Leading steel cord rubber conveyor belt suppliers provide high-strength conveying solutions engineered for the most demanding industrial environments, including foundries, plasterboard production lines, mining operations, and bulk material handling facilities. These conveyor belts combine high-tensile steel cord reinforcement with advanced rubber compounds to deliver exceptional tensile strength, low elongation, superior impact resistance, and outstanding thermal stability. By partnering with experienced steel cord rubber conveyor belt suppliers, industrial companies can reduce downtime, improve production efficiency, and ensure reliable long-distance material transport under extreme operating conditions. Customized belt designs and precision-molded profiles further enhance performance, durability, and operational reliability.
What is plaster casting in conveyor manufacturing?
Plaster casting in conveyor manufacturing is a specialized molding process that uses high-precision gypsum molds to shape intricate rubber accessories, profiles, and sidewalls for heavy-duty belts. Partnering with professional steel cord rubber conveyor belt suppliers allows you to combine these custom-cast rubber geometries with high-strength steel foundations. This ensures your custom belt accessories maintain a perfect mechanical fit and do not delaminate under intense mechanical loads.

Understanding the casting mold process
Let’s look closer at how this works:
The manufacturing crew pours a liquid gypsum plaster slurry over a highly accurate master pattern to form a negative mold. Once dried, this porous plaster structure allows trapped air and micro-moisture to escape easily during rubber vulcanization.
- Liquid slurry transition: Pouring gypsum plaster of Paris over a physical master design pattern.
- Mold dehydration: Baking the negative plaster cavity to remove all residual water content.
- Rubber compound injection: Pressing raw elastomer into the dried plaster mold for precision curing.
Why use plaster molds for complex parts?
Here is why this matters:
Traditional steel tooling is incredibly expensive and slow to modify for low-volume custom parts. Plaster molds can be easily broken away to release complex under-cuts, guaranteeing an exceptionally smooth finish that minimizes friction during material handling.
- Lower initial tooling costs: Reduces prototype and short-run setup costs by up to seventy percent.
- Intricate detail replication: Easily replicates micron-level textures and zero-draft vertical ribs.
- Rapid design modifications: Allows manufacturers to create new molds from 3D-printed patterns within hours.
Key Takeaway: Plaster-cast molding represents the most cost-effective technique to manufacture customized rubber profiles with intricate geometries before mounting them on steelcord belts.
| Tooling Parameter | Plaster Casting Molds | CNC-Machined Steel Molds | |
|---|---|---|---|
| Initial Tooling Cost | Very Low | Exceptionally High | |
| Lead Time | 2 to 4 Days | 3 to 6 Weeks | |
| Surface Finish Quality | Extremely Smooth | Machined / Polished | |
| Design Flexibility | Excellent for Under-cuts | Limited by Tool Paths |
Reviewing these mold parameters demonstrates why plaster casting offers unmatched agility and financial savings during the design validation phase.
How does steelcord belt construction work?
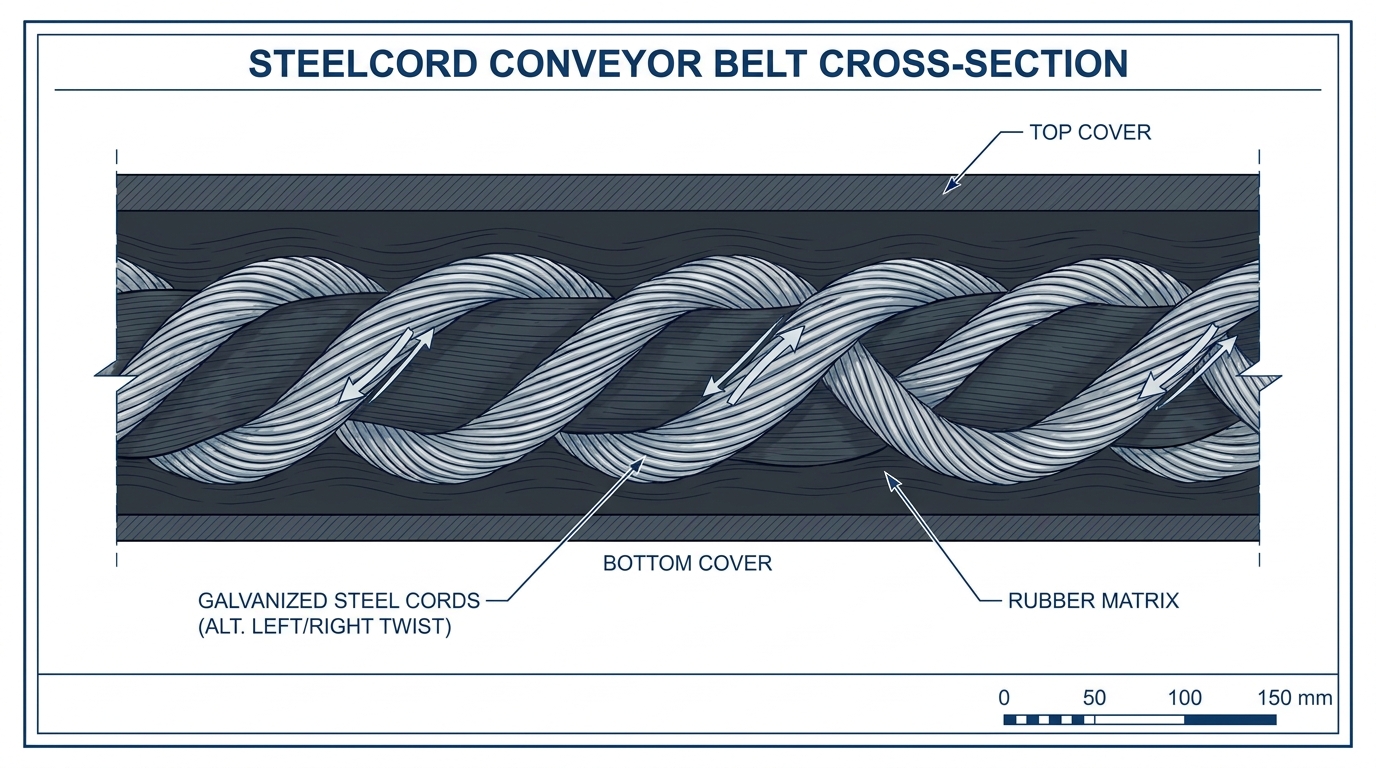
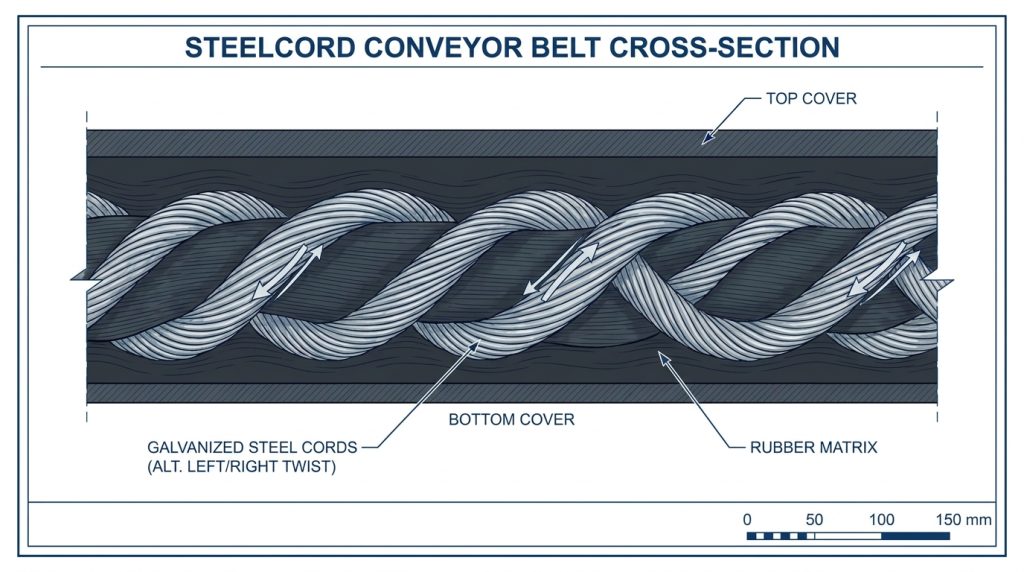
Steelcord conveyor belt construction works by embedding longitudinal zinc galvanized steel cables into high-elasticity rubber matrixes to provide unmatched tensile strength and near-zero elongation. Working with top steel cord rubber conveyor belt suppliers ensures that your belts are engineered with uniform cable spacing to prevent structural imbalance during operation. This advanced configuration allows industrial plants to convey massive payloads over miles without belt stretch.
The role of zinc galvanized steel cords
Think about it this way:
The internal steel cables act as the main skeletal structure that bears the entire driving tension of the conveyor. Zinc galvanization is critical because it forms a protective barrier that prevents moisture-induced oxidation if the cover gets gouged. Industrial operators often choose to pair these heavy-duty setups with specialized aramid conveyor belts or robust steelcord systems to maximize structural life under high tension.
- Zinc galvanized cables: Resists rust and moisture damage in wet mining environments.
- Staggered twist patterns: Alternating left-hand and right-hand cord twists to prevent belt drift.
- Multi-strand engineering: Balances high-tensile breaking strength with excellent pulley flexing.
How does even tension allocation prevent stretch?
And the best part?
Uniform cable tensioning during the assembly process prevents the belt from running offline or stretching unevenly. This structural stability eliminates the need for massive take-up pulley assemblies, which reduces your system’s overall footprint.
- Near-zero elongation: Under 0.1% elastic stretch at nominal load to keep tension constant.
- Balanced load distribution: Spreading mechanical strain evenly across the entire belt width.
- Reduced system footprint: Shorter take-up stroke requirements save valuable floor space.
Key Takeaway: Embedding galvanized steel cables under balanced tension eliminates operational belt elongation and cuts down on terminal pulley maintenance requirements.
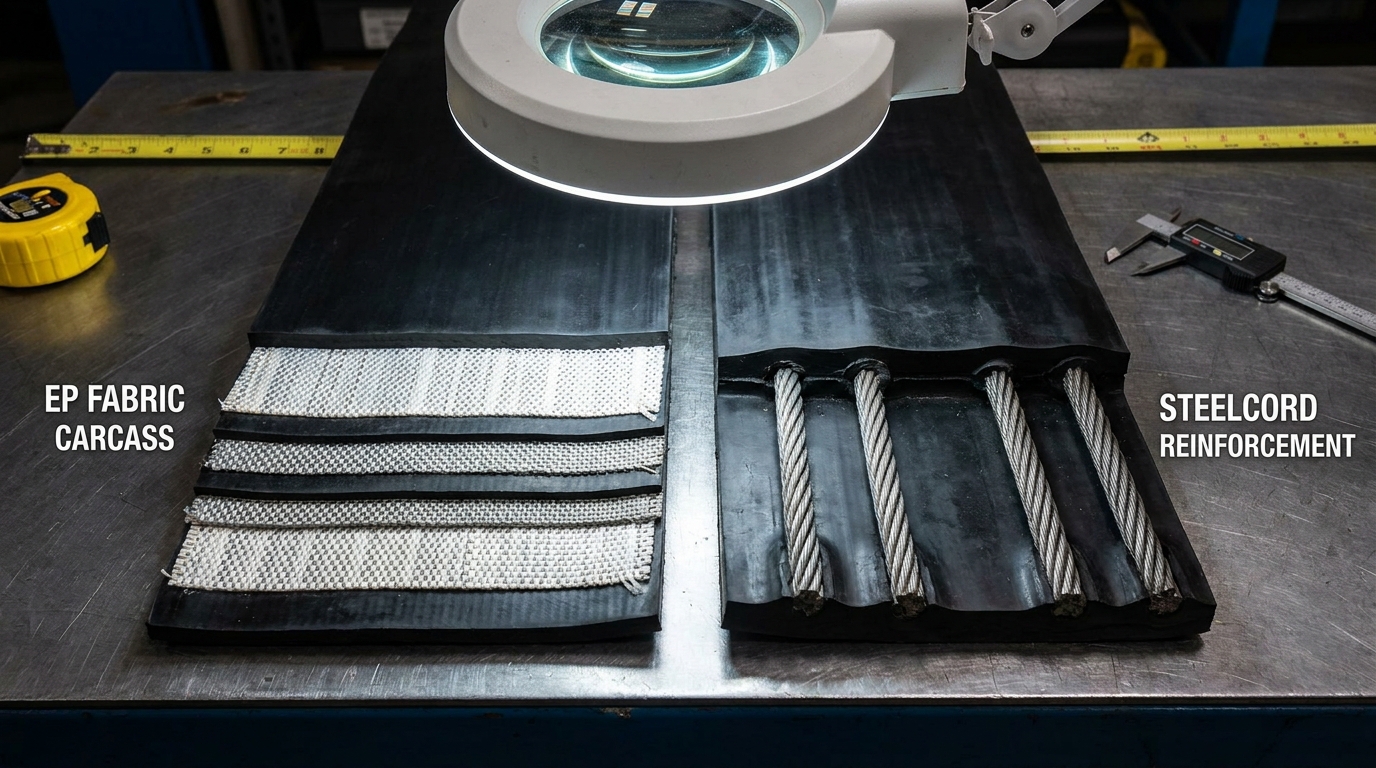
| Construction Metric | Steelcord Carcass | Textile/EP Fabric | |
|---|---|---|---|
| Maximum Stretch | < 0.1% (Near-Zero) | 1.5% to 2.5% (High Stretch) | |
| Tensile Rating | ST 500 to ST 10000 | EP 100 to EP 630 | |
| Take-up Footprint | Short / Minimal | Long / Large Footprint | |
| Carcass Thickness | Slimmer profile per strength | Thicker multi-ply profile |
Examining these performance metrics highlights how choosing a steelcord core drastically reduces operational elongation compared to traditional fabric carcasses.
Why is insulation gum critical for belt core?
Insulation gum is critical for the belt core because it acts as the primary chemical adhesive that bonds the rubber cover to the internal steel cables. Reliable steel cord rubber conveyor belt suppliers spend years perfecting these specialized compounds to prevent cord pull-out under extreme shear stress. Without this robust rubber formulation, the tensioned steel cords would quickly slice through the belt carcass.

How is high rubber-to-steel adhesion achieved?
It all comes down to this:
During vulcanization, sulfur in the raw rubber reacts chemically with the copper-cobalt or zinc coating on the cords. This reaction creates an incredibly tough molecular bridge that resists mechanical delamination even under heavy material impact.
- Adhesion promoters: Infusing cobalt salts into the rubber compound to build a strong chemical bridge.
- Chemical cross-linking: Sulfur bonds locking tightly onto the zinc galvanization.
- Extreme peel strength: Exceeding 100 N/mm to pass international safety standards.
Does core rubber prevent internal friction?
That is why:
The core gum completely flows into the micro-gaps of individual cable strands, blocking water from seeping inside. This absolute encapsulation stops wires from rubbing against each other as the belt bends around the terminal pulleys.
- Absolute wire encapsulation: Fills microscopic interstitial gaps to prevent moisture ingress.
- Flex fatigue suppression: Stops metal-to-metal rubbing during pulley wrapping cycles.
- Shock dissipation: Viscoelastic properties cushion the core against heavy material drops.
Key Takeaway: Specialized core insulation gum prevents internal cord friction and provides the crucial chemical adhesion needed to keep cables locked in place.
| Gum Compound Parameter | Target Specification | Operational Advantage | |
|---|---|---|---|
| Peel Adhesion Strength | > 100 N/mm | Eliminates cord pull-out and delamination | |
| Hardness (Shore A) | 60 ± 5 | Balances flexibility and belt carcass stiffness | |
| Elongation at Break | > 450% | Accommodates extreme bending around pulleys | |
| Hysteresis Loss | Low | Reduces heat generation during continuous runs |
Investing in superior insulation gum chemistry guarantees that the vital bond between steel and rubber remains intact under high dynamic stress.
Where are casting conveyor belts most used?
Casting conveyor belts are most commonly used in continuous plasterboard production lines, metal foundries, and cement calcination plants where extreme temperatures and abrasive sands degrade standard materials. Standard belts melt and crack in these operations, which is why engineering teams rely on trusted steel cord rubber conveyor belt suppliers for highly durable alternatives. Deploying these specialized steelcord systems ensures that your conveyor system continues to run smoothly under constant thermal onslaught.

Can they survive high-temperature mineral kilns?
Here is the real challenge:
Plaster kilns release raw, calcined gypsum dust at temperatures that regularly exceed one hundred and fifty degrees Celsius. Standard fabric belts warp and fail under this heat, but steelcord belts maintain perfect dimensional tracking. If you want to maintain uptime, learning how to select the best types of rubber conveyor belt for casting is an essential first step.
- Continuous thermal exposure: Resists degradation from temperatures up to 200°C.
- Chemical attack mitigation: Formulations designed to resist dry calcium sulfate dust.
- Dimensional preservation: Low thermal expansion prevents belt warping and edge wear.
Handling abrasive molding sands and aggregates
This is where it gets tough:
Metal foundries handle extremely abrasive green sand and sharp recycled slag that scour the top rubber cover constantly. The dropping of hot metal fragments requires a belt carcass with extreme puncture resistance and tear suppression.
- Extreme abrasion resistance: Protects top covers from scouring silica sand particles.
- Puncture and cut resistance: Defends the inner core against falling sharp metal risers.
- Chemical binder defense: Resists organic resins and clay binders used in green sand.
Key Takeaway: High-temperature casting and mineral processing operations require a robust steelcord belt core matched with heat-resistant covers to prevent premature wear.
| Application Threat | Dominant Stressor | Best Protective Feature | |
|---|---|---|---|
| Plaster Kilns | High Calcination Heat | EPDM Heat-Resistant Cover with Steelcord Carcass | |
| Foundry Lines | Slag Impact & Sand Abrasion | Cut-Resistant Cover with Steel Cord Matrix | |
| Aggregate Feeds | Sharp Rock Punctures | Integrated Heavy Fabric or Wire Breaker |
Evaluating these specific industrial threats shows why heavy-duty steelcord carcasses are the preferred choice for abusive processing lines.
How do you manufacture these heavy-duty belts?
Manufacturing these heavy-duty belts requires a high-precision multi-stage extrusion and vulcanization process where steel cords are tensioned and sealed in a robust rubber matrix. Experienced steel cord rubber conveyor belt suppliers utilize automated creel rooms and massive flat-die curing presses to ensure consistent structural alignment. Any minor variation in cord tension during this crucial process will cause the belt to track poorly in the field.

Integrating steel cables into the rubber matrix
Let’s break down the process step-by-step:
First, hundreds of individual steel cables are pulled from tension-controlled creel spools in a humidity-regulated cleanroom. Precision combs align these cords to guarantee exact, uniform spacing across the entire width of the belt.
- Tensioned creel spool pull: Maintains perfectly uniform tension on every individual cable.
- Precision alignment combs: Establishes exact, unvarying cord pitch across the belt.
- Calendering raw rubber: Sandwiching the aligned cords between top and bottom gum layers.
What is the vulcanization curing process?
This is where the magic happens:
The assembled raw belt enters a massive flat-die vulcanizing press where high pressure and heat are applied simultaneously. This intense thermodynamic environment forces the core rubber to flow completely into the spaces between the steel wires.
- High platen pressure: Applies up to 50 bar to eliminate internal air pockets.
- Precise temperature control: Maintains 150°C to cross-link sulfur molecules perfectly.
- Tensioned cooling ramp: Keeps the belt stretched straight while setting the rubber.
Key Takeaway: Multi-stage automated tensioning and precise temperature profiling during press vulcanization ensure a straight-running belt with zero internal structural weaknesses.
| Curing Step | Target Parameter | Control Method | |
|---|---|---|---|
| Cord Tensioning | ±1% Spool Balance | Automated magnetic brakes and tension sensors | |
| Press Heat | 150°C (±2°C) | Continuous multi-point thermocouple logging | |
| Platen Pressure | 3.5 to 5.0 MPa | Automated hydraulic manifold systems | |
| Cooling Phase | Gradual ramp down | Internal platen water-cooling channels |
Strictly controlling these critical parameters prevents tension imbalances that could otherwise cause expensive tracking drift.
What benefits does plaster casting offer?
Plaster casting offers outstanding design flexibility, low-cost rapid prototyping, and high dimensional accuracy for custom-engineered conveyor belt accessories. By sourcing from dependable steel cord rubber conveyor belt suppliers, operators can obtain custom-molded cleats, V-guides, and sidewalls tailored exactly to their material handling needs. This approach allows factories to build complex profiles without spending tens of thousands on high-speed steel molds.

High dimensional accuracy for custom profiles
Here is why this is critical:
The fluid nature of plaster slurry captures the finest microscopic details of the master pattern with extreme precision. This allows the production of sharp vertical ribs and deep profile under-cuts that are impossible to eject from rigid metal molds. If you are selecting heavy components, studying how to choose a nylon rubber conveyor belt for heavy-duty use can offer brilliant insights into compound pairing.
- Zero draft angle capability: Allows sharp 90-degree corners and deep vertical ribs.
- Micron-level detail transfer: Replicates fine textures that enhance material grip.
- Seamless profile integration: Custom shapes that fit drive pulleys and rollers perfectly.
Can casting reduce final manufacturing costs?
You might be wondering about the cost:
Plaster tooling bypasses expensive programming and machining labor, allowing prototypes to be produced in mere days. This massive reduction in development cycle times lets plant engineers experiment with different cleat profiles quickly.
- Eliminating tooling overhead: Bypasses expensive high-speed machining setup fees.
- Rapid prototyping cycles: Delivers physical rubber testing pieces within 48 to 72 hours.
- Reduced material flash scrap: Pouring into near-net shape cavities saves raw compound.
Key Takeaway: Custom-cast plaster tooling eliminates expensive machining requirements, enabling rapid, cost-effective prototyping of highly detailed conveyor profiles.
| Tooling Metric | Plaster-Cast Tooling | Standard Metal Tooling | |
|---|---|---|---|
| Tooling Setup Cost | Hundreds of Dollars | Tens of Thousands | |
| Lead Time | 48 to 72 Hours | 3 to 6 Weeks | |
| Detail Transfer | High (Micron Level) | Medium (Tool Radius Limited) | |
| Design Modifications | Low Cost / Rapid | Expensive re-machining |
This comprehensive economic comparison highlights why plaster casting is the ideal method for manufacturing specialized low-to-medium volume components.
How do top and bottom covers protect cords?
Top and bottom covers protect steel cords by absorbing heavy material impacts, blocking moisture, and resisting severe environmental abrasion. Experienced steel cord rubber conveyor belt suppliers compound these outer layers with specialized anti-oxidants and high-density rubbers to shield the internal galvanized wires. Choosing the right cover thickness and rubber grade is the single most important factor in determining the ultimate lifespan of your belt.
Selecting the right rubber compound grade
It is simpler than you think:
You must match your cover grade to the dominant operational threat, whether it is high heat, abrasive aggregate, or oily sand. Using a mismatching cover compound will cause rapid hardening, micro-cracking, and premature belt failure in harsh environments.
- DIN Grade X / W: Engineered for extreme abrasion resistance against rocky materials.
- Grade T (Heat Proof): Compounded with high-grade EPDM to withstand continuous calcination heat.
- Grade G / O (Oil Resistant): Resists degradation from chemical release agents and binders.
How to prevent impact damage and cover tearing?
And that is only part of the story:
Thick top covers act as a mechanical cushion, absorbing the massive kinetic energy of heavy rock or slag drops. Integrating a heavy fabric breaker layer above the steel cords provides an extra barrier that prevents longitudinal slicing.
- Optimized cover thickness: Utilizing deep rubber gauges (e.g., 6mm to 10mm) to absorb shocks.
- Embedded fabric breakers: Transverse textile layers that distribute localized impact energies.
- Self-extinguishing chemistry: Flame-retardant rubber compounds for underground safety.
Key Takeaway: Selecting the correct DIN cover rubber grade and thickness shields the internal steel cords from corrosion, extreme temperatures, and mechanical impact.
| Rubber Grade | Max Abrasion Loss | Min Tensile Strength | Main Application | |
|---|---|---|---|---|
| DIN X | 120 mm³ | 25 MPa | Heavy-duty rock and mining ores | |
| DIN W | 90 mm³ | 18 MPa | Extreme sand and aggregate scouring | |
| Grade T | 150 mm³ | 15 MPa | Calcined plaster processing and kilns | |
| Grade F | 140 mm³ | 20 MPa | Underground and enclosed installations |
Comparing these high-performance cover specs demonstrates how choosing the right rubber chemistry prevents early decay and line failure.
Which industrial applications require steelcords?
Industrial applications require steelcords when material conveying distances are long, vertical lifts are extreme, or system tension demands exceed the limits of traditional fabric belts. Standard multi-ply fabric belts stretch and tear under these massive loads, which is why engineering teams rely on trusted steel cord rubber conveyor belt suppliers to provide ultra-high-strength alternatives. These robust systems can operate at extreme ratings up to ST 10000, ensuring maximum material handling capacity in brutal environments.

Long-distance overland material transportation
This is why it matters:
Overland conveyors stretching across several miles require immense tension to pull massive payloads without snapping. Steelcord belts deliver the required strength while offering high lateral flexibility for deep, load-carrying trough angles. Sifting through your options involves choosing a black rubber conveyor belt for aggregate processing or identifying if a long-distance steelcord system is more structurally appropriate.
- Elimination of transfer stations: One continuous run avoids costly intermediate drop chutes.
- High lateral flexibility: Supports steep trough angles up to 45 degrees to prevent spills.
- Lower power requirements: Reduced hysteresis losses cut down total electrical bills.
Heavy-duty mining and quarrying operations
Let’s look closer at the mining environment:
High-lift slope conveyors in deep mines require immense vertical pull that textile belts simply cannot support. Primary crusher feeds drop sharp, heavy run-of-mine rocks directly onto the belt, demanding maximum puncture resistance.
- High vertical lift capacity: Sustains vertical pull-ups exceeding 1,000 meters.
- ROM impact durability: Withstands direct hits from sharp, heavy boulders.
- Uncompromising reliability: Built for 24/7 runtimes to keep production quotas stable.
Key Takeaway: For long-distance overland lines and high-lift mining operations, high-tensile steelcord belts are the only option capable of handling the extreme operating tension.
| Application Factor | Steelcord Belts | Fabric / EP Belts | |
|---|---|---|---|
| Conveyor Length | Optimal for > 1,000 meters | Restricted to < 1,000 meters | |
| Troughing Angle | Excellent (up to 45 degrees) | Limited by ply stiffness | |
| Splice Efficiency | High (up to 100% strength) | Moderate (approx. 50-70%) | |
| Puncture Resistance | Outstanding with breakers | Moderate (Prone to tearing) |
Reviewing these structural differences makes it clear why heavy mining projects require steelcord belts for reliable, high-capacity transport.
How do you choose the right conveyor supplier?
Choosing the right conveyor supplier requires verifying their technical manufacturing capabilities, checking their quality testing protocols, and comparing factory-direct pricing structures. Sourcing high-quality belts directly from certified steel cord rubber conveyor belt suppliers allows you to bypass middleman markups and secure immediate engineering support. Taking the time to properly vet your supplier ensures that your customized belt meets strict international standards.

Assessing factory-direct pricing vs trading markups
Here is the bottom line on cost:
Middleman trading companies often inflate pricing by fifteen to thirty percent while offering no direct technical control. Working directly with a real manufacturer allows you to consult directly with the chemists who formulate your rubber covers.
- Markup fee elimination: Directly cuts out 15% to 30% trading markups.
- Direct technical consults: Customizing cover compounds and cord pitches with factory chemists.
- Heavy-duty logistics packaging: Custom steel-spooled packaging designed for safe site transport.
What quality standards should you demand?
Do not settle for less:
You must demand proof of ISO 9001 certification and ask to see in-house laboratory testing logs for every batch. Top manufacturers use electromagnetic scan systems during final inspection to guarantee that all internal steel cords are perfectly aligned.
- ISO 9001 certification: Documented, standardized quality control across every production run.
- In-house test laboratories: Verifies batch adhesion, peel-strength, and abrasion values.
- Electromagnetic NDT scanning: Scans internal steel cords for microscopic alignment errors.
Key Takeaway: Sourcing directly from certified manufacturers eliminates costly markups, gives you direct engineering access, and ensures every roll undergoes rigorous quality testing.
| Procurement Metric | Direct Factory | Trading Company | |
|---|---|---|---|
| Markup Pricing | Zero middleman fees (Direct wholesale) | 15% to 30% added cost | |
| Technical Support | Immediate expert engineering access | Slow / Non-existent | |
| Quality Validation | In-house NDT scanning & batch logs | Third-party certificates only | |
| Customizations | Fully customized compound formulations | Standard catalog options only |
This vetting overview shows how choosing a direct manufacturing partner protects your investment and ensures excellent product quality.
Why does belt splicing affect system lifetime?
Belt splicing affects system lifetime because a poorly executed joint creates a weak point that is vulnerable to water ingress, cord rusting, and sudden structural separation. Working with a premier conveyor belt manufacturer that provides certified splicing materials and detailed on-site assistance is the single most critical factor in preventing sudden joint pull-out. Applying correct splicing procedures is the most critical factor in guaranteeing that your system operates safely under peak loads.

The science behind steelcord splicing technology
It gets highly technical here:
Unlike fabric belts, splicing steelcord belts requires stripping away the outer rubber to expose the bare steel cords on both ends. Splicers then arrange these cords in a meticulously staggered “finger” configuration to distribute dynamic loads evenly.
- Staggered finger configurations: Arranging cords in overlapping patterns per DIN 22131-4.
- Rubber stripping precision: Removing cover compounds cleanly without nicking bare steel.
- Curing agent encapsulation: Wrapping joint fingers in raw tie-gum sheet layers.
How do you prevent joint failure under high tension?
This is how you guarantee success:
The splicing area must remain entirely free of moisture and fine dust to prevent interfacial delamination. Using hydraulic vulcanizing presses to apply massive, uniform pressure ensures that the rubber compounds bond perfectly to the steel wire.
- Dust and moisture control: Conducting site splices inside protected clean enclosures.
- Tension-aligned vulcanization: Applying high, balanced pressure using hydraulic vulcanizers.
- X-ray post-splice scans: Scanning cured splices to ensure perfect internal cord spacing.
Key Takeaway: Executing a precise multi-stage finger splice under clean, temperature-controlled conditions prevents joint failure and ensures maximum dynamic strength.
| Splicing Parameter | Target Specification | Risk of Deviation | |
|---|---|---|---|
| Area Humidity | Under 60% relative humidity | Delamination & blistering | |
| Cord Alignment | < 0.5 mm variance | Tracking drift & uneven tension | |
| Splice Strength | > 60% nominal rating | Sudden joint pull-out under loads | |
| Vulcanizer Heat | 145°C to 155°C | Under-cured soft rubber or dry spots |
Following these strict splicing guidelines ensures that your joints are just as durable as the rest of the belt carcass.
Conclusion
Uncompromising strength, near-zero elongation, and extreme thermal resilience are the cornerstones of high-capacity material handling. Standard textile carcasses cannot survive the punishing impacts of foundry slag or the continuous baking heat of plaster calcination lines. By integrating precision plaster-cast rubber components with robust, zinc galvanized steelcord carcasses, you eliminate early carcass tearing, solve tracking instability, and prevent costly production stoppages.
At Zhenxing Rubber, we specialize in manufacturing direct, custom-engineered steelcord and custom-profile belts engineered to withstand the most abusive operating conditions on earth. To optimize your conveying capacity, eliminate middleman markups, and secure certified in-house NDT quality assurance, contact us today for a direct engineering consultation. Let us power your industrial productivity with heavy-duty conveyor systems designed for lifetime performance and absolute dependability.
FAQ Section
Can I use steelcord belts in high-heat casting environments?
Yes, absolutely. By pairing a high-tensile steelcord carcass with specialized Grade T heat-resistant EPDM cover compounds, these belts can continuously convey materials like hot plaster, calcined gypsum, or foundry sand at constant temperatures exceeding 150°C and peak temperatures up to 200°C without cover cracking or carcass elongation.
What is the best rubber cover compound for plaster processing?
The best rubber cover compound is a highly optimized, heat-resistant, and dust-resistant synthetic polymer such as EPDM. This formulation resists dry heat aging and chemical degradation from calcium sulfate dust, preventing the top cover from hardening and cracking over time.
How do I know if my system needs steelcord instead of fabric?
You should upgrade to a steelcord belt if your conveyor length exceeds 1,000 meters, if the vertical lift is too high for standard EP belts to handle, or if your system’s take-up stroke is highly limited. If you frequently find yourself adjusting belt tension due to continuous fabric stretch, a steelcord belt will solve this issue by providing near-zero elongation.
Can I perform hot splicing on steelcord belts on-site?
Yes, hot vulcanized splicing is the standard and most reliable method for joining steelcord conveyor belts on-site. It requires stripping the rubber back to expose the steel cords, arranging them in a staggered finger pattern, applying uncured tie-gum, and curing the joint under high pressure and temperature using an on-site portable hydraulic vulcanizing press.