a blade with fewer teeth (coarse) and keep the saw moving steadily. You can also apply a light mist of water to keep the blade and rubber cool.
Can I use a chainsaw to cut heavy conveyor belts?
While it may seem fast, a chainsaw is generally not recommended because it produces a very rough, jagged edge that is unsuitable for professional splicing or tracking.
What should I do if my cut is not perfectly straight?
If the cut is only slightly off, you can sometimes trim the edge with a sharp utility knife. However, if it is significantly crooked, you should remeasure and make a fresh cut to ensure proper tracking.