
A white rubber conveyor belt is a food-grade material handling solution specifically engineered for hygienic environments where cleanliness, safety, and contamination control are essential. Manufactured from non-toxic and FDA-compliant rubber compounds, these conveyor belts are ideal for transporting sensitive food products, pharmaceuticals, and clean bulk materials. Unlike standard black rubber belts, a white rubber conveyor belt allows easy visual inspection for dirt, wear, and contamination while offering excellent resistance to oils, moisture, and bacterial buildup. By improving sanitation standards and reducing the risk of costly product recalls or production downtime, a white rubber conveyor belt helps ensure reliable and efficient operation in modern food processing facilities.
What defines a white rubber conveyor belt?

A white rubber conveyor belt is defined by its food-safe NBR or EPDM rubber covers and its highly durable multi-ply synthetic fabric core, specifically designed for stringent sanitary environments. The high-contrast color ensures that any surface wear, grease accumulation, or foreign debris is immediately visible to your quality control teams.
What is the core material structure?
Here is the deal: understanding the internal architecture helps you choose the right strength for your operational load. The integrity of the belt relies on layers of reinforced synthetic fabrics sandwiched between the specialized rubber.
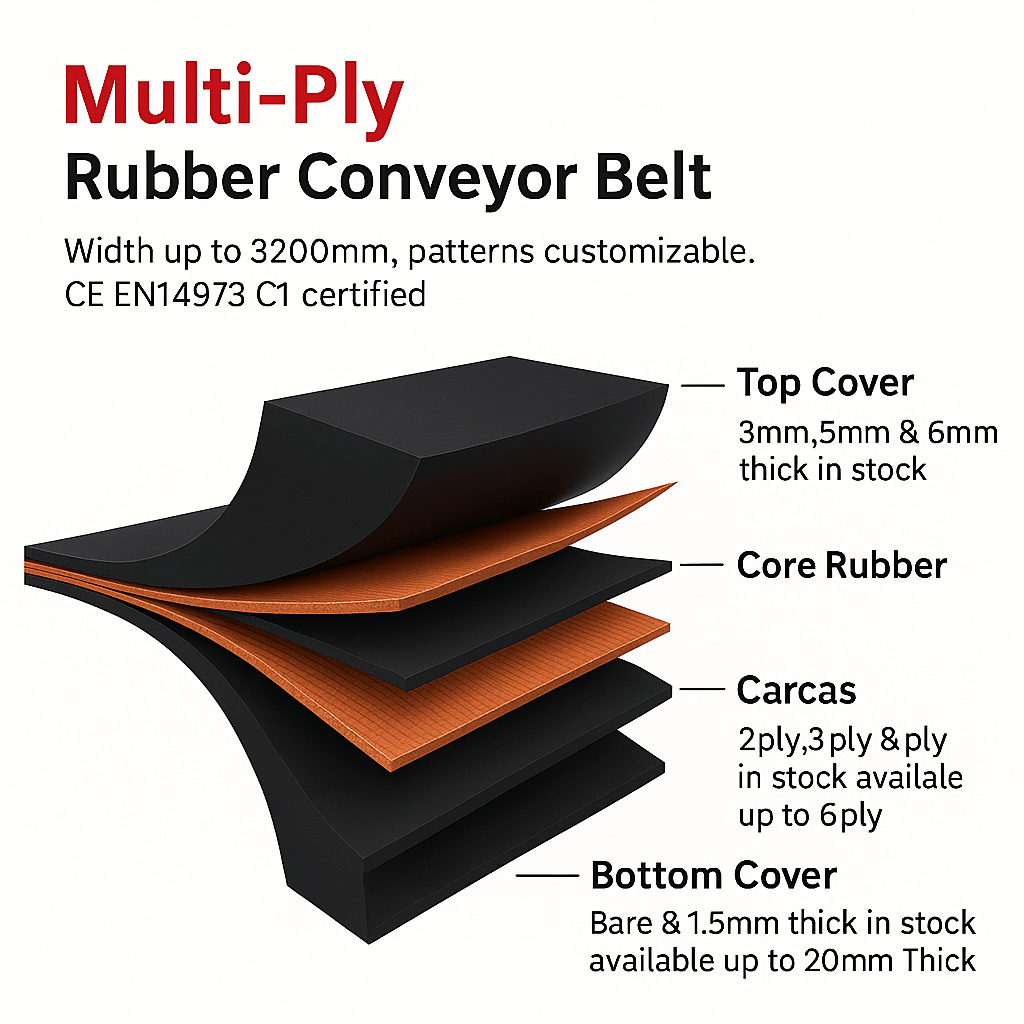
- Top Cover: Non-toxic, food-grade white rubber (NBR/EPDM).
- Inner Carcass: High-tensile EP (Polyester/Nylon) or NN (Nylon/Nylon) fabric plies.
- Bottom Cover: Friction-resistant rubber layer for seamless pulley interaction.
- Adhesion Layer: High-strength bonding rubber preventing delamination.
Why is white the standard color?
Think about it: visual contrast is your absolute first line of defense against product contamination. A pristine white surface allows your operators to spot dust, oils, or physical belt damage instantly, preventing compromised food items from moving downstream. It also universally signals to inspectors that your facility adheres to food-grade handling protocols.
| Core Component | Primary Material | Visual / Functional Benefit | |
|---|---|---|---|
| Top Cover | Food-Grade NBR | Immediate detection of dark contaminants | |
| Fabric Core | EP/NN Multi-ply | Prevents elongation under heavy stress | |
| Bottom Cover | Wear-resistant Rubber | Smooth tracking and power transmission |
This structural combination ensures you maintain a flawlessly clean processing line while maximizing mechanical output.
Key Takeaway: The brilliant white color is not just aesthetic; it is a critical safety feature that works in tandem with robust synthetic fabrics to guarantee both hygiene and mechanical reliability.
How does a white rubber conveyor belt work?

A white rubber conveyor belt works by utilizing high-friction bottom covers that grip motorized drive pulleys to transmit seamless mechanical power and move heavy bulk loads. The durable multi-ply carcass supports substantial weights without excessive stretching during continuous, high-speed operations.
How is load tension managed?
But wait, there is more: the true secret to moving massive loads lies within the hidden fabric layers. When you place heavy bulk foods onto the surface, the tension is distributed evenly across the internal EP or NN carcass.
- The polyester warp threads provide exceptional longitudinal strength.
- The nylon weft threads offer lateral flexibility for proper troughing.
- The rubber matrix absorbs harsh physical impacts from dropped materials.
- The layered construction minimizes the need for constant tensioning adjustments.
What drives the mechanical power?
Let’s dive in: the friction mechanics between the bottom rubber cover and your drive pulleys dictate the efficiency of the entire system. Without the right rubber compound on the underside, your belt would slip, causing friction burns and massive power loss. Proper tensioning guarantees that the motorized pulley’s rotational force is fully transferred into linear motion.
| Belt Thickness (Plies) | Tension Management | Ideal Drive Mechanism | |
|---|---|---|---|
| 2-Ply (Light Duty) | High flexibility | Small diameter pulleys | |
| 4-Ply (Medium Duty) | Balanced load distribution | Standard motorized pulleys | |
| 6-Ply (Heavy Duty) | Maximum stretch resistance | Large diameter, high-torque |
Matching your belt’s ply count to the correct pulley diameter prevents premature flex fatigue and cracking.
Key Takeaway: The operational success of your conveyor system relies on the perfect balance of internal fabric tension distribution and bottom-cover friction mechanics.
Where is a white rubber conveyor belt used?

A white rubber conveyor belt is extensively used in environments requiring strict sanitation, including modern meat processing plants, large-scale commercial bakeries, and agricultural grain elevators. You will find them deployed wherever preventing material contamination and resisting organic oils is an absolute operational necessity.
Meat and poultry processing plants
Here is the bottom line: processing raw animal products demands a surface that can withstand constant exposure to fats without degrading.
- Provides total resistance to animal fats and aggressive blood enzymes.
- Withstands aggressive clean-in-place (CIP) hot water washdowns.
- Prevents bacterial harborage due to its completely non-porous surface.
- Maintains flexibility even in freezing temperature zones.
Commercial baking and grain handling
Consider this: dough and refined sugars require specialized non-stick properties to prevent massive product waste. The smooth rubber surface ensures that sticky confectionery items transfer cleanly between production stages without leaving thick residues. Furthermore, in agricultural grain handling, these belts are often outfitted with buckets to elevate bulk yields safely.
| Industry Sector | Critical Challenge | Rubber Belt Solution | |
|---|---|---|---|
| Meat & Poultry | Animal fat degradation | Oil-resistant NBR formulation | |
| Commercial Baking | Sticky dough residue | Smooth, non-stick top cover | |
| Grain Agriculture | High-volume lifting | High-tensile bucket elevator specs |
Selecting the proper rubber compound tailored to your specific industry sector drastically reduces maintenance and cleanup times.
Key Takeaway: From freezing slaughterhouses to sweltering commercial bakeries, specialized white rubber belting provides the crucial link for safe, high-volume food processing.
Why choose a white rubber conveyor belt?
You should choose a white rubber conveyor belt because it offers unmatched visual inspection capabilities and actively prevents toxic chemical migration into your consumer products. Furthermore, its specialized NBR formulation prevents swelling, blistering, or delamination when exposed to aggressive industrial oils.
How does it improve daily hygiene?
Truth be told: your daily sanitation routines become significantly faster and more effective with the right surface material.
- Non-marking properties ensure no dark rubber streaks transfer to food.
- Smooth textures eliminate microscopic crevices where pathogens multiply.
- High contrast makes post-cleaning visual inspections foolproof.
- Reduces the volume of harsh chemicals needed to achieve sterilization.
High oil and fat resistance capabilities
The best part: unlike standard natural rubber that absorbs oils and falls apart, food-grade Nitrile (NBR) rubber is molecularly engineered to repel lipids. When you process greasy products, a standard belt will swell, track poorly, and eventually snap under tension. White NBR belting maintains its structural integrity and dimensional stability regardless of oil exposure.
| Chemical Exposure | Standard Natural Rubber | Food-Grade White NBR | |
|---|---|---|---|
| Animal Fats | Severe swelling & tearing | No structural change | |
| Vegetable Oils | Rapid cover delamination | Maintains adhesion | |
| Acidic Juices | Surface degradation | Highly resistant |
Investing in high-oil resistance guarantees your production line will not be interrupted by sudden, catastrophic belt failures.
Key Takeaway: Choosing this specialized belt directly protects your brand’s reputation by ensuring uncompromising hygiene and vastly superior resistance to destructive organic oils.
What makes a white rubber conveyor belt safe?
A white rubber conveyor belt is made safe by adhering to extremely strict global compliance standards, ensuring the rubber compounds are entirely non-toxic, odorless, and tasteless. This rigorous manufacturing process guarantees that no harmful chemicals or plasticizers migrate from the belting material into your sensitive consumable goods.
FDA and EU Compliance Standards
What does this mean for you? It means you can confidently pass any surprise facility audit with flying colors.
- Formulated to meet strict FDA Title 21 CFR 177.2600 guidelines.
- Complies with European Union standard 1935/2004 for food contact.
- Manufactured without hazardous heavy metals or toxic plasticizers.
- Requires rigorous factory testing before being certified for global export.
Are the rubber compounds entirely non-toxic?
Think about it: the very surface your food touches must be as clean as the plate it is served on. The specialized vulcanization process neutralizes odors and tastes, ensuring the belt never alters the flavor profile of your delicate products. Additionally, these compounds resist the migration of carbon black, completely eliminating the risk of industrial contamination.
| Safety Standard | Focus Area | Impact on Your Production | |
|---|---|---|---|
| FDA 21 CFR | Raw material purity | Legal USA market operation | |
| EU 1935/2004 | Chemical migration | Safe for European exports | |
| Odor/Taste Test | Sensory neutrality | Protects product flavor profiles |
Demanding full compliance documentation from your manufacturer is the only way to shield your business from severe legal liabilities.
Key Takeaway: Uncompromising adherence to FDA and EU safety standards makes these belts the only legally viable option for direct-contact bulk food transportation.
What are white rubber conveyor belt specs?

The exact specifications of a white rubber conveyor belt are defined by its tensile strength ratings, precise ply counts, and specific top cover thicknesses tailored to the load. These crucial technical parameters determine exactly how well the system will perform under heavy mechanical stress and extreme temperature fluctuations.
Tensile strength and fabric plies
Here is the deal: specifying the correct engineering parameters prevents premature stretching and tracking failures.
- Available in tension ratings from EP100 to EP400 per ply.
- Constructed with 2 to 6 plies depending on total load weight.
- Top cover thicknesses typically range from 1.5mm to 3.0mm.
- Bottom covers are optimized at 1.5mm to ensure pulley grip.
Working temperature ranges
But wait, there is more: temperature extremes will destroy incorrect rubber compounds in a matter of weeks. Food processing often involves flash-freezing tunnels or discharging hot baked goods straight from ovens. You must ensure your specified belt is engineered to handle your facility’s unique thermal environment without cracking or melting.
| Specification Parameter | Typical Range | Engineering Purpose | |
|---|---|---|---|
| Tensile Strength | 200 – 2500 N/mm | Dictates maximum load capacity | |
| Operating Temperature | -30°C to +120°C | Prevents thermal degradation | |
| Elongation at Break | > 400% | Absorbs sudden impact shocks |
Accurately calculating your required tensile strength and thickness guarantees a system that runs smoothly for years.
Key Takeaway: Carefully matching the belt’s tensile strength, ply count, and thermal resistance to your specific application prevents disastrous mechanical breakdowns.
How long does a white rubber conveyor belt last?

A properly maintained white rubber conveyor belt typically lasts between three to five years, depending heavily on daily operational hours, material abrasiveness, and your sanitation routines. High-quality rubber compounds are engineered specifically to resist gouging and tearing from sharp frozen foods, dramatically extending their functional lifespan.
Wear and abrasion resistance
Consider this: the constant friction of loading and unloading takes a massive toll on inferior materials.
- High-grade rubber formulations boast an abrasion loss of ≤ 120 mm³.
- Resists microscopic cuts that would otherwise harbor dangerous bacteria.
- Maintains structural elasticity despite constant flexing over pulleys.
- Edge sealing prevents fraying and internal moisture penetration.
What reduces the operational lifespan?
Let’s dive in: even the strongest belts will fail prematurely if subjected to poor mechanical maintenance. Severe pulley misalignment creates uneven wear patterns that strip the rubber away from the fabric carcass. Additionally, utilizing the wrong cleaning chemicals or applying excessive tension will artificially age the rubber, leading to rapid surface cracking.
| Deterioration Factor | Negative Result | Preventative Action | |
|---|---|---|---|
| Misaligned Pulleys | Frayed# Food Grade White Rubber Conveyor Belt: Plaster Casting: What It Is, How It Works, Uses, Process, and Advantages |
A food grade white rubber conveyor belt is a purpose-engineered conveyor belt manufactured using non-toxic, odorless rubber compounds that meet FDA and EU food safety regulations, designed for direct contact with food, pharmaceutical, and hygiene-critical products.
For plant engineers and procurement managers operating food processing facilities, the wrong belt choice does not simply cause wear — it causes contamination, failed compliance audits, and costly production shutdowns. Standard black rubber belting absorbs oils, develops invisible microbial colonies in surface cracks, and provides zero visual warning before an auditor or inspector identifies the breach. The consequences — product recalls, regulatory fines, halted production — accumulate rapidly from a single specification error.
Here is the good news: a correctly specified food-grade white rubber belt solves these problems at the source. Its certified compounds resist oil absorption, its smooth white surface reveals contamination on contact, and its traceable regulatory documentation satisfies the strictest international food safety standards — delivering both operational efficiency and compliance confidence from day one.
What defines a white rubber conveyor belt?

A white rubber conveyor belt is defined by its food-grade white rubber outer covers bonded to a multi-ply EP or NN textile fabric carcass, creating a belt that is simultaneously safe for product contact and mechanically robust enough for continuous industrial operation. The combination of non-toxic rubber chemistry and structural reinforcement is what fundamentally separates it from standard industrial-grade belting.
Core Material Composition and Structure
The belt consists of three primary components working together to achieve food safety and mechanical performance. Here is the deal: understanding this structure is what allows you to specify the correct grade before procurement rather than discovering incompatibilities after installation.
- Top cover: White food-grade EPDM or NBR rubber — non-toxic, odorless, and certified for direct product contact
- Carcass (core): Multi-ply EP100–EP400 polyester-nylon fabric layers providing tensile strength and dimensional stability
- Bottom cover: White or natural rubber bonded to the carcass for friction-driven movement on drive pulleys
- Interlayer adhesion: Must meet DIN 22102 minimums — 3.5 N/mm between fabric plies; 4.5 N/mm between fabric and rubber covers
EP (polyester-nylon) fabric delivers superior elongation control and is the standard choice for most food processing lines, while NN (nylon-nylon) fabric offers greater flexibility for tight-radius pulleys in compact conveying systems.
Why is white the standard color?
White is the operational standard because contamination becomes visible the instant it occurs. A grease spot on a black belt is invisible until it becomes a microbial colony; on a white belt, it is detectable within seconds by any line operator — a practical hygiene monitoring capability that black or dark-colored belts physically cannot replicate.
Think about it: this visual early-warning system is not a cosmetic choice — it is an engineering decision that supports HACCP critical control point monitoring at zero additional process cost.
Key Takeaway: The white rubber conveyor belt is purpose-engineered from compound chemistry to structural reinforcement to satisfy the dual demands of food safety certification and industrial belt performance simultaneously.
| Feature | Core Material | Functional Benefit | |
|---|---|---|---|
| Top Cover | Food-grade EPDM or NBR rubber | Non-toxic; visually reveals contamination | |
| Carcass | EP/NN multi-ply fabric | Tensile load strength; dimensional stability | |
| Bottom Cover | White or natural rubber | Drive pulley friction and traction | |
| Surface Finish | Smooth (Ra < 1.6 μm available) | Easy cleaning; no bacterial harborage |
Aligning compound selection (EPDM vs. NBR) and carcass grade to your specific process environment is the foundational step in belt specification — every other parameter flows from this decision.
How does a white rubber conveyor belt work?
A white rubber conveyor belt works by transferring mechanical drive force from the motor-driven pulley to the belt surface through friction, while the internal fabric carcass distributes product load uniformly across the belt width. The coordinated interaction between tension, friction, and structural integrity enables the continuous, high-volume food transport your facility depends on.
Load Bearing and Tension Mechanics
The multi-ply fabric carcass is the structural engine of the entire belt system. When product load is placed on the belt, the fabric plies distribute tension uniformly, preventing the localized stretching that leads to misalignment, ply separation, and delamination events.
Key load-bearing fabric specifications by application:
- EP100–EP150: Light-duty food packaging and pharmaceutical conveyance (200–1,250 N/mm)
- EP200–EP250: Standard baking, confectionery, and meat processing lines (400–2,000 N/mm)
- EP300–EP400: Heavy-duty bulk grain, frozen food, and agricultural handling (500–2,500 N/mm)
Think about it: a single delamination event in a food-contact belt does not just mean unplanned downtime — it means foreign body contamination, a critical food safety incident that forces a production halt and a full line inspection.
How is seamless power transmitted?
Power transmission relies on the friction coefficient between the bottom rubber cover (typically Shore A 60–70 hardness) and the drive pulley surface. But wait, there is more: the belt’s wrap angle around the drive pulley determines the net driving force available, which means your conveyor system’s pulley diameter and belt wrap geometry must be specified alongside the belt grade — not after it.
Key Takeaway: Specifying the correct EP carcass grade alongside the appropriate bottom cover hardness, based on your conveyor geometry and product weight, is the most important engineering decision in food-grade belt procurement — one that eliminates field failures caused entirely by undersized specifications.
| Belt Parameter | Performance Impact | |
|---|---|---|
| EP Grade (100–400) | Maximum load-bearing capacity | |
| Ply count (2–6 plies) | Balance between flexibility and tensile strength | |
| Top cover thickness (3–6 mm) | Abrasion resistance and service life | |
| Bottom cover hardness (Shore A 60–70) | Drive pulley grip and slip resistance |
Matching these four parameters to your conveyor system design before issuing any RFQ prevents the most common cause of food belt failure: procurement of a technically incompatible specification.
Where is a white rubber conveyor belt used?
A white rubber conveyor belt is used wherever direct product contact, hygiene compliance, and visual contamination detection are simultaneously mandatory — primarily in food processing, pharmaceutical manufacturing, and agricultural handling. The range of qualifying applications is significantly wider than most procurement buyers initially expect.
Food and Pharmaceutical Applications
The food and pharmaceutical sectors represent the dominant demand base for food-grade white rubber belting, driven by regulatory requirements that no other belt category satisfies. Here is the truth: any food processing line operating standard black rubber belting on direct product contact points is running an active compliance risk that a single third-party hygiene audit will expose.
- Meat and poultry processing: NBR compound resists animal fat absorption; smooth surface supports clean-in-place (CIP) sanitation between production shifts
- Bakeries and confectionery lines: EPDM compound handles post-oven cooling temperatures to 120°C; non-stick surface controls dough and sugar adhesion
- Pharmaceutical production: Non-migration compounds meet GMP cleanroom requirements; white surface enables visual QC on tablet and capsule conveyance lines
- Salt and sugar works: Chemical resistance to high-concentration saline and acidic sugar solutions prevents progressive belt degradation
Agricultural and Chemical Industry Use
Beyond direct food contact, the white rubber conveyor belt delivers reliable performance in agricultural bulk handling and mild chemical conveyance where product purity requirements preclude standard industrial belting. But it doesn’t stop there: its structural versatility — spanning EP100 for light packaging to EP400 for bulk grain — means a single belt platform covers your entire facility’s food-contact conveying needs.
Key Takeaway: The white rubber conveyor belt serves a broader range of regulated industries than most buyers appreciate, from meat-packing lines to pharmaceutical cleanrooms, wherever non-toxicity, visual inspection, and certified compliance are non-negotiable operational requirements.
| Industry | Primary Belt Requirement | White Rubber Advantage | |
|---|---|---|---|
| Meat & Poultry | Animal fat resistance + CIP washdown | NBR compound; smooth cleanable surface | |
| Baking & Confectionery | Non-stick + heat resistance (≤120°C) | EPDM compound; smooth finish | |
| Pharmaceutical | Non-migration + GMP cleanroom | FDA/EU certified compounds | |
| Agricultural Grain | Bulk load capacity + abrasion resistance | EP400 carcass; wear-resistant cover | |
| Salt & Sugar Works | Chemical resistance to saline/acids | Specialty NBR/EPDM formulations |
Matching the specific rubber compound — NBR for oil/fat resistance versus EPDM for thermal and chemical resistance — to your industry’s dominant exposure condition is the most impactful single specification decision in food-grade belt procurement.
Why choose a white rubber conveyor belt?
Choosing a white rubber conveyor belt means choosing a belt that is engineered specifically for your facility’s most critical risk factors: contamination, compliance failure, and unplanned downtime. This is not a commodity procurement decision — it is a risk management decision with direct regulatory and financial consequences.
Superior Hygiene and Visual Inspection
The white surface functions as a continuous, operator-driven hygiene monitoring tool at zero incremental process cost. Every production shift, your line personnel can visually confirm belt cleanliness without stopping the line — a practical HACCP monitoring capability that supports your food safety management system.
Key hygiene advantages of food-grade white rubber:
- Immediate visual detection of oils, fats, and foreign particles reduces pathogen dwell time
- Smooth surface finish (Ra < 1.6 μm available) eliminates bacterial harborage points at the microscopic level
- Non-marking compound prevents color transfer or carbon black migration to product
- Compatible with HACCP, GMP, and ISO 22000 food safety management frameworks
Think about it: every hour a contamination event goes undetected on a non-visible belt surface is an hour during which affected product continues to advance through your processing line.
High Oil and Fat Resistance
Here is the deal: NBR (nitrile butadiene rubber) formulation controls oil and fat swell to below 10% volume change when exposed to animal fats and vegetable oils — compared to natural rubber which can swell by over 80% under identical conditions. This direct compound-level protection prevents delamination, cover cracking, and the premature belt failures that drive unplanned downtime in meat and dairy processing environments.
Key Takeaway: The dual advantage of real-time visual hygiene monitoring combined with verified oil and fat resistance makes the white rubber conveyor belt the only engineering-justified choice for direct product contact conveying in food, dairy, and pharmaceutical environments.
| Property | White Rubber (NBR/EPDM) | Standard Black Rubber (NR) | |
|---|---|---|---|
| Oil/Fat Volume Swell | < 10% | > 80% | |
| Contamination Visibility | Immediate (visual detection) | Not detectable visually | |
| Food Contact Certification | FDA/EU compliant | Not certified for food contact | |
| Surface Bacterial Harborage Risk | Minimal (smooth sealed finish) | Higher (rough carbon black texture) |
What makes a white rubber conveyor belt safe?

A white rubber conveyor belt is made safe through certified non-toxic rubber formulation and full adherence to internationally recognized food contact material regulations. Safety is not a sales claim — it is a documented specification backed by traceable regulatory codes and third-party test reports.
FDA and EU Compliance Standards
Food safety compliance for rubber conveyor belts is governed by two primary regulatory frameworks that you should demand in every supplier’s documentation package:
- FDA Title 21 CFR 177.2600 — defines rubber articles for repeated food contact; sets extractable substance migration limits
- EU Regulation 1935/2004 — requires that food contact materials not transfer substances to food in quantities that endanger human health
- DIN 22102 / ISO 15236 — governs mechanical performance standards (tensile strength, elongation, abrasion) for rubber conveyor belts
Think about it: a supplier who cannot provide traceable documentation to these specific standards is not a compliant supplier — regardless of what their marketing materials state. Always request third-party migration limit test reports alongside certificates.
Are the rubber compounds non-toxic?
Certified food-grade white rubber compounds are formulated without carbon black, aromatic processing oils, or toxic plasticizers — producing a belt that is genuinely odorless, tasteless, and free from substances that could migrate into food products above regulatory thresholds. Here is what this means for you: EPDM formulations additionally deliver excellent ozone and UV resistance without requiring chemical antioxidant additives that would violate food contact material standards.
Key Takeaway: Food-grade safety in belt specification is a verifiable, document-backed claim. Always require FDA 21 CFR 177.2600 test reports, EU 1935/2004 declarations of compliance, and independent migration limit test results before approving any supplier or accepting any batch shipment.
| Regulatory Standard | Jurisdiction | What It Controls | |
|---|---|---|---|
| FDA 21 CFR 177.2600 | USA | Rubber extractables in food contact applications | |
| EU Regulation 1935/2004 | European Union | Substance migration limits to food | |
| DIN 22102 | International | Belt mechanical performance benchmarks | |
| ISO 22000 / HACCP | Global | Food safety management system alignment |
Demanding traceable documentation against these four standards at every supplier evaluation stage is the most effective compliance safeguard available to your procurement process.
What are white rubber conveyor belt specs?
The white rubber conveyor belt is specified across a range of engineering parameters that must be aligned to your conveyor system design, product weight, and operating environment before any RFQ is issued. Procuring the wrong specification is as operationally costly as procuring the wrong product entirely.
Tensile Strength and Ply Configurations
Here is the deal: tensile strength ratings determine the maximum allowable belt tension in your system, and under-specifying this single parameter is the leading cause of premature white rubber belt failure in food processing environments.
- EP100: 200–800 N/mm total tensile strength — light food packaging and pharmaceutical conveyance
- EP150: 315–1,250 N/mm — standard baking and confectionery lines
- EP200: 400–1,500 N/mm — medium-duty meat and poultry processing
- EP250: 500–2,000 N/mm — heavy agricultural and grain handling
- EP400: 630–2,500 N/mm — maximum-load bulk food transport and elevator applications
Top cover thickness ranges from 3 mm to 6 mm; bottom cover from 1.5 mm to 3 mm, with interlayer adhesion meeting DIN 22102 minimums of 2.5–3.5 N/mm between fabric plies.
Working Temperature Ranges
White rubber conveyor belts cover a wide operating temperature spectrum — a critical specification advantage when your facility spans frozen storage rooms and post-oven cooling lines within the same production floor. Standard EPDM formulations perform continuously from –20°C to +80°C, with heat-resistant grades extending to +120°C, and cold-resistant grades operating to –40°C for frozen food logistics.
Key Takeaway: A technically complete belt specification must define tensile strength, ply count, top and bottom cover thickness, and operating temperature range before any RFQ is issued — this single discipline eliminates incompatible substitutions and costly post-installation specification changes.
| Specification Parameter | Standard Range | Heavy-Duty Range | |
|---|---|---|---|
| Total Tensile Strength | EP100–EP200 (200–1,500 N/mm) | EP300–EP400 (500–2,500 N/mm) | |
| Top Cover Thickness | 3–4.5 mm | 4.5–6 mm | |
| Bottom Cover Thickness | 1.5 mm | 3 mm | |
| Operating Temperature | –20°C to +80°C | –40°C to +120°C | |
| Standard Belt Width | 500–1,600 mm | Up to 2,400 mm |
How long will a white rubber conveyor belt last?

A white rubber conveyor belt lasts between 18 months and 5 years under typical food processing conditions, depending on compound grade, operating speed, product load, and maintenance discipline. Understanding the variables that control belt lifespan directly enables you to optimize total cost of ownership — not just the initial purchase price.
Wear and Abrasion Resistance
Food-grade white rubber formulations are engineered to DIN 22102 abrasion performance standards, with the following key mechanical benchmarks governing operational longevity:
- Tensile strength ≥ 18–25 N/mm² — resists tearing from sharp frozen food edges and abrasive grain
- Elongation at break ≥ 400% — absorbs dynamic load impacts without surface cracking
- Abrasion resistance ≤ 90–150 mm³ (Grade W to Grade Y) — controls top cover wear rate from salt crystals, ice, or coarse grain
- Interlayer adhesion ≥ 3.5 N/mm — prevents delamination under cyclic bending stress around pulleys
Think about it: most premature white rubber belt failures are not material failures — they are installation and maintenance failures that could have been prevented with correct specification and a documented cleaning protocol.
What factors reduce operational lifespan?
The four primary causes of reduced service life in food-grade white rubber belts all stem from avoidable operational decisions — making lifespan a management discipline issue, not a material quality issue.
- Belt misalignment: Edge wear and ply separation develop within weeks of a misalignment event; monthly tracking inspections are the minimum recommended protocol
- Incompatible cleaning chemicals: Solvents, or caustic concentrations above 5%, degrade rubber compounds and accelerate cracking
- Undersized pulley diameter: Violating the manufacturer’s minimum pulley diameter specification causes cyclic flex fatigue that cracks plies from the inside out
- Tensile overloading: Operating above rated belt tension compresses service life from years to months
Key Takeaway: Belt lifespan is primarily a specification, installation, and maintenance discipline issue. Aligning compound grade to operating conditions and enforcing a documented cleaning and tracking inspection protocol consistently delivers the upper end of the 18–60 month service range.
| Factor | Impact on Service Life | Mitigation Strategy | |
|---|---|---|---|
| Compound Grade (W vs. Y) | W grade lasts 30–40% longer | Specify Grade W for abrasive products | |
| Cleaning Chemical Compatibility | Wrong agents cause surface degradation | Use pH 8–11 approved sanitizers only | |
| Belt Tracking Alignment | Misalignment causes edge failure | Monthly tracking inspection protocol | |
| Pulley Diameter Compliance | Too-small pulleys fatigue fabric plies | Follow manufacturer’s minimum diameter spec |
How to clean a white rubber conveyor belt?
A white rubber conveyor belt must be cleaned using food-safe sanitizers and controlled-pressure washdown procedures that eliminate contamination without damaging the rubber compound or inducing edge delamination. Cleaning discipline is the most direct and controllable lever for both hygiene compliance and belt longevity.
Washdown and Sanitization Protocols
The standard clean-in-place (CIP) protocol for food-grade white rubber belting follows a four-stage approach that protects both hygiene compliance and belt integrity. Here is what most operations get wrong: using sustained high-temperature steam (above 80°C) on standard-grade belts causes thermal aging of the rubber cover, producing micro-cracking that creates new bacterial harborage points — the exact problem the cleaning is intended to eliminate.
- Stage 1 – Dry debris removal: Scraper or brush to remove bulk residues before wetting the belt surface
- Stage 2 – Pre-rinse: Low-pressure (< 20 bar) warm water flush at max 60°C across the full belt width
- Stage 3 – Detergent application: pH 8–11 alkaline foam cleaner; 5–10 minute dwell time before mechanical scrubbing
- Stage 4 – Sanitization and rinse: Peracetic acid or chlorine-based sanitizer at approved concentration, followed by a full clean water rinse
Can it withstand strong chemicals?
Food-grade EPDM and NBR white rubber belts are compatible with the broad range of sanitizers used in food processing facilities, including sodium hydroxide at up to 5% concentration, phosphoric acid-based descalers, and peracetic acid at standard use dilutions. But wait, there is more: they are definitively not compatible with aromatic solvents, concentrated acids above 10%, or chlorinated hydrocarbon solvents — exposure to any of these causes rapid rubber swelling and delamination that renders the belt both structurally compromised and non-compliant for food contact.
Key Takeaway: A documented cleaning protocol using only approved chemicals at correct concentrations and temperatures is as critical to food safety compliance as the belt’s compound certification — treat both with the same documentation rigour.
| Cleaning Agent | Compatibility | Application Notes | |
|---|---|---|---|
| Sodium hydroxide (≤5%) | ✅ Compatible | Standard CIP alkaline cleaner | |
| Peracetic acid (≤2%) | ✅ Compatible | Effective sanitizer; rinse thoroughly | |
| Phosphoric acid (≤5%) | ✅ Compatible | Descaling and mineral deposit removal | |
| Chlorine solution (≤200 ppm) | ✅ Compatible | Limit contact time; rinse immediately | |
| Aromatic solvents | ❌ Not Compatible | Causes rubber swelling and delamination | |
| Concentrated mineral acids (>10%) | ❌ Not Compatible | Severe irreversible compound degradation |
Are there white rubber conveyor belt variants?

A white rubber conveyor belt is available in multiple configurations beyond the standard smooth flat profile, including cleated, sidewall, rough-top, and v-guide variants engineered for specific incline, containment, and tracking challenges. Your conveyor geometry and product handling characteristics determine which variant delivers optimal performance.
Cleated and Sidewall Options
When your conveyor operates at inclines greater than 18–20°, a smooth flat belt will not prevent product rollback regardless of compound quality. Here is where purpose-designed variants become operationally essential:
- V-cleated (chevron) profiles: Molded rubber cleats in V or U patterns prevent product slippage on inclines up to 40° — standard for agricultural grain handling and baking ingredient elevators
- Corrugated sidewall belts: Vertical corrugated sidewalls bonded to belt edges with transverse base cleats enable vertical or near-vertical conveying in space-constrained food facilities
- Rough-top / diamond emboss surface: Increases belt-to-product friction for inclined packaged goods conveyance without the height obstruction of full molded cleats
- V-guide options: Center or edge-bonded rubber guides maintain precise belt tracking on conveyors with lateral drift risk
How does it compare to PVC and PU?
Here is the bottom line: white rubber outperforms PVC and polyurethane in every heavy-duty and elevated-temperature food application — where its EP-reinforced carcass, superior temperature range, and NBR oil resistance provide a performance margin that lighter materials simply cannot match at industrial load levels.
Key Takeaway: Selecting the correct white rubber variant — flat, cleated, sidewall, rough-top, or v-guided — and comparing it rigorously against PVC and PU alternatives on temperature range, load capacity, and chemical exposure will prevent the costly belt substitutions that always follow under-specification.
| Property | White Rubber | PVC | Polyurethane (PU) | |
|---|---|---|---|---|
| Operating Temperature | –40°C to +120°C | 0°C to +60°C | –10°C to +80°C | |
| Mechanical Load Capacity | High (EP carcass) | Low to Medium | Medium | |
| Oil and Fat Resistance | High (NBR grade) | Medium | High | |
| Chemical Resistance | High (EPDM grade) | Medium | Medium-High | |
| Expected Service Life | 18–60 months | 12–24 months | 18–36 months |
How to source a white rubber conveyor belt?

Sourcing a white rubber conveyor belt from a qualified direct-factory manufacturer with verifiable food-grade certifications and full engineering support capability is the single most impactful procurement decision for any hygiene-critical material handling system. The quality of your supplier relationship determines the quality of your compliance documentation, production continuity, and total cost of ownership.
Conclusion
The white rubber conveyor belt is not simply a component — it is the engineering foundation of food safety, regulatory compliance, and production efficiency for every hygiene-critical processing line. Every metric that matters to a B2B facility manager — contamination risk, audit readiness, belt service life, and total cost of ownership — is directly and measurably influenced by this single specification decision.
Take the next step and contact us today for a custom engineering review and RFQ submission. Our factory engineering team will match your application’s load capacity, operating temperature, chemical exposure, and conveyor geometry to the precise belt specification your facility requires — and deliver it with full food-grade certification documentation, sample verification capability, and a production lead time backed by direct factory manufacturing with 40+ years of global export experience.
- Complete food-grade compound documentation (FDA 21 CFR 177.2600, EU 1935/2004)
- Custom EP grade, width, length, and surface profile to your exact conveyor drawings
- Third-party test reports and independent migration limit certifications on request
- Sample belts available for pre-order quality verification
The future of food processing demands zero-tolerance hygiene compliance combined with maximum production uptime. The right white rubber belt, sourced from the right certified manufacturer, is the operational foundation that makes both achievable.
Key Takeaway: Every day of operating non-compliant or undersized belting on a food contact application represents unquantified regulatory and contamination risk. The right belt, sourced with technical rigor from a certified direct manufacturer, eliminates that risk at its origin — permanently.
Can I use hot water to clean this belt?
Yes, you can use hot water for washdown cleaning, but temperature limits must align with your belt’s compound grade. Standard EPDM and NBR food-grade belts tolerate continuous washdown at up to 60°C and short-duration pre-rinse cycles at up to 80°C without compound damage. Sustained exposure to steam or water above 80°C on standard-grade belts causes thermal aging that introduces surface micro-cracking — creating new bacterial harborage points that undermine the cleaning objective. If your CIP protocol requires steam cleaning, specify a high-temperature EPDM belt grade rated for continuous operation to 120°C before deploying that protocol.
What’s the best thickness for heavy-duty food transport?
For heavy-duty food transport — bulk grain, frozen meat blocks, or packaged beverages — a 4.5–6 mm top cover with a 3 mm bottom cover on an EP250 or EP300 carcass is the correct engineering specification. The top cover absorbs abrasion from product weight and surface texture; the bottom cover delivers reliable traction under high-tension drive pulley operation. Lighter packaging and bread conveyance lines operate effectively with a 3–4.5 mm top cover on an EP150 carcass. Always provide your maximum product weight per linear meter and conveyor operating speed to your supplier so they can validate the belt’s tension safety factor before production.
How do I know if my belt is FDA compliant?
A belt is FDA compliant only when the manufacturer provides a documented Declaration of Compliance specifically referencing FDA Title 21 CFR 177.2600, supported by a traceable third-party migration limit test report from an accredited testing laboratory. A general product data sheet, an ISO 9001 certificate, or an unspecified “food grade” label is not sufficient compliance documentation. Request the specific test report number, the laboratory’s accreditation reference, and the test date — reputable direct factory manufacturers will provide this documentation without hesitation as standard pre-delivery paperwork.
Can I repair a tear in a food-grade rubber belt?
Yes, tears in food-grade rubber belts can and should be repaired using hot vulcanization techniques that restore the belt to its original compound integrity and surface smoothness at the repair site. Vulcanization repair is the preferred method in food environments because it fully seals the repair location, eliminating the bacterial harborage risk that an open tear creates. Mechanical fasteners (metal belt clips) are specifically avoided on food-contact surfaces because the fastener hardware creates a surface discontinuity, a bacterial collection point, and a documented foreign body contamination risk — a food safety violation in most regulatory frameworks.
What is the standard lead time for custom sizes?
Standard lead time for custom-width and custom-length food-grade white rubber belts from a direct factory manufacturer is 15–25 working days from confirmed order, depending on width, ply count, and surface profile requirements. Non-standard widths require custom knife configuration; cleated or sidewall profiles require dedicated mold tooling that may add 5–10 working days for first-time orders. Repeat orders with established specifications are typically produced in 10–15 working days. Providing complete specifications — width, length, EP grade, cover thickness, surface profile, operating temperature, and certification requirements — at the RFQ stage eliminates revision cycles and shortens your total procurement timeline materially.