
Why use a sidewall rubber conveyor belt for bulk materials?
A sidewall rubber conveyor belt is the ideal solution for transporting heavy bulk materials on steep inclines or vertical conveying systems where traditional flat belts fail. Designed with reinforced corrugated sidewalls and cleats, these conveyor belts effectively prevent material rollback, minimize dust pollution, and eliminate costly spillage during transport. By enabling vertical material handling within a compact layout, a sidewall rubber conveyor belt helps maximize factory space, improve conveying efficiency, and reduce operational costs. Widely used in mining, cement, ports, power plants, and industrial processing facilities, this advanced conveyor system ensures reliable, continuous, and safe bulk material transport.
What causes material rollback on steep inclines?
Make no mistake about it: gravity is the enemy of raw materials on standard conveyor runs. When you increase the conveying angle past fifteen degrees, standard rubber covers lose their grip and allow loose aggregates to slide backward.
- Increased material loss and cargo degradation.
- Constant manual cleanup labor in loading zones.
- Major safety hazards from rolling stones.
This backward slippage causes severe blockages and system strain. You are left with high maintenance overhead and restricted output.
How do pocket belts solve the spillage problem?
Let’s face it. Creating individual physical compartments on a moving belt is the only bulletproof way to lift material vertically.
- Complete containment on three sides.
- Continuous pockets acting as mini-elevators.
- Reduced structural footprint in your factory.
By sealing the material inside these moving rubber pockets, you prevent lateral leakage entirely. This pocket design maximizes your throughput capacity per meter.
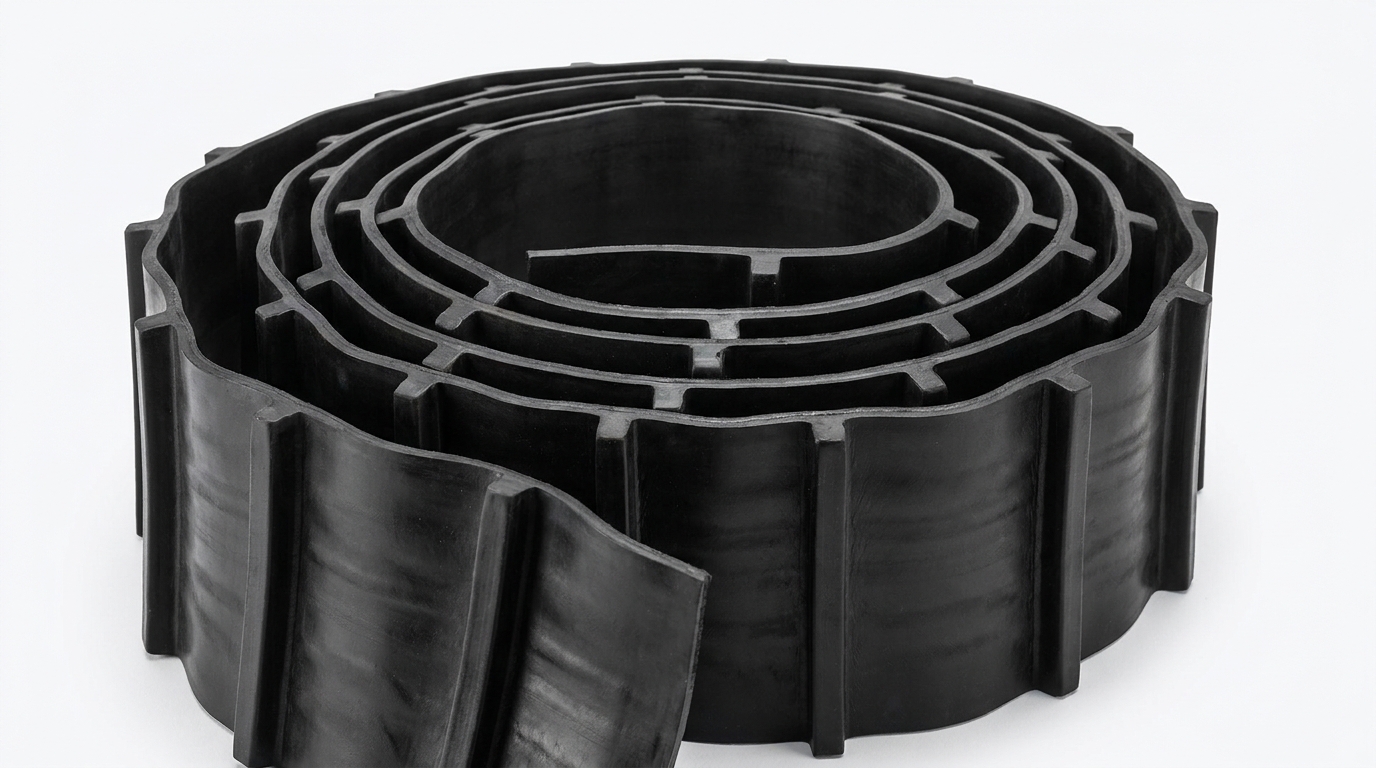
What is the structure of a sidewall rubber conveyor belt?
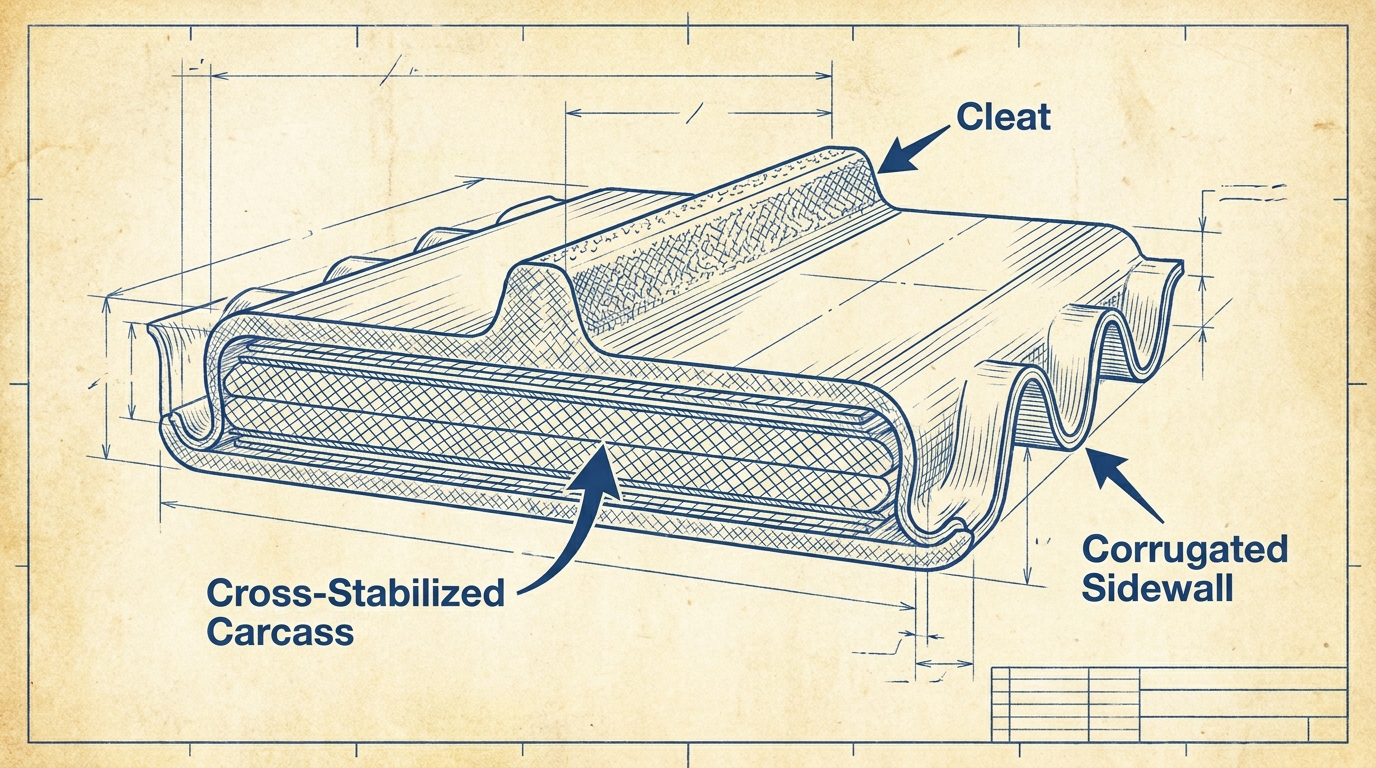
The structural design of a sidewall rubber conveyor belt consists of three main components: a robust, cross-stabilized base belt, corrugated vertical walls, and transverse cleats. This specialized configuration allows you to handle highly dynamic movements and heavy loads without deformation.
Why is base belt cross-rigidity crucial?
Think about it: a standard conveyor belt is designed to trough easily, but pocket systems require complete transverse flatness. Without specialized cross-stabilizing layers, the belt will sag between return idlers and misalign.
- Prevents vertical bowing under heavy cargo loads.
- Ensures clean, straight tracking across your rollers.
- Minimizes mechanical stress on the belt edges.
You need a flat, stable platform to support the heavy vertical walls. High transverse stiffness guarantees your system retains its form over years of operation.
What roles do walls and cleats perform?
Here is why: the vertical corrugated walls act as flexible barriers, while the cleats push the bulk materials upward. They must work in perfect harmony to lock the cargo inside their designated compartments.
- Corrugated walls seal the lateral edges.
- Transverse cleats prevent back-sliding.
- Pocket volume determines hourly handling capacities.
When these components work together, they transform a flat belt into an incredibly efficient continuous elevator. You can trust this layout to handle the toughest payloads easily.
Key Takeaway: Balancing cross-rigidity with flexible vertical pockets ensures the entire system handles extreme inclines without sagging or spilling.
| Belt Component | Main Engineering Role | Operational Advantage | |
|---|---|---|---|
| Base Belt | Provides structural tension and flatness | Prevents sagging on rollers | |
| Corrugated Walls | Forms continuous lateral barriers | Eliminates edge material loss | |
| Transverse Cleats | Drives bulk materials vertically | Stops material sliding back |
Let’s examine how the inner carcass of these systems is designed to support such heavy mechanical demands.
How is the carcass of a sidewall rubber conveyor belt made?

The carcass of a high-performance sidewall rubber conveyor belt is manufactured using multiple plies of high-strength synthetic fabric or reinforced steel cables that are cross-stabilized. You will find that selecting the correct carcass type directly dictates the maximum height and tension your conveyor can safely handle.
When should you choose fabric plies?
Let’s face it. For standard industrial plants and shorter lifting heights, textile plies offer the most cost-effective solution. You get excellent flexibility around drive pulleys combined with light weight.
- Highly cost-effective for small to medium setups.
- High resistance to impact fatigue and tearing.
- Excellent option for compact facility layouts.
You can also specify advanced materials like an aramid conveyor belts core for an incredibly strong, lightweight alternative. This keeps energy consumption low while matching steel strength.
Why is steel cord reinforcement superior for heavy lifting?
But that’s not all. When your operations require extreme vertical lifts, a heavy-duty steel cord conveyor belt carcass is mandatory to prevent elongation.
- Near-zero elongation under maximum load conditions.
- Unmatched tensile strength for extreme vertical heights.
- Highly stable transverse steel breakers to prevent bowing.
This heavy carcass ensures your conveyor maintains its structural shape under thousands of tons of material. You will experience fewer tracking issues and zero structural stretch.
Key Takeaway: Choosing between textile and steel carcasses depends entirely on your system’s vertical height and total tension requirements.
| Carcass Type | Reinforcement Material | Elongation Risk | Ideal Applications | |
|---|---|---|---|---|
| Textile Ply | Synthetic fabric layers | Moderate | Small plants and light cargo | |
| Aramid Mesh | High-strength aramid fibers | Low | Mid-sized heavy installations | |
| Steel Cord | High-tensile steel cables | Near-Zero | Deep mines and vertical lifts |
With the core strength established, the next critical selection involves the protective rubber compounds wrapped around it.
Which covers suit a sidewall rubber conveyor belt system?

You must choose protective rubber covers that match the exact temperature, chemical profile, and abrasiveness of your materials to ensure maximum belt longevity. When configuring your sidewall rubber conveyor belt system, matching the cover compound to the handled materials is your best defense against wear.
How does wear-resistant rubber combat friction?
Make no mistake about it: handling sharp aggregates, crushed stone, or glass cullet will quickly shred low-grade rubber covers. Premium abrasion-resistant covers feature dense molecular structures that stop surface cutting and gouging.
- Protects the load-bearing carcass from impacts.
- Extends overall belt lifetime by up to fifty percent.
- Minimizes the risk of cover delamination over time.
You get a durable shield that easily resists the harsh scraping action of abrasive materials. This simple choice saves you thousands of dollars in premature replacement costs.
When are thermal and oil protections required?
Here is why: conveying hot cement clinker or chemical fertilizers will quickly soften or crack standard rubber. For extreme environments, you should specify a specialized flame retardant conveyor belt grade or oil-resistant rubber.
- Prevents swelling and softening from oils or greases.
- Resists high temperatures up to two hundred degrees.
- Reduces fire risks in enclosed tunnels and silos.
Using these engineered compounds stops the rubber from cracking and crumbling under harsh chemical or thermal stress. You will secure continuous production without sudden breakdowns.
Key Takeaway: Selecting the correct rubber cover compound protects the structural carcass and prevents premature surface cracking in harsh environments.
| Cover Grade | Core Benefit | Temperature Resistance | Common Materials | |
|---|---|---|---|---|
| Abrasion-Resistant | Resists cuts and heavy friction | -20°C to +80°C | Crushed rock, sand, gravel | |
| Heat-Resistant | Resists cracking and hardening | Up to +200°C | Cement clinker, hot slag | |
| Oil/Chemical | Prevents swelling and structural loss | -15°C to +90°C | Oily grains, fertilizers |
Beyond selecting compounds, the physical method used to join these rubber parts together dictates overall system reliability.
How is a sidewall rubber conveyor belt hot vulcanized?

Hot vulcanization chemically bonds the corrugated walls and cleats directly to the base belt under extreme heat and pressure, creating a single unified structure. This robust manufacturing method guarantees that your sidewall rubber conveyor belt remains highly durable and free from component peeling under extreme mechanical stress.
Why is hot vulcanization superior to cold bonding?
Let’s face it. Cold-glued components simply cannot survive the shearing forces of heavy industrial conveying. The joints will eventually dry out, peel, and detach under load.
- Eliminates the risk of sudden component peeling.
- Achieves a seamless chemical bond at the base.
- Highly resistant to constant bending fatigue.
You get a single, indestructible unit that easily handles the intense pulling forces of vertical operations. Hot vulcanized belts outlast cold-bonded alternatives by years.
How does joint integrity prevent bulk leakage?
Think about it: even a tiny gap between the wall and the base belt will allow fine dust and moisture to escape. Vulcanization seals every single microscopic seam completely.
- Prevents fine material from slipping under the walls.
- Keeps moisture out of the inner carcass plies.
- Ensures clean, eco-friendly plant operations.
When you secure absolute seam integrity, you protect both your belt and the surrounding plant equipment. This makes your cleanups faster and operations much smoother.
Key Takeaway: Hot vulcanization is the only reliable method to chemically fuse walls and cleats, preventing mechanical peeling and fine material leakage.
| Joint Method | Lifespan Potential | Risk of Peeling | Best Use Case | |
|---|---|---|---|---|
| Cold Bonding | Short to Moderate | High under shear | Temporary repairs and light cargo | |
| Hot Vulcanization | Maximum | Negligible | Heavy B2B mining and vertical runs |
With a strong vulcanized bond secured, you must next examine the specific shapes of the cleats that drive materials upward.
What cleats belong on a sidewall rubber conveyor belt?
Choosing the correct cleat profile depends entirely on your specific material characteristics and the incline angle of your system. When selecting your sidewall rubber conveyor belt, matching the cleat shape to your material ensures maximum carrying efficiency.
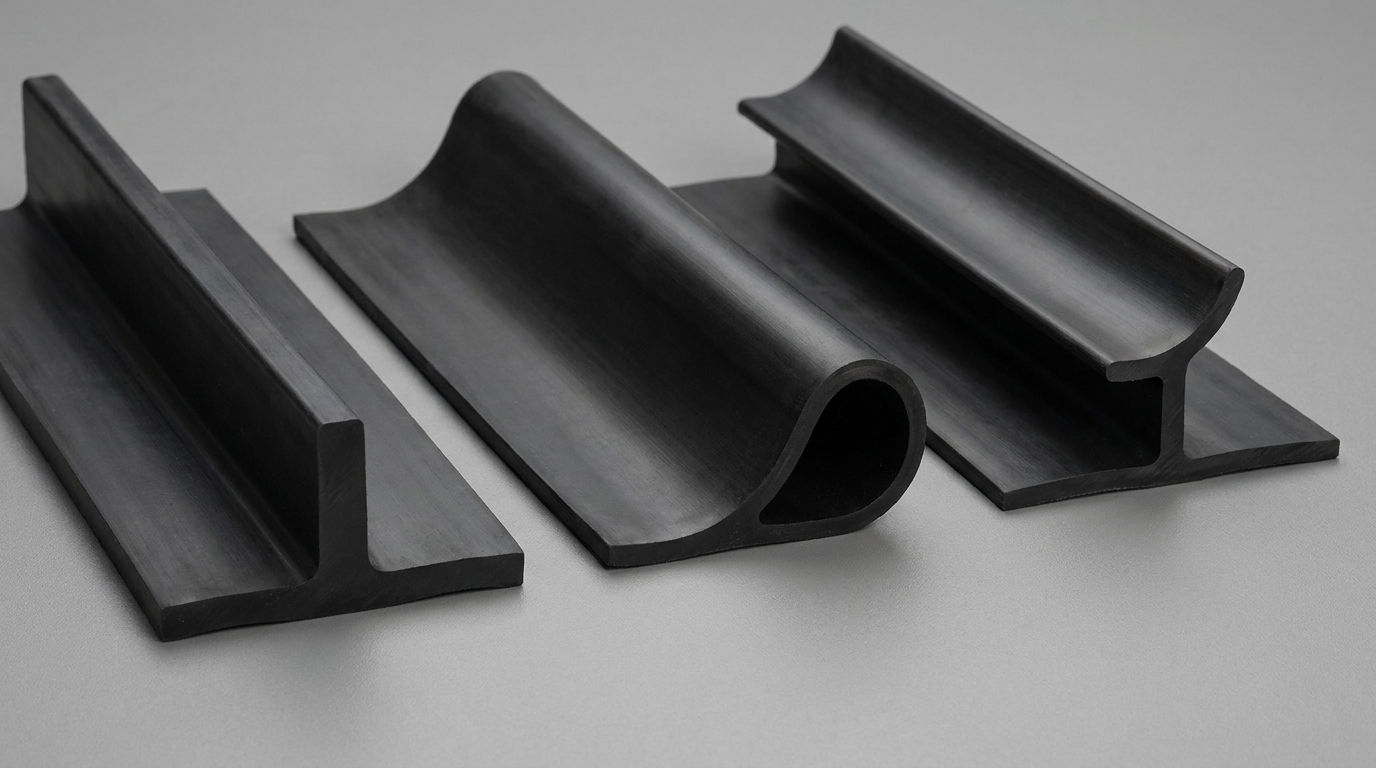
Which cleat profiles suit different incline angles?
Believe it or not: using the wrong cleat shape can reduce your conveying capacity by half. Cleats are designed in specific geometries to keep material pockets full at steep inclines.
- T-Type cleats for moderate incline angles under forty degrees.
- C-Type cleats for steep angles up to sixty degrees.
- TC-Type cleats for extreme angles and vertical runs.
You can also choose a chevron conveyor belt configuration if you have moderate angles and do not require full vertical walls. However, for full vertical lifting, the robust TC profile is always your best option.
How does cleat spacing affect material flow?
Here is the key: placing your cleats too far apart allows fine materials to slide backward within the pocket. Proper spacing creates stable containment zones for continuous, high-volume material flow.
- Smaller spaces prevent rollback of fine sands.
- Wider spacing is ideal for large, chunky materials.
- Keeps material feeding uniform and consistent.
Calculating this balance correctly keeps your production lines running smoothly and prevents bottlenecks at the discharge point. You will achieve maximum hourly volume with ease.
Key Takeaway: Matching cleat geometry and spacing to your incline angle is crucial to preventing material slippage and maximizing transport capacity.
| Cleat Profile | Design Shape | Incline Range | Best Material Match | |
|---|---|---|---|---|
| T-Type | Vertical straight bar | Up to 40 Degrees | Fine powders and grains | |
| C-Type | Slightly angled scoop | 40 to 60 Degrees | Coal, gravel, aggregates | |
| TC-Type | Deep pocket scoop | 60 to 90 Degrees | Heavy ores, wet soils, clay |
While cleats drive the material upward, the vertical walls must have a specialized wavy design to navigate pulleys safely.
Why must a sidewall rubber conveyor belt be corrugated?

Corrugated walls are designed to expand and contract like an accordion, allowing the belt to bend smoothly around pulleys without cracking or tearing. This wave design ensures your sidewall rubber conveyor belt remains highly flexible while maintaining a perfect lateral seal.
How does wave corrugation prevent mechanical tearing?
Make no mistake about it: a flat vertical rubber wall would quickly buckle, fold, and split when passing over drive drums. The corrugated wave pattern distributes bending stresses evenly along the outer edge.
- Absorbs high elongation tension during pulley wrapping.
- Eliminates localized stress points at the wall base.
- Delivers highly stable flex life over millions of cycles.
You avoid the premature cracking that destroys standard straight-walled belts. This engineered flexibility keeps your system operating continuously without sudden failures.
How do pitch and height affect flexibility?
Think about it: taller walls require wider wave pitches to flex properly without folding. Matching the height and pitch of your corrugations to your pulley sizes is a vital engineering requirement.
- Symmetrical waves prevent folding blockages.
- Correct pitch keeps the wall flat on linear runs.
- Protects the structural edges from rubbing.
When you align these dimensions correctly, your belt moves seamlessly over both drive pulleys and deflection wheels. This design translates to quiet, low-vibration operation.
Key Takeaway: Wave corrugation acts as a flexible expansion joint, allowing vertical walls to bend around pulleys without cracking or losing their seal.
| Wave Feature | Typical Dimension Range | Flex Impact | Primary Engineering Focus | |
|---|---|---|---|---|
| Wall Height | 40mm to 630mm | High heights require larger pulleys | Determines max pocket volume | |
| Corrugation Pitch | 25mm to 83mm | Wider pitch allows sharper bends | Prevents folding compression |
This flexible, durable configuration makes these systems the ideal choice for several of the world’s most demanding industries.
Where is a sidewall rubber conveyor belt most useful?

This system is most useful in space-constrained industrial environments such as cement plants, deep mining operations, and large power stations where vertical lifting is mandatory. Operating a sidewall rubber conveyor belt allows you to bypass multiple complex transfer chutes and combine horizontal and vertical transport into a single continuous run.
Why are pocket systems vital in cement and steel mills?
But that’s not all. Cement and steel facilities must move highly abrasive clinkers, coal powders, and ores into tall silo complexes. They rely on these enclosed vertical routes to keep dust levels low.
- Compact vertical lifting directly into processing silos.
- Complete containment of fine, dusty raw materials.
- Low overall power draw compared to bucket elevators.
You get a clean, highly efficient solution that fits into narrow plant footprints. This keeps your environmental compliance simple and your work areas safe.
How do mining and tunneling projects benefit?
Let’s face it. Excavating massive horizontal tunnels just to transport rocks to the surface is incredibly expensive. Underground operations use vertical shafts and pipe conveyor belt setups or vertical pocket belts to lift materials directly.
- Direct vertical lifting saves millions in tunneling costs.
- Highly resistant to harsh underground moisture and mud.
- Compact footprint fits easily inside narrow shafts.
By replacing winding transport roads with a single vertical conveyor, you slash diesel haulage costs. This choice dramatically boosts your plant’s overall productivity.
Key Takeaway: Vertical pocket belts eliminate complex transfer points in cement, steel, and mining, reducing power draw and environmental dust.
| Industry | Primary Cargo | Incline Angle | Key Operational Benefit | |
|---|---|---|---|---|
| Cement Production | Hot clinker, gypsum, limestone | 45 to 90 Degrees | Drastic dust reduction and space savings | |
| Mining / Tunneling | Iron ore, coal, excavated rock | 60 to 90 Degrees | Vertical shaft lifting with zero diesel costs | |
| Power Plants | Crushed coal, fly ash, slag | 35 to 75 Degrees | Reliable, continuous boiler feeding |
To capture these heavy-duty benefits, you must know how to size and specify your belt system correctly.
How do you select a sidewall rubber conveyor belt?

You select the correct belt by calculating your required hourly tonnage, your maximum material lump size, and your system’s exact vertical incline. Specifying a sidewall rubber conveyor belt without analyzing these physical parameters will lead to rapid wear and premature system failure.
What parameters determine the belt width and capacity?
Look at the facts: a belt that is too narrow will cause material blockages, while one that is too wide wastes energy. You must size the pockets to clear your largest material lumps easily while meeting your target flow rates.
- Pocket width must be three times larger than maximum lumps.
- Pocket depth dictates the total hourly volume capacity.
- Edge clearance margins ensure stable belt tracking.
This careful sizing guarantees that your materials move smoothly without spilling over the side walls. You will keep your daily production predictable and highly profitable.
How do you align maintenance and operational specifications?
Believe it or not: setting up a structured maintenance routine is the easiest way to double your belt’s operational lifespan. You must regularly inspect your tracking rollers and clean the pockets to prevent material carryback.
- Inspect tracking to prevent sidewall edge rubbing.
- Clean pockets using air knives or pocket beaters.
- Monitor the joint seams for early signs of wear.
Taking these simple preventive steps ensures your investment continues to deliver peak performance for years. If you need custom sizing advice, feel free to contact us today to get tailored guidance from our experts.
Key Takeaway: Proper belt selection requires a careful balance of pocket volume, lump size clearance, and a structured cleaning routine.
| Selection Factor | Engineering Metric | Critical Operational Risk | Solution Approach | |
|---|---|---|---|---|
| Capacity Volume | Tonnage per hour | Pocket overflow and spillage | Optimize wall height and pitch | |
| Lump Size | Millimeters | Structural blockages and damage | Ensure pocket is 3x larger than lumps | |
| Alignment Tracking | Millimeters of drift | Sidewall cracking and wear | Use self-aligning tracking rollers |
Let us address the most common technical questions that operators raise when managing these advanced pocket systems.
How to resolve sidewall rubber conveyor belt concerns?

Resolving technical concerns with a sidewall rubber conveyor belt involves identifying tracking errors, verifying pulley diameters, and applying specialized cleaning solutions. Keeping your operational parameters closely monitored prevents minor wear issues from turning into expensive