
Understanding the different types of rubber conveyor belt is essential for improving material handling efficiency, reducing equipment wear, and ensuring long-term operational reliability in industrial environments. Each conveyor belt type is engineered to meet specific performance requirements such as heat resistance, abrasion resistance, chemical protection, or heavy-load transport. Using the wrong belt specification can lead to premature cracking, belt tearing, excessive maintenance costs, and costly production downtime. By selecting the correct types of rubber conveyor belt for your application, industrial facilities can optimize conveying performance, extend equipment lifespan, and achieve safer, more efficient production operations.
What are the core structural types of rubber conveyor belt?
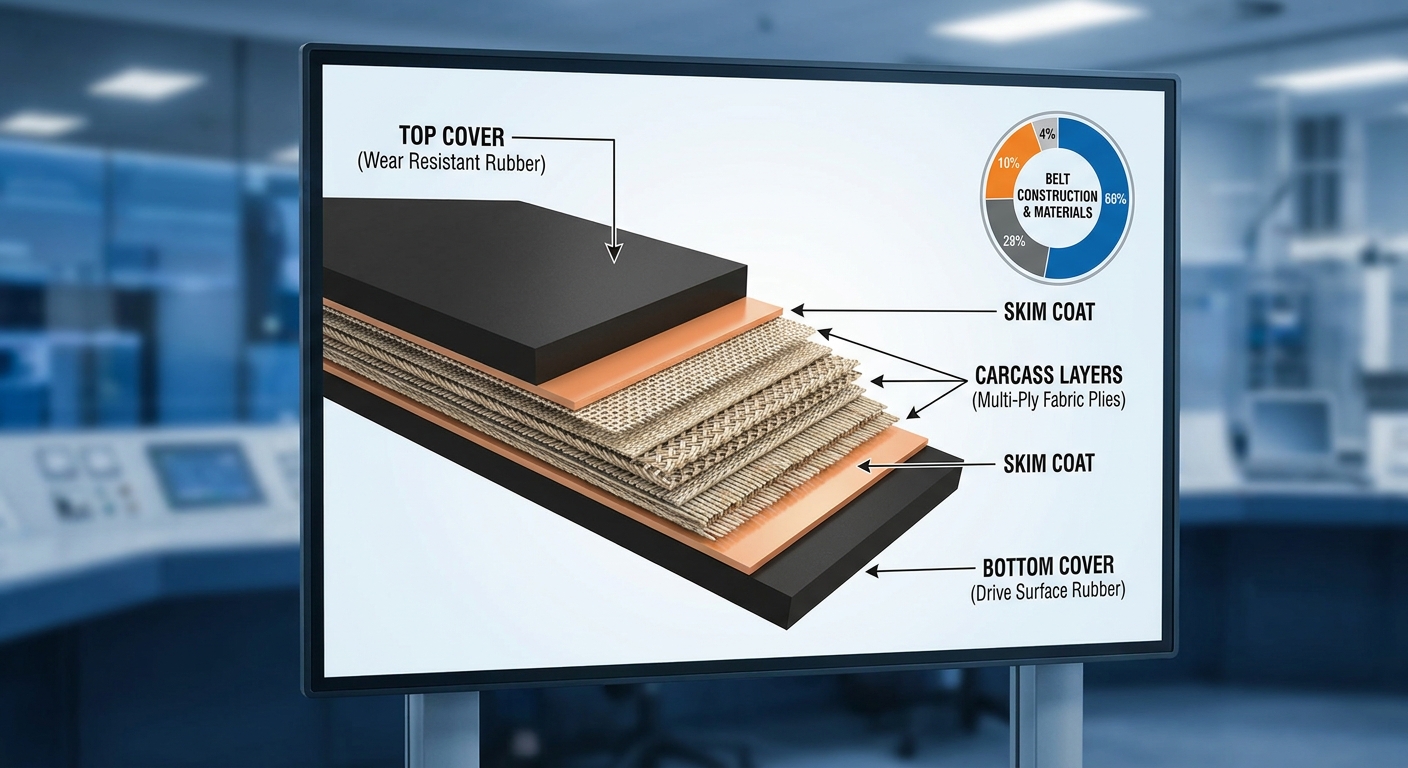
The core structural configurations of these systems rely on woven fabric plies, steel cables, or specialized synthetic fibers to handle tensile loads. When you are looking to install high-performance material handling systems, understanding these types of rubber conveyor belt is crucial. Selecting the correct carcass determines the overall longevity and load-bearing limits. It ensures that your wtypes of rubber conveyor belt do not experience premature structural tearing under intense industrial pressure.
Why does the fabric carcass matter for your daily operation?
The fabric carcass acts as the structural spine of the conveyor system by absorbing tension. If you use a high-quality multi-ply fabric carcass, it distributes the impact of heavy loads evenly across the belt width. This prevents localized stretching that could ruin your operational alignment.
But wait, there is more: choosing the right fabric type (like Nylon or EP) can drastically reduce your power consumption. Here is a list of the primary textile carcass materials:
- Polyester (EP): Low stretch, high resistance to moisture and mildew.
- Nylon (NN): Exceptional elasticity, superior impact resistance, and excellent flexibility.
- Cotton (CC): Traditional flexibility for light-duty applications.
How do you select between mono-ply and multi-ply designs?
Mono-ply designs use a single, thick weave to maximize flexibility over small pulleys. On the other hand, multi-ply versions stack multiple layers of rubber-coated fabrics to withstand heavy abuse. You should select multi-ply options when hauling jagged materials over longer center-to-center distances.
Key Takeaway: Always select your carcass based on your system’s pulley diameter and the maximum tension capacity required. Doing so keeps your capital costs low while ensuring the system operates with zero structural downtime.
| Carcass Type | Tension Range (N/mm) | Minimum Pulley Diameter (mm) | Best Application | |
|---|---|---|---|---|
| Mono-Ply EP | 100 – 400 | 200 – 315 | Package sorting, light-duty aggregates | |
| Multi-Ply NN | 400 – 3150 | 400 – 800 | Heavy mining, high-impact stone quarries |
Analytical Guidance: Multi-ply nylon carcasses provide the necessary transverse stiffness for heavy-duty quarrying, while mono-ply alternatives offer the high flexibility required for rapid transitions over small pulleys.
Why do environmental factors impact types of rubber conveyor belt?

Severe weather, extreme sub-zero temperatures, and ultraviolet exposure directly degrade the polymeric structures of standard rubber covers. If you operate in freezing environments, selecting specialized wtypes of rubber conveyor belt prevents localized hardening and catastrophic cracks. Standard rubber becomes brittle when temperatures drop below freezing, leading to premature structural failures. Taking the time to audit your regional climate will save you from expensive replacement cycles.
What happens to standard rubber in sub-zero climates?
Standard elastomers lose their physical elasticity in cold environments, leading to stiff joints. Once the rubber hardens, it loses its ability to flex over drive pulleys, which overloads your drive motors. As it turns out, using a cold-resistant compound maintains dynamic flexibility even down to -60°C.
When your belt remains flexible, you will see a massive drop in startup energy requirements. Consider these factors when operating in freezing zones:
- Elastomer brittleness: Avoids micro-cracking along the edges.
- Idler friction: Keeps rolling resistance low to protect drive motors.
- Splicing longevity: Prevents joint separation caused by thermal contraction.
How does UV exposure shorten the life of your belt cover?
Intense ultraviolet rays break down the polymer chains of exposed rubber, causing severe surface oxidation. This oxidation leads to micro-cracking, which allows moisture to penetrate into the fabric carcass. You must shield outdoor conveyors to prevent this environmental damage from destroying your system.
Key Takeaway: Protecting outdoor conveyor lines with UV-stabilized and cold-resistant rubber compounds prevents premature cover cracking. Investing in weather-grade polymers ensures your operations run smoothly in all seasons.
| Compound Class | Temperature Range (°C) | UV Resistance | Key Use Case | |
|---|---|---|---|---|
| Cold-Resistant (Grade C) | -60 to +50 | Excellent | Arctic mining, open-pit northern quarries | |
| Standard Wear Grade | -20 to +80 | Moderate | Covered indoor facilities, temperate warehouses |
Analytical Guidance: Operators must specify Grade C rubber compounds for open-pit arctic mines to prevent sub-zero structural brittleness and catastrophic drive motor overloads.
How do high-abrasion quarry types of rubber conveyor belt wear?

Quarry conveyor belts wear out primarily through continuous friction, surface cuts, and deep punctures caused by sharp, heavy rocks falling from feed chutes. If you are handling abrasive limestone or granite, choosing the right types of rubber conveyor belt is highly critical to your bottom line. These rugged systems require premium wear-resistant covers to safeguard the internal carcass. By selecting high-tensile wtypes of rubber conveyor belt, you ensure that continuous impact does not halt your aggregate production.
Why should you focus on cover wear grades?
International standards categorize rubber covers into wear grades based on volumetric wear loss. For instance, DIN-W is formulated for extremely abrasive substances like copper ore, while DIN-X handles heavy impact. If you match the grade to your specific material, you can double your belt’s operational lifespan.
Here is the deal: choosing a higher wear grade reduces your maintenance costs and prevents frequent belt changes. Make sure you check these metrics before buying:
- Tensile strength: High ratings prevent tears.
- Elongation at break: Ensures flexibility under extreme tension.
- Abrasion resistance: Low volume loss guarantees long-term cover thickness.
How do you combat high chute impacts?
High chute drops can crush the carcass against the steel idlers, causing severe localized bruising. You can install impact bars and heavy-duty idler sets to cushion these heavy material falls. Choosing a reinforced rubber cover is highly effective at absorbing this energy before it damages your plies.
Key Takeaway: Using thick rubber impact covers with high energy damping protects the fabric plies from localized bruising. This simple design choice prevents expensive carcass failures in high-tonnage quarries.
| Cover Grade (DIN) | Volumetric Loss (Max mm³) | Tensile Strength (Min MPa) | Best Material Match | |
|---|---|---|---|---|
| Grade W | 90 | 18 | Granite, quartz, glass cullet, heavy ores | |
| Grade X | 120 | 25 | Medium-to-hard rock, limestone, aggregates | |
| Grade Y | 150 | 20 | Sand, coal, general non-abrasive materials |
Analytical Guidance: For aggregate facilities handling sharp granite or quartz, utilizing Grade W covers pays off rapidly by minimizing volumetric rubber loss and maximizing the time between maintenance shutdowns.
Which heavy-duty types of rubber conveyor belt resist extreme heat?

Specialized heat-resistant conveyor belts utilizing premium EPDM or chlorobutadiene polymers are engineered to carry hot materials exceeding 200°C without cracking. Standard rubber covers degrade and dry out rapidly when they come into contact with red-hot clinker or foundry sand. If you run a high-temperature cement kiln or metal foundry, deploying thermal-grade wtypes of rubber conveyor belt is non-negotiable. These advanced systems are specially cross-linked to resist high-temperature oxidation and hardening.
Why is EPDM the ultimate hot material defender?
Ethylene Propylene Diene Monomer (EPDM) offers outstanding resistance to high heat and ozone aging. When you carry hot bulk materials, EPDM slow-cures over time rather than hardening and cracking instantly. This preserves the belt’s flexibility and keeps it tracking straight across your rollers.
But wait, there is more: EPDM handles high peak temperatures up to 400°C during heavy material discharge. To optimize thermal life, you should focus on:
- Heat-resistant plies: Prevents delamination between textile layers.
- EPDM compound thickness: Absorbs extreme heat spikes.
- Pulley ventilation: Cools the belt during the return run.
How do heat-resistant classes differ?
Standard heat classes are rated based on the continuous operating temperature of the hauled materials. You must match the class to your material’s core temperature to avoid thermal oxidation. If you select a class that is too low, the rubber cover will bake and flake off within weeks.
Key Takeaway: Selecting the correct thermal class prevents the premature chemical breakdown of your belt cover. This choice guarantees that hot materials are transported continuously without melting your conveyor.
| Heat-Resistant Class | Continuous Limit (°C) | Peak Spike Limit (°C) | Primary Material Targets | |
|---|---|---|---|---|
| Class T1 | 125 | 150 | Sintered ore, hot foundry sand, clinker | |
| Class T2 | 150 | 180 | Coke, chemical fertilizers, hot cement | |
| Class T3 | 200 | 400 | Super-heated smelting slag, hot metal |
Analytical Guidance: Class T3 EPDM belts are highly critical for smelting and coke facilities, where peak spikes up to 400°C would instantly melt standard rubber and cause catastrophic fires.
Are flame-retardant types of rubber conveyor belt safe?

Flame-retardant conveyor belts are engineered with self-extinguishing safety compounds to prevent fire propagation in underground coal mines and hazardous grain silos. If you operate in enclosed spaces, sourcing certified types of rubber conveyor belt is a critical regulatory and safety requirement. These belts prevent a minor slip-friction fire from spreading across your entire plant layout. By utilizing advanced flame-inhibiting wtypes of rubber conveyor belt, you safeguard both your human workers and your physical machinery assets.
How do self-extinguishing compounds work?
When the rubber cover is exposed to flame, the built-in additives like alumina trihydrate generate water vapor. This gas starves the combustion zone of oxygen, causing the flame to die out within seconds. If you rely on these compounds, you can easily comply with strict global safety rules.
Here is the deal: a self-extinguishing belt is your last line of defense against catastrophic mine explosions. Ensure your fire safety checks focus on:
- ISO testing standards: Guarantees reliable extinguishing times.
- Anti-static properties: Prevents static sparks in dusty silos.
- Friction drum testing: Avoids fire ignition from slipping pulleys.
What global fire standards must you meet?
Different countries enforce distinct fire testing and certification levels depending on the mining depth. You must verify that your belt carries the correct European (EN) or international ratings before installation. Selecting the wrong class can result in massive regulatory fines or insurance voids.
Key Takeaway: Verifying your belt’s fire certification (like EN 12882 or EN 14973) is essential for regulatory compliance and safety. This safety measure ensures that your underground coal conveying setups meet all local laws.
| Fire Safety Standard | Flame Extinguishing Time (Max) | Electrostatic Limit (Max) | Typical Underground Use | |
|---|---|---|---|---|
| EN 12882 Class 2A | < 15 seconds | 3 x 10⁸ Ohms | Open-air coal docks, processing silos | |
| EN 14973 Class C1 | < 3 seconds | 3 x 10⁸ Ohms | High-risk underground mines, tunnels |
Analytical Guidance: Class C1 EN 14973 compliance is highly critical for underground coal mining, as it ensures the rubber cover will self-extinguish within 3 seconds, eliminating fire propagation in enclosed shafts.
Can casting-grade types of rubber conveyor belt work vertically?

Casting-grade conveyor systems can work vertically by utilizing high-rigidity bucket elevator belts or deep chevron pockets to lift bulk materials straight up. When you are trying to maximize your processing plant’s vertical footprint, integrating these space-saving designs is key. These systems prevent material back-slip and wear even when lifting dense, wet powders. Choosing these specialized wtypes of rubber conveyor belt ensures you can lift high tonnages with minimal mechanical complexity.
How do bucket elevator belts handle vertical lifts?
Vertical bucket elevators use a series of heavy-duty steel or plastic buckets bolted onto a high-strength belt carcass. This carcass must have incredibly low stretch to prevent bucket misalignment during heavy vertical lifting cycles. If you use a high-modulus belt, you will see a massive drop in tracking errors.
As it turns out, using a reinforced rubber belt is much more reliable than using traditional metal chains. To keep your elevator running, you must monitor:
- Bolt holding strength: Prevents buckets from tearing off under load.
- Carcass stretch: Reduces the need for frequent take-up adjustments.
- Belt thickness: Protects against friction wear from rising elevator casings.
Why use chevron profiles for steep inclines?
Chevron profiles feature molded rubber ribs that physically block loose materials from rolling backward. You can transport bulk aggregates at angles up to 45 degrees using these unique patterns. This design allows you to fit complex layouts into tight physical footprints.
Key Takeaway: Using molded chevron profiles or sidewall configurations lets you move wet aggregates up steep inclines without back-sliding. This design choice optimizes your facility layout and increases overall throughput.
| Lift Type | Maximum Incline Angle | Minimum Tensile (N/mm) | Key Advantage | |
|---|---|---|---|---|
| Chevron Profile | Up to 45° | 315 – 1000 | Simple, easy to clean, cost-effective | |
| Bucket Elevator | Up to 90° (Vertical) | 630 – 2500 | Minimum footprint, zero material fallback |
Analytical Guidance: Utilizing a high-tensile bucket elevator belt is essential for vertical dry-bulk transport, as it delivers high-modulus structural rigidity that prevents bucket tear-offs and severe belt sag.
Why do certain types of rubber conveyor belt resist oil?

Specialty conveyor belts resist oil because they are formulated with high-nitrile rubber (NBR) that blocks hydrocarbon absorption. If you attempt to run standard natural rubber belts with oily recycling loads or greased scrap metals, the covers will swell and tracking will fail. Selecting oil-proof types of rubber conveyor belt keeps your transport lines straight and tight. These advanced wtypes of rubber conveyor belt prevent oils and organic solvents from breaking down the critical cover-to-carcass bond.
What causes standard rubber to swell when oily?
Standard SBR and natural rubber absorb petroleum-based oils, which forces the molecular chains to expand. This expansion causes the cover to swell, resulting in belt waving and severe tracking issues. If you switch to high-nitrile (NBR) rubber, you prevent oil absorption and keep the cover flat.
Here is the deal: a swelled belt will quickly rub against the conveyor frame, causing extreme wear. Make sure your oil-resistant specifications cover:
- High acrylonitrile content: Blocks extreme fuel and chemical absorption.
- Peel strength: Prevents ply delamination in oily conditions.
- Low volume change: Keeps the cover flat and tracking true.
How do you choose between NBR and Neoprene?
High-nitrile rubber is the absolute best option for mineral oils, petroleum products, and heavy cutting fluids. Neoprene is more cost-effective if you only need to handle animal fats, vegetable oils, or light grease. Selecting the right polymer ensures that you do not overspend while fully protecting your machinery.
Key Takeaway: Using high-nitrile (NBR) covers is the best choice for mineral oils and recycling operations, while Neoprene works well for light greases. This choice guarantees that oily materials are transported without swelling your belt covers.
| Polymer Type | Mineral Oil Resistance | Vegetable Fat Resistance | Best Industrial Use | |
|---|---|---|---|---|
| High-Nitrile (NBR) | Excellent | Good | Metal recycling, oily steel processing | |
| Medium-Nitrile (NBR) | Moderate | Excellent | Grain elevators, agriculture, food waste | |
| Neoprene Blend | Low | Moderate | Forestry processing, light industrial grease |
Analytical Guidance: High-nitrile (NBR) rubber is highly critical for metal recycling plants where heavy cutting fluids and mineral oils would destroy standard elastomer covers within weeks.
How do corrosive acids degrade types of rubber conveyor belt?

Corrosive acids degrade belt materials by chemically breaking down the elastomer’s molecular bonds, leading to severe cracking and delamination. When your facility handles chemical fertilizers, acidic ores, or industrial waste, standard rubber will quickly soften and wear down. Choosing premium acid-resistant wtypes of rubber conveyor belt provides an impermeable shield against chemical attacks. These specialized systems protect the internal fabric carcass from contact with highly corrosive liquids.
Why does chemical penetration cause ply delamination?
When acids soak through cracks in the cover rubber, they directly attack the polyester or nylon carcass plies. This chemical reaction breaks down the adhesive bond between the carcass and the rubber cover, causing the cover to peel off. If you use an impermeable EPDM or chloroprene cover, you block acid penetration.
But wait, there is more: protecting your carcass from acids prevents sudden and catastrophic belt breaks. When designing your chemical transport lines, make sure to check:
- Acid concentration limits: Matches the polymer to chemical levels.
- Impermeable covers: Keeps the chemical from reaching the inner plies.
- Edge sealing: Blocks acids from creeping into the side of the belt.
Which polymers resist alkaline compounds?
Alkaline materials like sodium hydroxide require specialized chloroprene or nitrile blends to prevent cracking. You must ensure the polymer retains its mechanical flexibility and cover thickness under chemical exposure. Proper specification keeps your processing lines operating continuously without chemical damage.
Key Takeaway: Specifying EPDM or chloroprene covers prevents severe chemical corrosion in fertilizer and leaching facilities. This step ensures that highly acidic and alkaline substances can be transported without causing premature belt breaks.
| Chemical Hazard | Concentration Limit | Recommended Cover Polymer | Typical Use Case | |
|---|---|---|---|---|
| Sulphuric Acid | Up to 50% | Specialized EPDM | Ore leaching, copper processing plants | |
| Sodium Hydroxide | Up to 40% | Chloroprene (CR) | Cellulose processing, industrial waste | |
| Phosphates | Up to 100% | Nitrile / SBR Blend | Fertilizer production, bulk warehousing |
Analytical Guidance: Ore-leaching plants require specialized EPDM covers because standard natural rubbers will dissolve when exposed to high concentrations of sulphuric acid.
Are sanitary types of rubber conveyor belt highly cleanable?

Sanitary rubber conveyor belts are highly cleanable because they are manufactured with smooth, non-porous white rubber that resists bacterial growth. If you are handling food products, pharmaceutical chemicals, or sensitive plaster molds, choosing certified types of rubber conveyor belt is crucial to stay compliant with hygiene rules. These specialized belts prevent oils, sugars, and moisture from soaking into the rubber cover. By selecting food-grade wtypes of rubber conveyor belt, you ensure your processing line remains clean and easy to wash.
Why are white rubber compounds best for food and sanitary casting?
White rubber compounds use non-toxic polymers that do not leave black marks on your processed products. This is highly critical for plaster casting and food processing, where any dark rubber dust would instantly ruin your product quality. If you switch to food-safe white rubber, you will pass all visual inspections easily.
As it turns out, non-marking white rubber is the perfect choice for maintaining a spotless factory environment. Make sure your cleanability checks cover:
- FDA compliance: Guarantees the rubber is completely non-toxic.
- Mold resistance: Keeps bacteria and fungus from growing in wet areas.
- Hot wash durability: Stands up to heavy steam cleaning cycles.
How do non-porous covers improve hygiene?
Non-porous covers prevent fine plaster dust or organic food juices from embedding in the rubber surface. You can easily wash down these smooth belts using high-pressure hot water and standard cleaning chemicals. This keeps your sanitization cycles fast and highly effective.
Key Takeaway: Sourcing white, non-porous rubber covers is the best way to prevent bacterial growth and mold contamination. This choice ensures that food products and plaster casting lines stay clean and compliant with B2B quality standards.
| Compound Color | Toxicity Rating | Hot Water Washout (°C) | Primary Industry | |
|---|---|---|---|---|
| Sanitary White | Food-Grade (FDA) | Up to 110 | Food processing, plaster casting, pharma | |
| Industrial Black | Non-Food Grade | Up to 80 | Heavy aggregates, mining, coal handling |
Analytical Guidance: For wet food processing or plaster casting lines, specifying FDA-compliant white rubber covers eliminates chemical leaching and ensures that cleaning routines can use high-temperature steam.

You can source premium conveyor belts directly from self-owned Chinese manufacturers to bypass trading markups and get custom B2B engineering support. Sourcing your materials directly from a manufacturer ensures you receive reliable testing reports, factory-level quality guarantees, and great volume pricing. If you want to optimize your plant’s budget, importing these specialized wtypes of rubber conveyor belt is the most efficient choice. This direct B2B route allows you to order customized widths and specialized profile patterns to match your plant’s exact structural setup.
Why should you buy direct from Chinese factories?
Buying direct from a Chinese factory saves you 15% to 30% compared to buying from standard third-party trading firms. This direct connection also gives you access to direct engineering support, enabling you to design custom-engineered belts. If you work with an established B2B factory, you can easily secure custom widths up to 3200 mm.
But wait, there is more: direct manufacturers offer guaranteed quality testing reports and full factory visits. Keep these points in mind when choosing a factory partner:
- Width capacity: Look for lines that can manufacture up to 3200 mm wide.
- Chevron molds: Ensures they have diverse patterns for steep lifts.
- Global shipping: Guarantees safe and fast delivery to your local industrial port.
What B2B certifications guarantee belt safety and quality?
Global B2B buyers must verify that their factory partner holds verified ISO and CE certifications. These safety documents guarantee that the rubber compounds meet the exact tensile and wear ratings promised. Testing records protect your plant from low-grade materials that would fail prematurely under load.
Key Takeaway: Auditing your factory partner’s quality and safety certifications (like ISO and CE EN14973) is critical to protect your B2B investment. This step guarantees that your imported industrial belts will last for years under heavy use.
| Sourcing Route | Average Cost Saving | Engineering Support | Quality Certifications | |
|---|---|---|---|---|
| Direct Chinese Factory | 15% to 30% Savings | Direct and custom | Full CE, ISO, EN14973 test reports | |
| Trading Company | 0% (High Markups) | Limited or none | Often undocumented or variable |
Analytical Guidance: Sourcing directly from an established B2B manufacturer ensures full transparency with certified testing, giving you reliable performance while saving 15% to 30% over third-party trading markups.
Frequently Asked Questions (FAQ)
Can I use standard rubber belts for extremely hot foundry clinker?
No, you cannot. Standard rubber compounds degrade, crack, and fail at temperatures above 80°C. You must use specialized heat-resistant belts made with premium EPDM polymers to handle temperatures exceeding 200°C.
What’s the best way to prevent conveyor belt tracking errors on steep quarry lines?
Absolutely the best way is to utilize molded chevron rubber belts with high-rigidity multi-ply carcasses. The deep profile patterns lock bulk materials in place, while the high transverse stiffness ensures the belt stays perfectly aligned across your idlers.
How do I know if my mine needs a flame-retardant belt?
You will know by evaluating your regional mining safety standards and testing for the presence of combustible ambient dust. Underground coal mines and high-risk grain silos strictly require certified self-extinguishing belts to prevent explosive fire hazards.
Can I order customized conveyor belts up to 3200 mm in width directly?
Yes, you can. Direct-sourcing factories like ZHENXING have the advanced manufacturing lines needed to produce custom belt widths up to 3200 mm and integrate diverse chevron profiles for steep inclines.
How do I know if mineral oil is degrading my standard rubber conveyor belt?
You will know when the rubber cover begins to wave, swell, and separate from the inner carcass. Standard SBR and natural rubbers absorb hydrocarbons, which makes them expand out of shape and requires a fast upgrade to high-nitrile (NBR) rubber.
Conclusion
Maximizing the efficiency and lifespan of your material handling systems requires matching the belt cover compound and carcass to your operational environment. Weifang Zhenxing Rubber Co., Ltd. (ZHENXING) leverages over 40 years of direct manufacturing experience to deliver high-performance rubber conveyor belts that optimize system longevity. By manufacturing in-house, we provide custom-engineered solutions with CE EN14973 certifications that deliver 15% to 30% savings compared to standard trading markups.
To optimize your material processing workflows and maximize conveyor lifespan, contact us today to receive a custom engineering consultation and competitive factory quote.