A rubber corrugated sidewall conveyor belt is an advanced material handling solution designed to transport bulk materials efficiently at steep inclines and even vertical angles without spillage. Featuring flexible corrugated sidewalls and reinforced cleats, these conveyor belts create secure carrying pockets that prevent material rollback and maximize conveying capacity. In demanding industrial environments such as mining, cement production, plaster processing, and bulk material handling, a rubber corrugated sidewall conveyor belt helps reduce material loss, optimize factory space, and improve operational efficiency. Its durable construction, high load-carrying capability, and reliable performance make it an ideal solution for facilities seeking increased productivity and reduced maintenance costs.
What Is a Durowall Sidewall System?
A Durowall sidewall system is a high-performance, steep-angle bulk handling solution built around a rubber corrugated sidewall conveyor belter conveyor belt to pocket materials securely. This structural design uses corrugated rubber vertical walls and lateral cleats to carry materials up extreme inclines without backsliding.
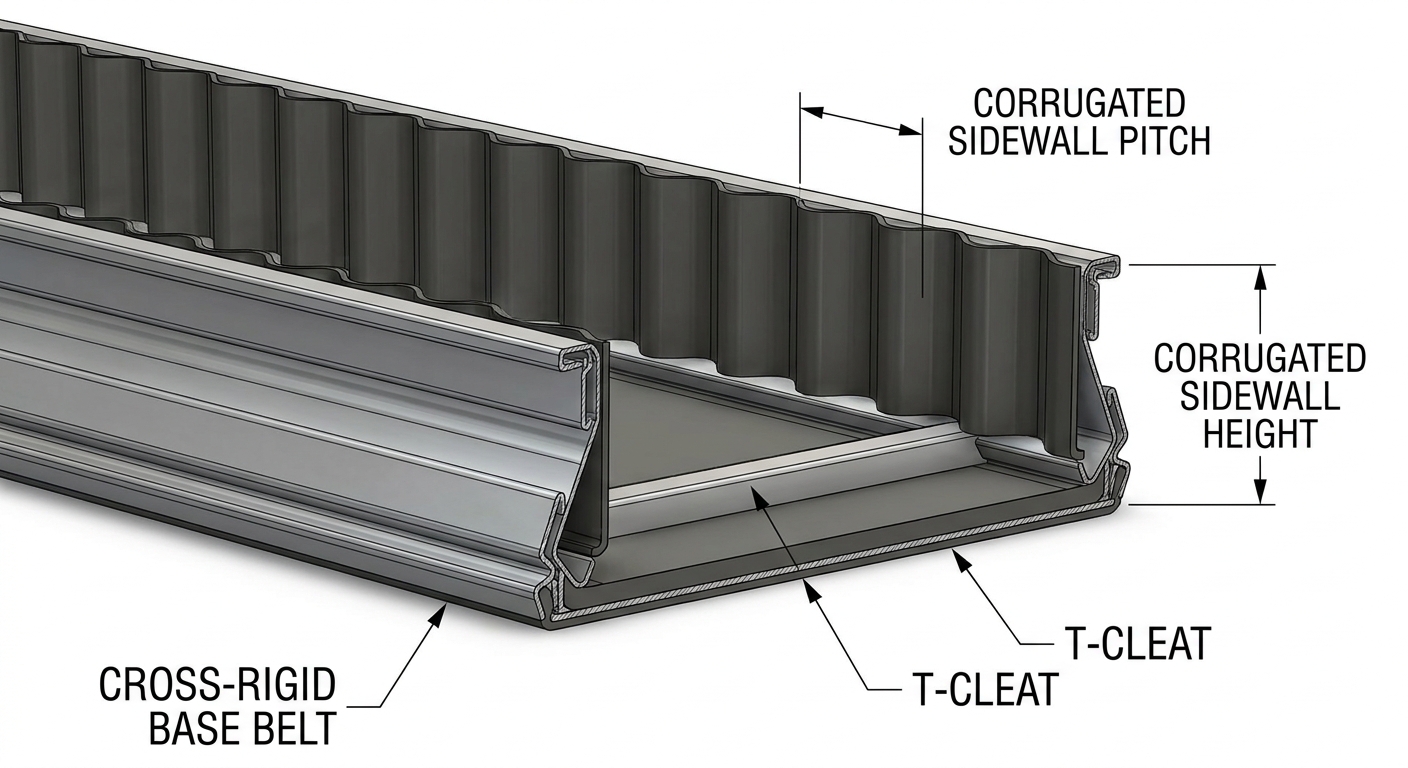
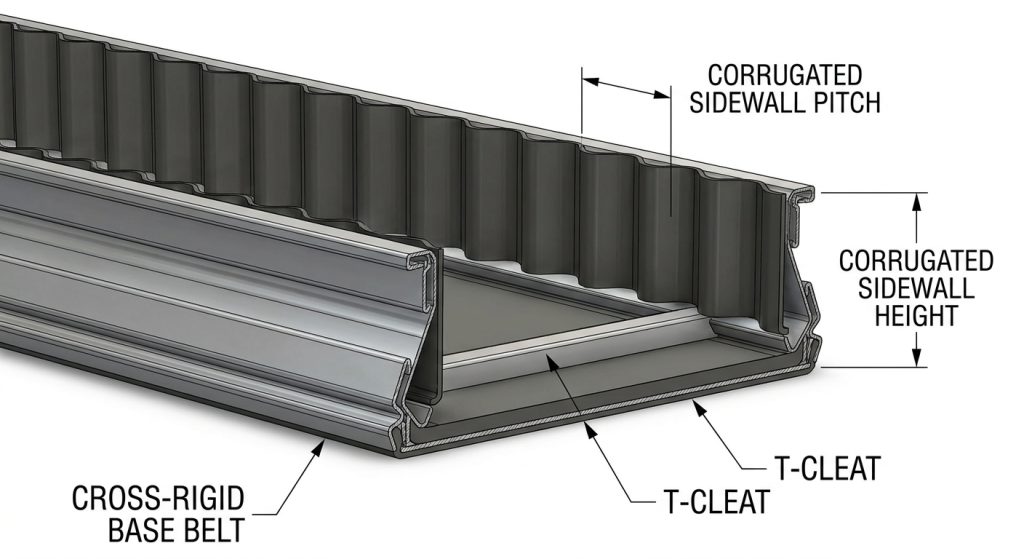
Anatomical Breakdown of a Corrugated Belt
You need to understand the mechanical components that make this vertical lifting system possible.
Here is the deal:
- Cross-Rigid Base Belt: The structural foundation that resists horizontal bending.
- Corrugated Sidewalls: Vertical rubber profiles that keep bulk materials contained on the sides.
- Transverse Cleats: Lateral profiles that act as shelves to lift the material up steep slopes.
How Do Sidewalls Differ from Flat Belts?
Standard flat systems are limited by gravity and cannot convey materials at angles steeper than eighteen degrees.
But that is not all. This pocketed layout utilizes up to seventy-five percent of the belt width for conveying, completely eliminating the need for stationary side skirts.
Key TakeawayStandard flat conveyors fail on high-incline runs because gravity causes materials to slide backward. Utilizing a corrugated pocket design solves this structural limitation by mechanically trapping materials in enclosed traveling compartments.
| Metric | Flat Conveyor Belting | Corrugated Sidewall Belting | |
|---|---|---|---|
| Maximum Incline | Up to 18 Degrees | Up to 90 Degrees (Vertical) | |
| Side Spillage Risk | High without skirts | Zero due to continuous walls | |
| Volumetric Load Capacity | Limited by trough angle | Maximized by deep pocket pockets |
This comparative data proves that corrugated walls offer far superior spatial and volumetric efficiency.
How Do These Complex Conveyors Operate?

These complex conveyors operate by pocketing bulk materials between heavy-duty rubber barriers and utilizing high-rigidity transverse plies to prevent lateral bending. This specific system relies on a rubber corrugated sidewall conveyor belt er conveyor belt that remains stable under high vertical tension.
The Mechanics of Steep-Angle Transport
When the belt travels along its path, bulk material is loaded horizontally before transitioning to a steep vertical rise.
Think about it:
- Volumetric Pocket Retention: Keeps materials perfectly pocketed at ninety-degree vertical lifts.
- Deflection Wheel Guidance: Redirects the belt path smoothly from horizontal to vertical runs.
- Centrifugal Discharge: Ensures materials cleanly eject at the head pulley transition.
Preventing Lateral Deformations Under Load
High lateral loads at transition curves put immense pressure on the belt carcass.
Why does this matter? Without built-in transverse stiffness, the belt will sag or bow inward under heavy loads, causing tracking issues.
Key TakeawayTransitioning from horizontal feeding to vertical lifting requires extreme lateral stiffness. Transverse reinforcement plies keep the belt stable under deflection wheels, preventing premature structural damage.
| Force Type | Impact on Standard Belts | Corrugated Belt Response | |
|---|---|---|---|
| Lateral Deflection | Causes deep cupping/sagging | Resisted by cross-rigid weft plies | |
| Longitudinal Flex | Restricts pulley wrapping | Accommodated by flexible rubber matrix | |
| Edge Tension | Leads to cracking and tearing | Handled by thick vulcanized borders |
Proper structural reinforcement ensures the belt handles both lateral pressure and longitudinal flexibility without breaking.
Who Uses a Corrugated Sidewall Conveyor?

A corrugated sidewall conveyor is widely used by industrial operations that handle abrasive bulk solids under tight space constraints. These facilities rely on a heavy-duty rubber corrugated sidewall conveyor belter conveyor belt to transport high-density materials like iron ore, cement clinker, and coal vertically.
Heavy Industries: Mining, Steel, and Cement
Heavy mineral extraction and processing demand incredibly robust transport solutions that resist severe abrasion.
Look at it this way:
- Ore Processing: Lifts heavy crushed iron ore up to vertical heights exceeding one hundred meters.
- Cement Mills: Safely transports hot limestone and clinker into processing silos.
- Steel Foundries: Handles abrasive slag and additives under extreme operating temperatures.
Critical Infrastructure: Waste and Power Plants
Modern waste-to-energy and municipal recycling facilities require continuous, clean material flow.
But that is not all. Coal-fired power stations and wastewater treatment plants also use these systems to move materials within tight urban footprints.
Key TakeawayHeavy industrial plants rely on corrugated sidewalls to handle materials with high bulk densities. Specifying the correct rubber compound is critical to protecting the belt from extreme heat and severe abrasion.
| Industry Sector | Primary Material | Dominant Belt Challenge | |
|---|---|---|---|
| Mining Operations | Crushed copper, coal, iron ore | Severe impact and continuous cutting | |
| Cement Plants | Fine limestone, hot clinker | High heat degradation (up to 150°C) | |
| Power Generation | Sub-bituminous coal, biomass | Dust containment and flame retardancy |
This sector-specific analysis highlights the importance of matching the elastomer compound to your material properties.
How Are the Individual Components Made?

The individual components are made through advanced calendering, continuous extrusion, and high-pressure vulcanization. This complex process produces a rubber corrugated sidewall conveyor belt er conveyor belt that is highly resistant to delamination.
The Base Belt Calendering and Curing Process
The base belt carcass is constructed by layers of polyester and nylon fabric pressed between raw rubber covers.
Here is the deal:
- Elastomer Compounding: Mixing premium rubbers with curing agents to maximize tear resistance.
- Fabric Calendering: Pressing the reinforcement fabric sheets into the rubber layers.
- Hydraulic Press Vulcanization: Curing the assembly under high heat and pressure.
Molding the Rubber Sidewalls and Cleats
To form the corrugated walls and cleats, specialized extrusion dies and injection molds are used.
The best part? These individual parts are then bonded to the base belt through a precise vulcanization process to create a single, unified structure.
Key TakeawayHigh-quality components require high-pressure vulcanization. This chemical bonding prevents the sidewalls and cleats from peeling away from the base belt under continuous stress.
| Component Part | Manufacturing Method | Primary Quality Standard | |
|---|---|---|---|
| Base Carcass | Multi-roll fabric calendering | Tensile strength (N/mm rating) | |
| Corrugated Wall | Continuous die extrusion | Flex-fatigue resistance cycles | |
| Lifting Cleat | High-pressure press molding | Tear resistance and shear strength |
Integrated manufacturing steps ensure that every component works together without mechanical failure.
Why Choose a Corrugated Sidewall Design?

You should choose a corrugated sidewall design because it drastically reduces your horizontal space footprint while offering outstanding material containment. Implementing a rubber corrugated sidewall conveyor belter conveyor belt allows you to lift materials vertically up to ninety degrees.
Space Optimization: Vertical vs. Flat Layouts
Standard conveyors require massive horizontal distances to lift materials even a few meters.
Think about it:
- Footprint Reduction: Saves up to ninety percent of valuable land space.
- Structural Optimization: Eliminates the need for multiple long conveyor galleries.
- Civil Works Savings: Minimizes concrete foundation work and steel framework.
Eliminating Spillage and Material Loss
Material spillage is a major safety and environmental hazard in high-capacity bulk plants.
But that is not all. Fully enclosing the material within the traveling pockets ensures that even fine powders can be transported without leaking.
Key TakeawayOpting for a vertical corrugated conveyor eliminates the need for expensive intermediate transfer towers. This single-run system prevents material spillage while saving valuable plant space.
| Design Parameter | Traditional Troughed Conveyor | Vertical Corrugated System | |
|---|---|---|---|
| Horizontal Run Required | ~185 meters (for 50m lift) | ~15 meters total footprint | |
| Transfer Points Needed | Multiple step-up towers | Single continuous lift | |
| Dust Control Level | Low (exposed surface area) | High (fully enclosed casing) |
This comparative data proves that vertical pocket systems provide superior efficiency at a lower overall cost.
What Defines a Cross-Rigid Base Belt?

A cross-rigid base belt is defined by its specialized internal reinforcement plies that provide outstanding lateral stiffness while allowing longitudinal flexibility. This ensures the rubber corrugated sidewall conveyor belt er conveyor belt remains flat on the return run and wraps smoothly around drive pulleys.
Understanding Transverse Stiffness
Transverse stiffness is the belt’s ability to resist horizontal bending or sagging under heavy material loads.
Look at it this way:
- Weft Ply Reinforcement: Stiff monofilament fibers are laid crosswise inside the carcass.
- No Sagging: Keeps the belt completely flat as it travels over stub support rollers.
- Accurate Tracking: Prevents edge wear by keeping the belt centered along the rollers.
Longitudinal Flexibility for Pulley Wrap
While the belt must resist lateral bending, it must also remain highly flexible along its length to navigate pulleys.
Why does this matter? If the carcass is too rigid in the longitudinal direction, it will crack and delaminate when wrapping around drive pulleys.
Key TakeawayA high-quality base carcass must balance two conflicting engineering requirements. It must have high transverse stiffness to support heavy loads, combined with high longitudinal flexibility for smooth pulley travel.
| Ply Specification | Transverse Rigidity (N/mm) | Minimum Pulley Diameter | |
|---|---|---|---|
| Light XE-Ply Carcass | High | 250 mm | |
| Medium XE-Ply Carcass | Very High | 400 mm | |
| Heavy XE-Ply Carcass | Maximum | 500 mm |
Selecting the right ply specification prevents structural failure and extends the service life of your conveyor.
Where Does a Vertical Sidewall Belt Excel?

A vertical sidewall belt excels in applications that require high-capacity material transport up steep inclines or straight vertical paths. Utilizing a rubber corrugated sidewall conveyor belter conveyor belt in these situations allows you to move materials within tight spatial footprints.
Managing High Inclines Up to Ninety Degrees
High-inclination conveying allows you to move bulk materials straight up without backsliding.
Think about it:
- 90-Degree Vertical Lift: Moves heavy materials vertically in a compact footprint.
- Maximum Space Savings: Drastically reduces the floor space required for material transport.
- Stable Handling: Keeps materials securely pocketed inside the traveling pockets.
Eliminating Transfer Points and Dust
Continuous pocket conveying removes the need for multiple drop-offs and intermediate chutes.
But that is not all. Eliminating transfer points reduces material degradation and significantly lowers dust emissions on site.
Key TakeawayMoving materials on a single, continuous vertical run eliminates intermediate transfer points. This design lowers maintenance costs, protects material quality, and minimizes airborne dust.
| Operational Metric | Multi-Stage System | Continuous Vertical Belt | |
|---|---|---|---|
| Maintenance Frequency | High (multiple drives) | Low (single drive motor) | |
| Material Degradation | High (impact drops) | Low (retains in pocket) | |
| Dust Emission Level | High at chute transfers | Extremely Low (enclosed run) |
This comparison shows that continuous vertical systems are far cleaner and more reliable than multi-stage systems.
Which Cleat Profile Best Fits Your Angle?

The cleat profile that best fits your angle is determined by the steepness of the incline and the flowability of your material. The pocket geometry of the rubber corrugated sidewall conveyor belt er conveyor belt must be matched to your material’s properties.
Comparing T-Cleats, C-Cleats, and Scoop Designs
Cleat profiles are designed to act as physical shelves that lift materials up steep slopes.
Here is the deal:
- T-Cleat (Straight): Ideal for inclines up to forty degrees.
- C-Cleat (Scooped): Best for steep angles up to sixty degrees.
- TC-Cleat (Deep Scoop): Designed for vertical lifts up to ninety degrees.
Selecting Cleats Based on Flowability
Free-flowing and sticky materials behave very differently during transport and discharge.
The best part? Selecting the correct cleat spacing and height prevents both backsliding and material buildup inside the pockets.
Key TakeawayCleat selection must balance the incline angle and the material’s properties. While scooped TC-cleats are ideal for vertical lifts, sticky materials require open-profile cleats to ensure a clean discharge.
| Cleat Type | Incline Suitability | Best Material Match | |
|---|---|---|---|
| T-Cleat | Up to 40 Degrees | Large rocks, abrasive ore | |
| C-Cleat | 40 to 60 Degrees | Sand, wet gravel, coal | |
| TC-Cleat | 60 to 90 Degrees | Fine powders, dry granules |
Specifying the correct cleat shape ensures maximum material retention and reliable discharge.
How Do You Splice a Sidewall Conveyor Belt?

You splice a sidewall conveyor belt using hot vulcanization, cold bonding, or mechanical fasteners depending on your system’s load requirements. For high-tension systems, hot vulcanization of the rubber corrugated sidewall conveyor belter conveyor belt carcass is highly recommended.
Step-by-Step Hot Vulcanization Methods
Hot vulcanization provides the strongest and most durable joint for heavy-duty conveyor belts.
Look at it this way:
- Ply Stripping: Step the fabric plies to create matching overlaps.
- Surface Preparation: Clean and buff the exposed plies before joining them.
- Gum Layup: Apply uncured vulcanizing rubber sheets between the stepped plies.
Cold Bonding and Mechanical Fastening
Cold chemical bonding and mechanical fasteners offer faster installation times during emergencies.
Why does this matter? While mechanical fasteners are fast to install, they can damage rollers and cause wear points in high-tension vertical systems.
Key TakeawayHot vulcanization remains the gold standard for splicing high-tension vertical belts. It provides up to ninety-five percent of the parent belt’s strength, preventing joint failure.
| Joint Method | Installation Time | Relative Joint Strength | |
|---|---|---|---|
| Hot Vulcanization | 8 to 12 Hours | 90% to 95% of Parent Belt | |
| Cold Bonding | 4 to 6 Hours | 65% to 75% of Parent Belt | |
| Mechanical Fasteners | 1 to 2 Hours | 50% to 60% of Parent Belt |
This comparative data indicates that hot vulcanization is the most reliable option for long-term operations.
How Do You Select the Correct Dimensions?

You select the correct dimensions by calculating your required volumetric capacity, material lump size, and system clearance. Choosing the right dimensions for your rubber corrugated sidewall conveyor belt er conveyor belt ensures high capacity and prevents material spillage.
Sizing Sidewall Heights for Maximum Capacity
Sidewall height must be chosen carefully to handle both your average throughput and surge loads.
Think about it:
- Sizing Rule: The sidewall height must be at least two times the size of your largest material lump.
- Volume Calculation: Ensure the pocket volume can handle surge loads without overflowing.
- Clearance Space: Confirm the selected wall height clears all deflection wheels and support structure.
Determining Cleat Spacing for Zero Rollback
Cleat spacing determines how much material stays in each pocket during steep lifts.
But that is not all. Proper spacing is calculated based on your conveyor’s incline angle and the material’s angle of repose to prevent rollback.
Key TakeawayTo prevent rollback and material spillage, size your sidewall height to twice the largest material lump and space your cleats based on the material’s angle of repose.
| Material Lump Size | Required Sidewall Height | Recommended Cleat Spacing | |
|---|---|---|---|
| Fine Powders (<10mm) | 40 mm to 60 mm | 120 mm to 150 mm | |
| Medium Aggregates (<40mm) | 80 mm to 120 mm | 180 mm to 250 mm | |
| Large Ores (<100mm) | 160 mm to 240 mm | 300 mm to 400 mm |
Correct sizing coordinates material size and pocket volume to ensure smooth, high-capacity vertical conveying.
Optimizing your heavy material transport requires durable, high-performance vertical systems. Standard flat belts can cause spillage and slow down your operations. By upgrading to a high-capacity corrugated sidewall system, you can reduce your spatial footprint, prevent material loss, and increase overall throughput.
Our team of engineers is ready to help you design, size, and specify the perfect belt configuration for your facility’s requirements. To get started on optimizing your vertical material transport, contact us today to receive a custom design worksheet and a free quote.
Frequently Asked Questions
Can I use a corrugated sidewall conveyor belt for hot materials?
Yes, you can use these belts for hot materials by specifying heat-resistant rubber compounds. SBR or EPDM elastomers are formulated to withstand continuous temperatures up to one hundred and fifty degrees Celsius, preventing the rubber from cracking and hardening.
What’s the best cleat profile for a vertical ninety-degree lift?
The best choice for a ninety-degree lift is a fabric-reinforced TC-cleat profile. This scooped design acts as a secure bucket that holds granular materials and prevents them from spilling backward.
How do I know if my base belt has enough transverse stiffness?
You can tell by checking if the belt remains flat and does not sag or cup along the return run idlers. If the belt bows or sags under load, it indicates that your carcass lacks the required cross-rigid reinforcement.
Can I repair a damaged corrugated sidewall on-site?
Yes, you can repair minor sidewall damage on-site using cold chemical bonding compounds. For major tears or structural damage, hot vulcanization or replacing the section is required to restore the belt’s full strength.
How do I know if my cleat spacing is correct for my material?
You will know your spacing is correct if your pockets discharge cleanly and you experience zero material rollback during steep lifts. If material rolls over the cleat tips, your cleats are spaced too far apart or need a scooped profile.