A high-quality rubber conveyor belt is essential for plaster casting operations where fragile gypsum molds and wet slurry materials require stable, vibration-free transport. Standard conveyor belts often suffer from material sticking, moisture damage, and structural degradation in high-humidity environments, leading to tracking problems, product defects, and costly production downtime. Designed with moisture-resistant materials and durable rubber compounds, a specialized rubber conveyor belt provides smooth conveying performance, reduces material loss, and improves operational efficiency. Its superior flexibility, wear resistance, and reliable support help maintain consistent production quality in demanding industrial casting and material handling applications.
How does a rubber conveyor belt improve plaster casting?

A specialized rubber conveyor belt improves plaster casting by absorbing motor vibrations and maintaining a perfectly level plane during the highly critical chemical setting phase. This mechanical stability ensures that the liquid gypsum self-levels and cures without micro-fractures. It also prevents wet slurry from spilling over mold edges during transport.
Why is mold stabilization critical?
Here is the deal: If your conveyor line experiences sudden mechanical jolts, the delicate crystalline structure of curing plaster will fail. You must prevent even the slightest mechanical shocks to maintain perfect dimensional accuracy on your finished products.
- Vibration absorption: Thick rubber covers dampen high-frequency motor vibrations.
- Zero deflection: Perfectly flat profiles keep molds from tilting or spilling.
- Constant speed: Smooth drive mechanics prevent sudden starts that crack curing plaster.
Key Takeaway:Using a highly stable, shock-absorbing belt shields your curing molds from ruinous mechanical vibrations, reducing product scrap rates.
| Performance Metric | Standard Utility Belt | Vibration-Dampening Belt | |
|---|---|---|---|
| Vibration Transmission | High (creates micro-fractures) | Extremely Low (absorbs mechanical shocks) | |
| Spillage Rate | Moderate to High | Near Zero | |
| Surface Leveling | Uneven | Perfectly Uniform |
Let us evaluate how precise mechanical alignment directly impacts your daily casting output.
Why is a rubber conveyor belt critical for plaster mold transit?

A robust rubber conveyor belt is critical for plaster mold transit because it supports the immense physical weight of filled molds while resisting the corrosive chemical accelerants present in modern gypsum recipes. This specialized construction prevents premature belt degradation and carcass sagging under heavy loads.
How does mold weight affect belt lifecycle?
Think about it: Heavy metal or silicone molds filled with dense plaster exert constant downward pressure on your slider beds. A low-grade belt will quickly stretch, sag, and slip, creating uneven gaps that ruin mold alignment.
- High tensile strength: Multi-ply reinforcements prevent structural sagging under load.
- Impact resistance: Tough top covers absorb the impact of heavy molds being placed on the line.
- Edge wear protection: Molded rubber edges prevent fraying from guide rollers.
Key Takeaway:Selecting high-tensile reinforced ply systems ensures your line handles maximum mold weight without structural stretching or mechanical slippage.
| Mechanical Property | Standard Utility Belt | High-Tensile Mold Belt | |
|---|---|---|---|
| Tensile Strength | Low to Moderate | Ultra-High Multi-Ply | |
| Sag Resistance | Poor (stretches under weight) | Excellent (maintains flat tension) | |
| Edge Fraying | High Risk | Low Risk (sealed molded edges) |
This structural stability becomes even more critical when the line enters high-temperature drying zones.
Which rubber conveyor belt handles curing oven heat?

A heat-resistant rubber conveyor belt engineered with high-grade synthetic polymers is the only solution capable of surviving continuous exposure to intense baking tunnels. Standard rubber compounds will quickly dry out, crack, and lose their physical flexibility under high heat.
Why do drying ovens require heat-rated covers?
But wait, there is more… Curing ovens often operate at temperatures exceeding 120°C to accelerate moisture evaporation. If you utilize standard rubber in these zones, the cover will harden, bubble, and delaminate, forcing immediate system shutdowns.
- EPDM compound: Handles continuous operating heat up to 150°C.
- Thermal stability: Resists thermal cracking and cover hardening.
- Humidity endurance: Retains flexibility in hot, dry, or humid baking tunnels.
Key Takeaway:Investing in high-temperature rubber compounds eliminates premature belt embrittlement in your curing tunnels, keeping the line running safely.
| Temperature Rating | Standard Rubber cover | EPDM Heat-Resistant Cover | |
|---|---|---|---|
| Continuous Temp Limit | 80°C | Up to 150°C | |
| Cover Hardening Risk | Extreme (within weeks) | Extremely Low | |
| Thermal Crack Resistance | Poor | Outstanding |
Let us dissect the interior architecture that makes these temperature-resistant systems so durable.
What is the design of a plaster rubber conveyor belt?
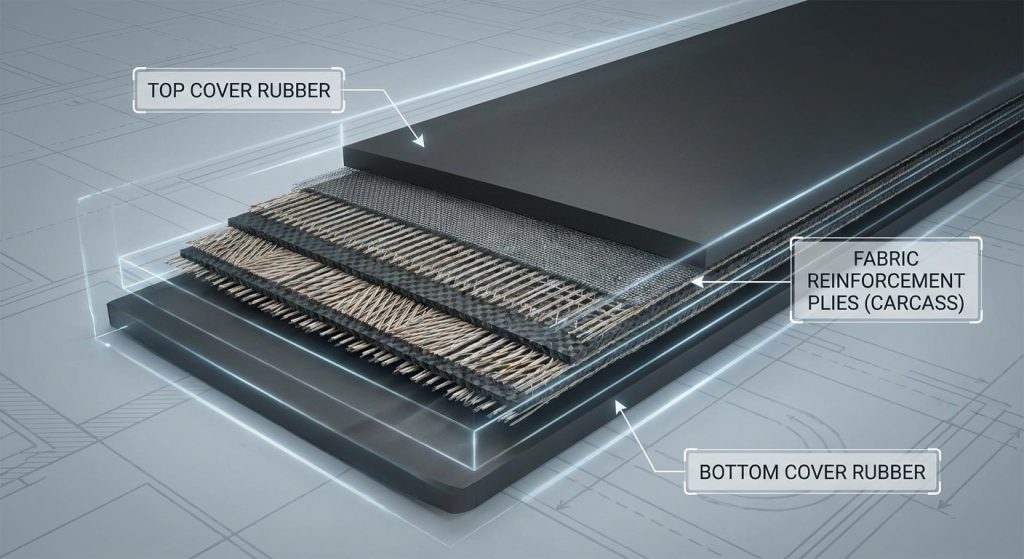
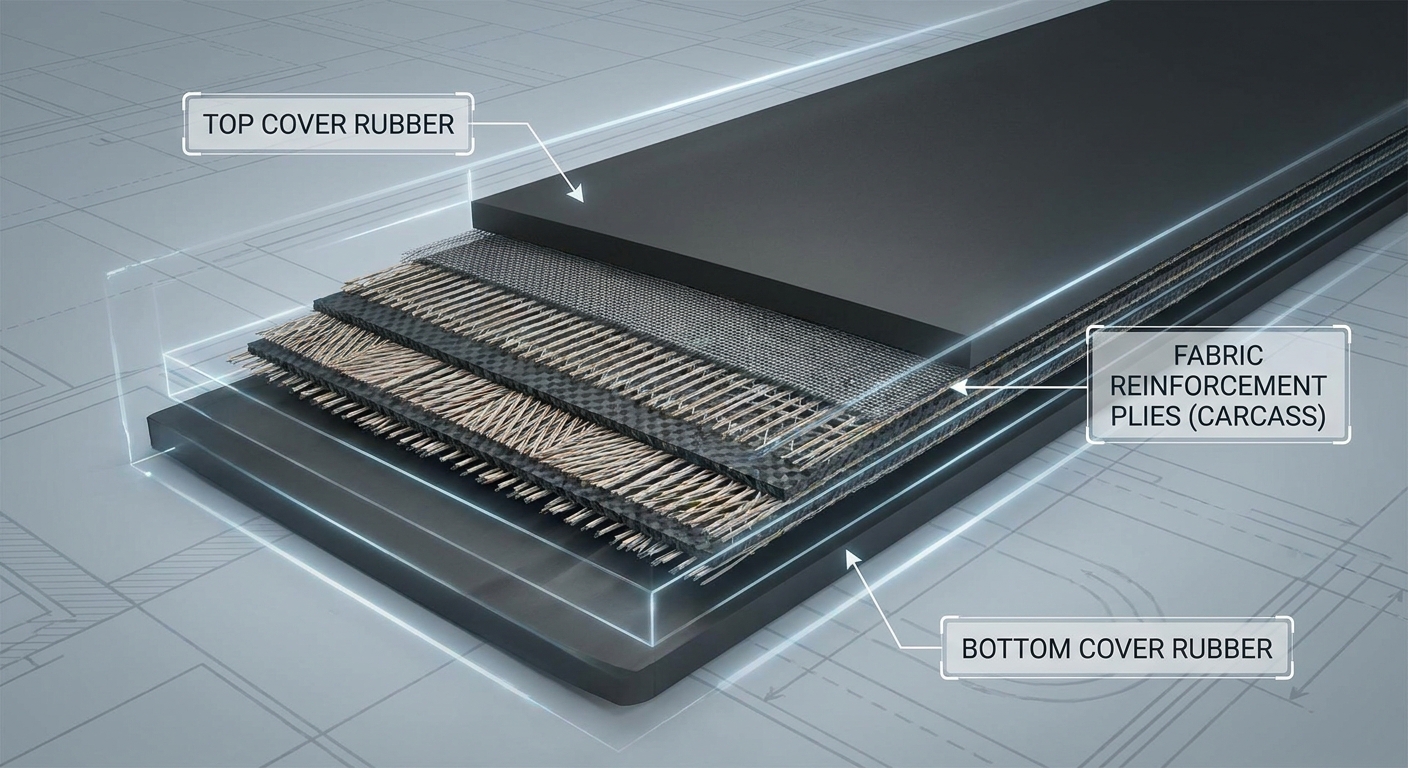
The typical design of a plaster rubber conveyor belt features a multi-ply polyester-nylon (EP) carcass sandwiched between durable, non-porous top and bottom rubber covers. This cross-section is specifically engineered to deliver high tensile strength while completely sealing out damaging moisture.
What are the primary layers of a casting belt?
Here is the deal: The internal carcass provides structural stretch resistance, while the outer rubber compounds shield against water, oils, and physical abrasion. You must ensure these layers are vulcanized perfectly to prevent delamination during tight pulley wraps.
- Top Cover: Protects the inner ply from mold friction and baking heat.
- EP Fabric Carcass: Provides excellent mechanical stretch resistance and water proofing.
- Bottom Cover: Engineered for low-friction gliding over steel slide beds.
Key Takeaway:Understanding belt anatomy helps you select the perfect thickness and ply rating to handle your plant’s physical and thermal loads.
| Design Element | Material Selection | Primary Operational Role | |
|---|---|---|---|
| Carcass Material | Polyester-Nylon (EP) | Prevents stretching and structural rot | |
| Top Cover Compound | Heat-Resistant Synthetic | Resists mold friction and curing oven heat | |
| Edge Treatment | Sealed Molded Edge | Blocks water ingress into the internal fibers |
To verify these specifications, we must examine the advanced physical testing protocols used in laboratories.
How is a casting rubber conveyor belt tested for quality?

A casting rubber conveyor belt is tested for quality by subjecting its materials to intense tensile stress, thermal aging, and water absorption trials inside specialized testing laboratories. These physical experiments ensure the product can survive the harsh, continuous cycles of a real plaster manufacturing plant.
What tests ensure moisture and structural survival?
Think about it: A single line failure halts your entire factory, costing thousands in lost material. That is why raw rubber sheets are stretched and baked to measure their ultimate mechanical failure limits before production begins.
- Tensile testing: Measures ultimate pull strength and elongation limits.
- Abrasion testing: Verifies cover resistance to sharp, dry gypsum dust.
- Thermal simulation: Evaluates aging performance after prolonged baking tunnel exposure.
Key Takeaway:Rigorous physical testing guarantees that your industrial belt will not stretch, snap, or tear under harsh plant conditions.
| Test Parameter | Minimum Standard | Target Performance | |
|---|---|---|---|
| Tensile Strength | 15 MPa | Exceeds 24 MPa | |
| Elongation at Break | 350% | Up to 450% | |
| Abrasion Loss | < 150 mm³ | Under 120 mm³ |
This high manufacturing quality is especially critical when handling raw liquid slurry.
Can a rubber conveyor belt withstand wet plaster slurry?
A premium rubber conveyor belt can easily withstand wet plaster slurry provided it is engineered with water-resistant synthetic polymers and molded, sealed edges. This moisture-proofing prevents liquid from penetrating the internal carcass and rotting the textile reinforcement.
Why are sealed edges non-negotiable?
But wait, there is more… Wet slurry is highly penetrating and will find any exposed fabric on cut edges. If moisture enters the core, mold and rot will destroy the belt from the inside out, causing uneven tracking and complete ply separation.
- Sealed edges: Create a continuous, impenetrable barrier against wet slurry.
- Hydrophobic EP fabric: Resists rot even if mechanical damage exposes the carcass.
- Nitrile-butadiene blends: Resists both moisture and oils used as mold-release agents.
Key Takeaway:Specifying molded, sealed edges is your best defense against moisture-induced carcass rot and tracking distortion.
| Belt Feature | Cut Edge Belt | Sealed Molded Edge Belt | |
|---|---|---|---|
| Water Ingress | High Risk (exposed fabric) | Completely Sealed (zero penetration) | |
| Carcass Rot Risk | High in wet environments | Extremely Low | |
| Splicing Lifespan | Reduced by moisture | Maximized |
Protecting the belt starts with manufacturing design, but it continues with active plant maintenance.
How do you maintain a plaster rubber conveyor belt?

You maintain a plaster rubber conveyor belt by scheduling daily inspections of the scraping systems, washing down the pulleys to prevent gypsum accumulation, and verifying tension alignment. Consistent maintenance prevents abrasive dust from grinding away the outer rubber layer.
What are the daily cleaning requirements?
Think about it: Gypsum dust hardens quickly when left alone. If you do not scrape the belt continuously, dry plaster will build up on your rollers, causing severe tracking errors, belt slipping, and edge damage.
- Adjust scraper pressure: Ensure polyurethane scrapers wipe the belt clean.
- Wash rollers daily: Flush pulleys with water to dissolve plaster film.
- Inspect splices weekly: Catch early signs of cover wear before they expand.
Key Takeaway:Implementing a strict daily cleaning and tracking protocol prevents abrasive buildup from destroying your system prematurely.
| Maintenance Task | Frequency | Targeted Operational Risk | |
|---|---|---|---|
| Scraper Adjustment | Daily | Hardened plaster buildup | |
| Pulley Wash-Down | Daily | Tracking errors and edge wear | |
| Splice Inspection | Weekly | Belt separation and breakage |
Let us explore the mechanical systems that keep the belt tracked perfectly under load.
What stops a plaster rubber conveyor belt from slipping?

A plaster rubber conveyor belt is stopped from slipping by maintaining precise mechanical pulley alignment and utilizing high-friction rubber lagging on the drive pulley. This ensures maximum grip and mechanical traction even under extremely humid casting conditions.
Why does pulley alignment prevent slippage?
Here is the deal: Misaligned pulleys cause uneven tension across the width of the belt. This imbalance leads to localized slipping, fast cover wear, and structural tracking errors that damage the belt edges.
- Pulley lagging: Increases friction coefficients between the belt and pulley.
- Alignment balancing: Ensures uniform tension across the entire belt width.
- Snub take-ups: Increase belt wrap angles to maximize driving force.
Key Takeaway:Keeping your drive pulleys properly aligned and lagged eliminates power loss and belt slippage under heavy mold loads.
| Traction Factor | Plain Steel Pulley | Rubber-Lagged Pulley | |
|---|---|---|---|
| Friction Coefficient | Low (slips when wet) | High (grips in wet conditions) | |
| Slippage Risk | High | Near Zero | |
| Belt Wear Rate | Elevated | Minimal |
For steeper assembly lines, physical surface profiles provide the ultimate mechanical grip.
Which rubber conveyor belt pattern suits steep casting lines?

A patterned or chevron rubber conveyor belt suits steep casting lines by utilizing raised rubber profiles to hold heavy plaster molds in place at high inclines. These vulcanized cleats prevent materials from sliding backward during vertical transit.
How do raised profiles save factory space?
But wait, there is more… If you run a flat belt, your incline is limited to 20 degrees before molds start sliding. Using a chevron pattern allows you to increase that angle up to 45 degrees, saving massive floor space.
- Molded cleats: Provide positive mechanical hold for heavy molds.
- Grip top patterns: Prevent small items and fragments from sliding back.
- Steep inclines: Maximize vertical space, shrinking your line’s footprint.
Key Takeaway:Profiled surface belts are the ideal solution for steep-angle transfers of finished or curing plaster casts.
| Surface Pattern | Maximum Incline Angle | Best Application | |
|---|---|---|---|
| Smooth Surface | 15 to 20 Degrees | Flat, horizontal mold transit | |
| Grip Top Texture | 25 to 35 Degrees | Light cartons and packaged gypsum | |
| Molded Chevron | 35 to 45 Degrees | Heavy wet molds and bulk powder |
Let us discuss how customized designs can resolve unique engineering challenges in your facility.
How do you customize a plaster rubber conveyor belt?

You customize a plaster rubber conveyor belt by choosing specific width, length, ply rating, and cover compounds engineered precisely for your factory’s environmental heat, moisture, and chemical exposure. This bespoke approach guarantees maximum service life and seamless operational integration.
Why is tailored engineering essential?
Think about it: Every casting facility has a completely unique layout and environmental stress load. You cannot expect a generic off-the-shelf belt to handle highly specialized plaster operations without frequent failures.
- Tailored widths: Match your exact mold dimensions to prevent spillage.
- Custom compounding: Resists chemical accelerants used in your specific gypsum mix.
- Cleat spacing: Optimized to prevent molds from colliding during incline transport.
Key Takeaway:Custom-made conveyor systems deliver the exact mechanical properties required to eliminate your specific production bottlenecks.
| Customization Option | Tailored Parameter | Production Benefit | |
|---|---|---|---|
| Cover Thickness | 3mm to 8mm top cover | Absorbs severe mold impact and abrasion | |
| Carcass Material | High-tensile EP fabric | Stops belt stretch on long-distance runs | |
| Cleat Profile | Customized height/angle | Prevents mold slippage on steep vertical lines |
Investing in a custom-tailored system ensures your business remains competitive and highly efficient.
Conclusion
Operating a successful plaster casting line requires absolute control over mechanical vibrations, environmental moisture, and intense thermal drying cycles. Standard belts simply cannot survive this hostile environment, leading to cracked casts and constant, costly downtime. By choosing our specialized multi-ply, heat-rated, and moisture-resistant conveyor systems, you secure a reliable foundation for your automated production line. We provide factory-direct engineering and advanced rubber compounding to eliminate belt slippage, rot, and premature wear in the most demanding casting setups. Our technical team is ready to analyze your line, customize your specifications, and deliver the exact durability your plant deserves. To optimize your casting throughput and eliminate unplanned maintenance stops, please contact us today for a tailored quote and expert engineering consultation.
Frequently Asked Questions
Can I use a standard utility belt in plaster drying ovens?
No, standard utility belts will quickly fail in curing tunnels. High operating temperatures accelerate rubber aging, leading to severe cracking, cover hardening, and ply delamination. For drying ovens, you must specify specialized heat-resistant covers designed to withstand continuous exposure to temperatures up to 150°C.
What’s the best way to prevent plaster buildup on return rollers?
The best way to prevent buildup is to install a continuous scraper and wash-down system. Polyurethane primary scrapers wipe wet slurry from the belt surface before it hardens. Following this with a low-pressure water spray on the return side dissolves any remaining gypsum film, keeping your return rollers clean.
How do I know if my casting line needs a chevron belt?
You need a chevron belt if your conveyor incline exceeds 20 degrees. On smooth belts, heavy molds will slip and slide backward at steep angles, risking product damage. A molded chevron pattern provides the physical traction required to carry molds up to 45 degrees safely.