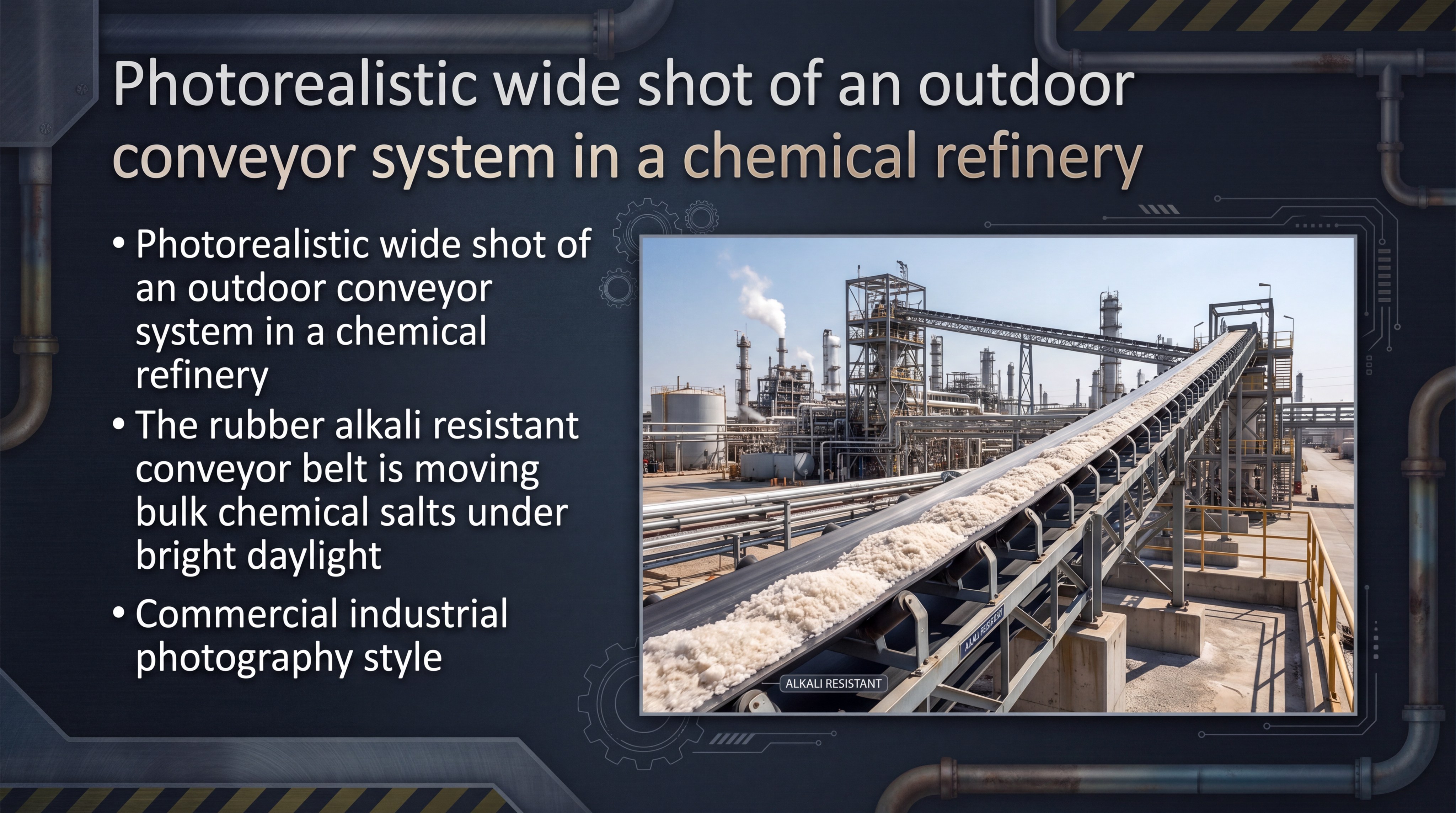
A rubber alkali resistant conveyor belt is specially engineered for industrial environments where conveyor systems are exposed to high-pH materials, corrosive chemicals, and abrasive slurries. Unlike standard belts that quickly crack, degrade, or lose structural integrity under alkaline conditions, these advanced conveyor belts are manufactured with chemical-resistant rubber compounds that provide superior durability and long-term protection. Ideal for plaster casting, mining, chemical processing, and bulk material handling applications, a rubber alkali resistant conveyor belt helps reduce maintenance costs, prevent unexpected downtime, and ensure reliable continuous operation in harsh corrosive environments.
What is a rubber alkali resistant conveyor belt?

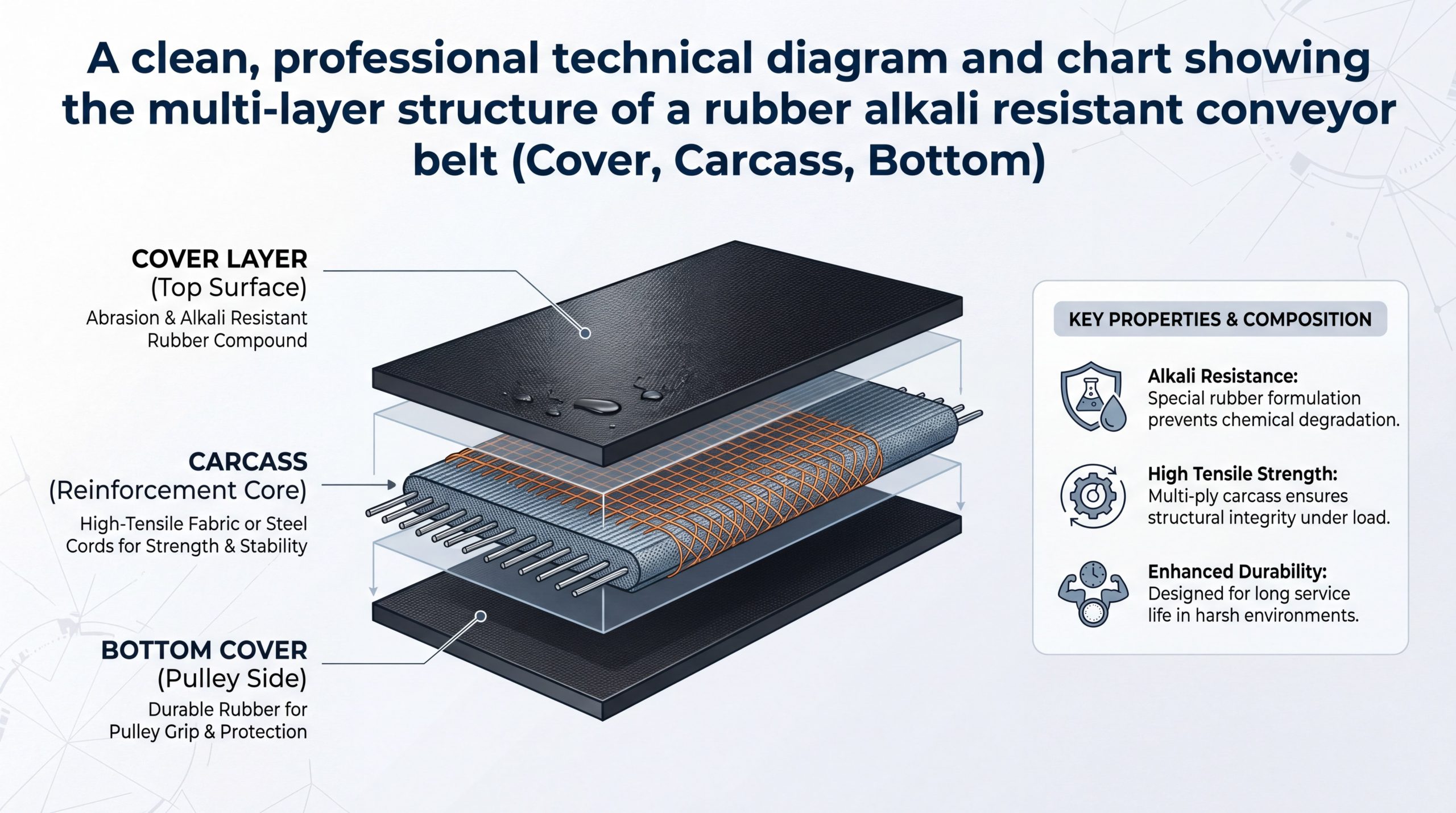
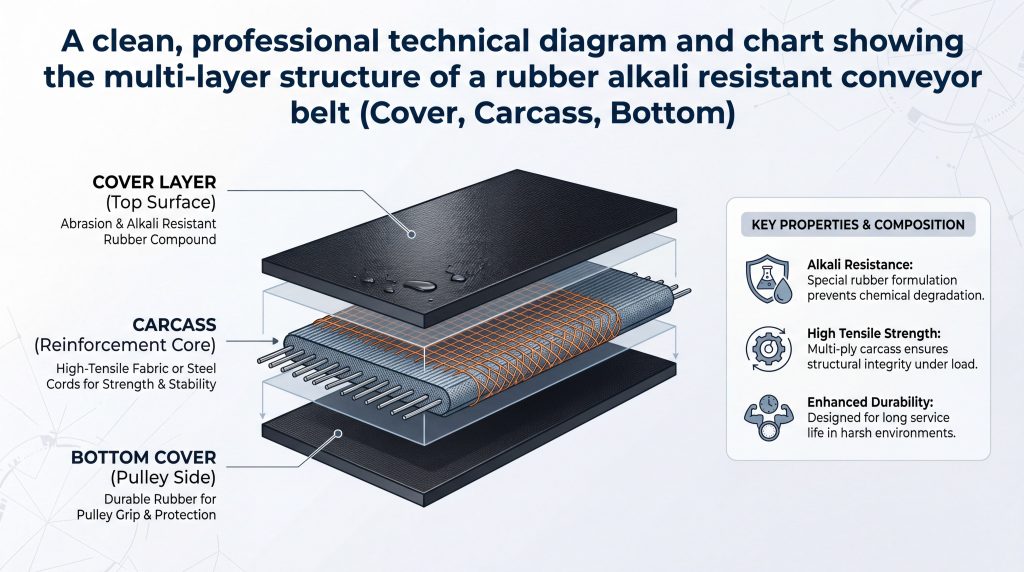
A rubber alkali resistant conveyor belt is a specialized material handling solution featuring a synthetic rubber cover that resists swelling and structural breakdown when exposed to alkaline chemicals. These belts use high-strength carcasses like EP (Polyester/Nylon) fabric to ensure they maintain their tension even in chemically aggressive settings.
What materials are used in the construction?
Look: standard natural rubber isn’t enough when you are dealing with high pH levels. These belts utilize specialized polymers like EPDM or Chloroprene to provide an impenetrable barrier against corrosion.
- EPDM Rubber: Offers superior resistance to high-pH substances and aging.
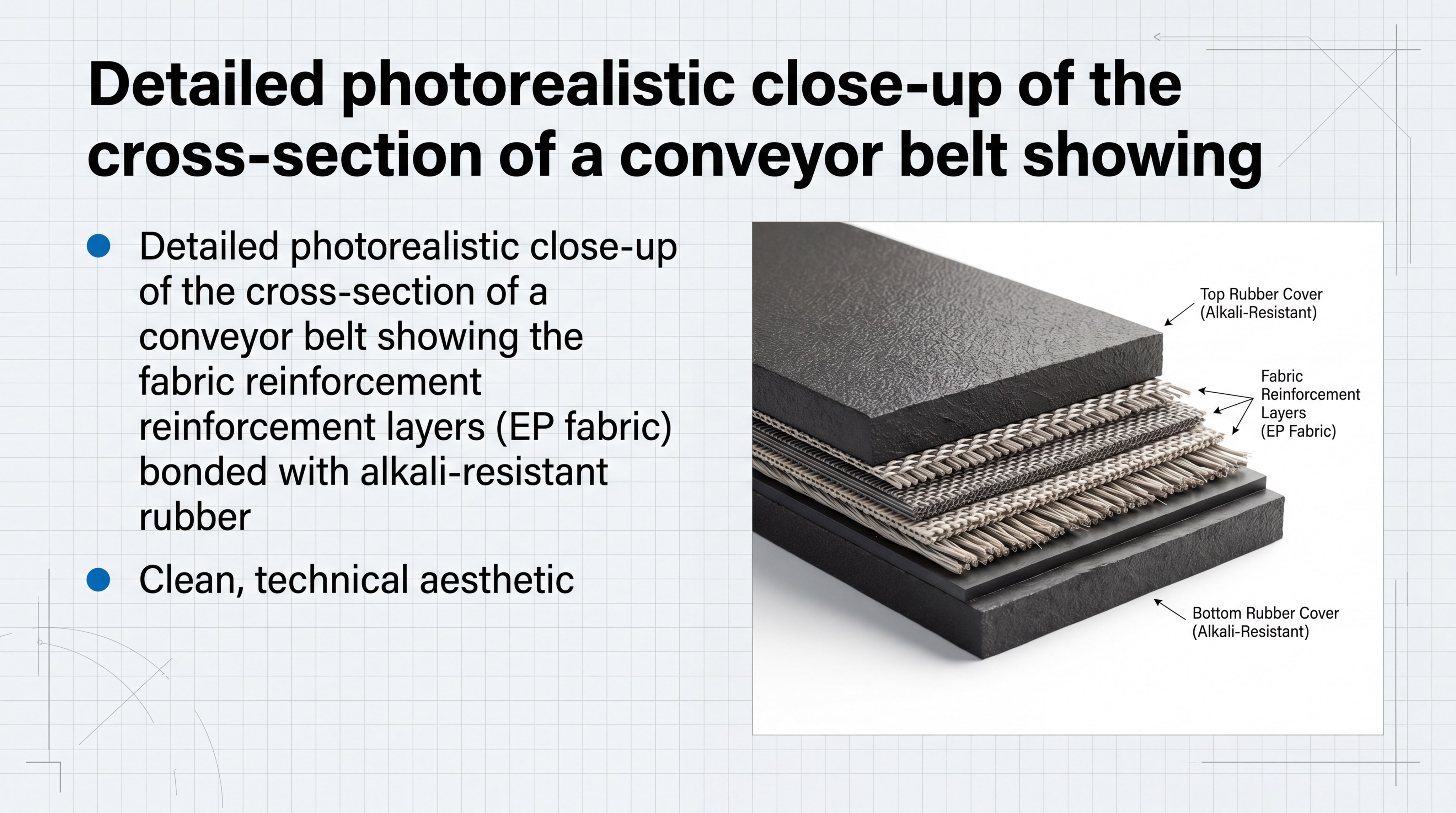
- EP Fabric: Provides low stretch and high tensile strength for the belt core.
- Anti-Alkali Agents: Specialized additives mixed into the compound to repel chemical ions.
Which technical specifications matter most?
Key Takeaway: Technical specifications should prioritize the thickness of the alkali-resistant cover and the adhesion strength between the rubber and the carcass to prevent delamination.
| Component | Function | Material Priority | |
|---|---|---|---|
| Top Cover | Chemical protection | High-density synthetic rubber | |
| Carcass | Structural load bearing | EP (Polyester/Nylon) fabric | |
| Bottom Cover | Pulley protection | Wear-resistant compound |
This structural breakdown helps you identify the critical zones where chemical resistance is most vital for operational uptime.
Why buy a rubber alkali resistant conveyor belt?

Investing in a rubber alkali resistant conveyor belt is essential for operations involving industrial chemicals that would otherwise dissolve standard belt covers within months. The best part? Choosing the right belt grade can reduce your long-term maintenance costs by over 30% in corrosive environments.
How does it improve operational longevity?
Think about it: a belt that doesn’t crack or swell stays on track longer and requires fewer emergency repairs. By preventing chemical absorption, the belt remains flexible and avoids the brittleness that leads to mechanical failure.
- Reduced Cracking: Prevents liquids from seeping into the rubber matrix.
- Cover Integrity: Maintains a smooth surface for efficient material scraping and cleaning.
- Core Protection: Stops alkalis from reaching and rotting the internal fabric layers.
Is it a cost-effective long-term solution?
Key Takeaway: While the initial purchase price might be higher than general-duty belts, the extended service life significantly lowers the Total Cost of Ownership (TCO).
| Factor | Standard Belt | Alkali Resistant Belt | |
|---|---|---|---|
| Chemical Wear | High/Rapid | Low/Minimal | |
| Replacement Cycle | 6-12 Months | 24-36 Months | |
| Maintenance Need | Frequent | Periodic |
This comparison highlights why premium chemical resistance is a strategic investment rather than just a simple procurement expense.
How does a rubber alkali resistant conveyor belt work?
A rubber alkali resistant conveyor belt works by employing a non-porous surface density that prevents alkaline ions from penetrating the internal fabric or steel reinforcements. This chemical barrier ensures that the structural core stays dry and strong, avoiding the delamination that happens when chemicals rot the adhesive layers.
How does the surface tension repel chemicals?
Think about it: if the chemical can’t soak in, it can’t cause damage. The high-density molecular structure of the synthetic rubber causes liquid alkalis to bead and roll off instead of being absorbed into the belt body.
- Non-Porous Cover: Blocks microscopic pathways that chemicals usually exploit.
- Chemical Inertness: The rubber does not react with high-pH materials during transport.
- Heat Stability: Maintains performance even if the alkaline slurry is warm or steaming.
Does it maintain grip during wet processing?
Key Takeaway: These belts are engineered to maintain a high coefficient of friction even when the surface is coated in liquid chemicals or slippery plaster slurries.
| Operational Stage | Belt Action | Benefit | |
|---|---|---|---|
| Loading | Impact absorption | Protects carcass from heavy slurry drops | |
| Transport | Surface shielding | Prevents chemical rot during long hauls | |
| Discharge | Smooth release | Minimizes material buildup and “carry-back” |
Understanding these operational stages allows you to optimize your conveyor system for maximum chemical resistance and material flow.
Where is a rubber alkali resistant conveyor belt used?
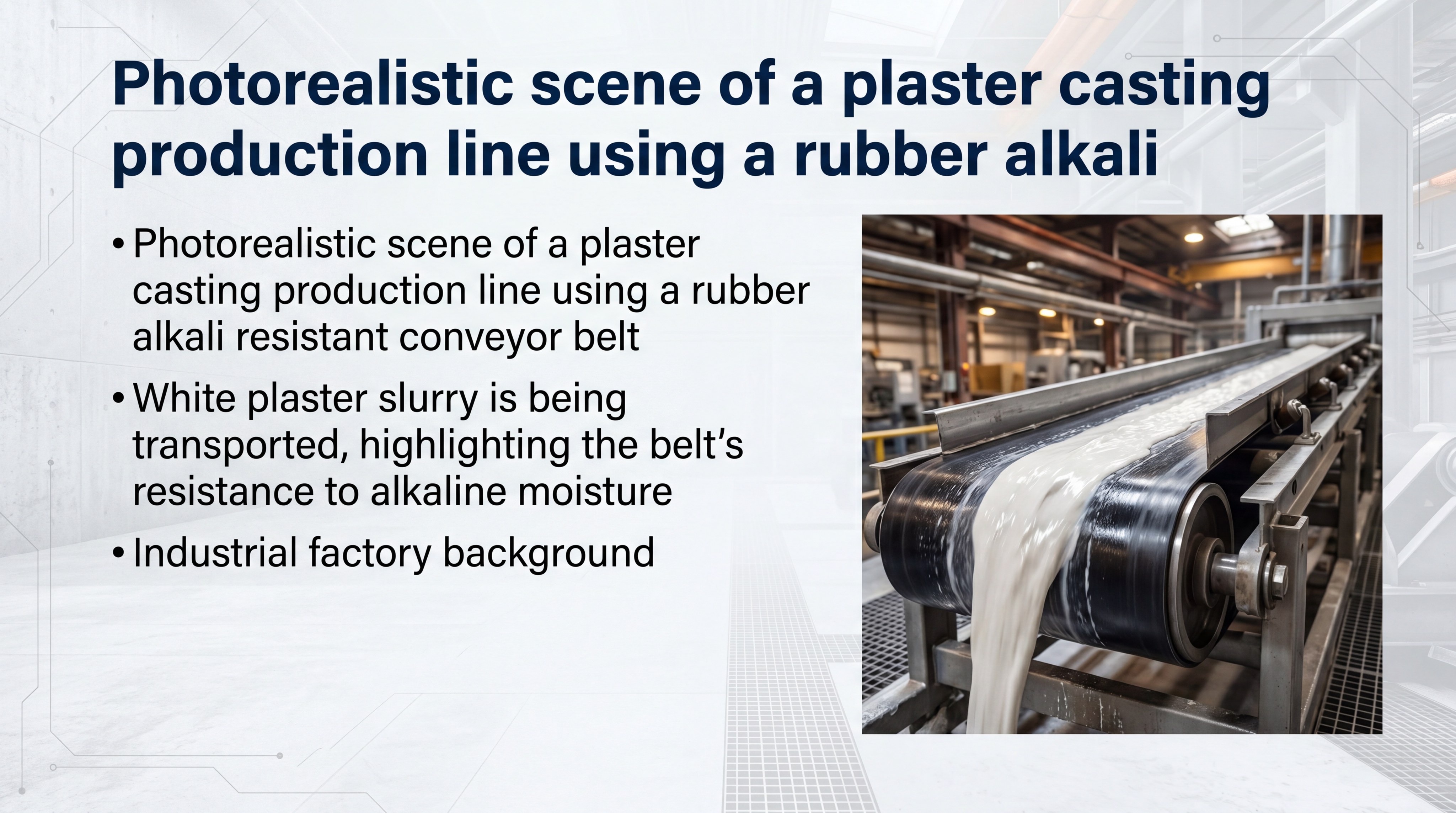
The primary application for a rubber alkali resistant conveyor belt is in plaster casting and chemical processing facilities where high-pH materials are standard. Here is the deal: without a resistant surface, the aggressive moisture from gypsum or lime would destroy your equipment in a matter of weeks.
Is it suitable for plaster casting lines?
Plaster casting involves alkaline reactions that harden and crack standard rubber, making these specialized belts the perfect choice for the job. They handle the wet, abrasive slurry of the casting process without losing their flexibility or surface grip.
- Gypsum Handling: Resists the corrosive effects of calcium sulfate.
- Lime Processing: Stands up to the extreme pH levels found in lime kilns.
- Cement Transport: Ideal for moving raw cement components before final packaging.
Does it work in paper and pulp mills?
Key Takeaway: Pulp processing uses strong alkaline agents for bleaching and cleaning, making resistant belts an industry standard for moving wood pulp and black liquor.
| Industry Sector | Primary Material | Chemical Challenge | |
|---|---|---|---|
| Plaster Casting | Gypsum/Lime slurry | High pH moisture and abrasion | |
| Fertilizer | Potash/Phosphates | Corrosive dust and humidity | |
| Pulp & Paper | Wood pulp | Alkaline cleaning and bleaching agents |
By matching the belt to your specific industry sector, you ensure that the chemical challenges of your materials don’t stop your production.
What defines a rubber alkali resistant conveyor belt?
Distinctive features of a rubber alkali resistant conveyor belt include its unique cover hardness and its verified ability to withstand pH levels ranging from 7 to 14. Wait, there’s more: these belts often feature molded edges to seal the carcass completely from chemical ingress at the sides.
What is the ideal cover thickness?
Cover thickness depends on how abrasive your load is, but it typically ranges from 3mm to 8mm for maximum protection. A thicker cover provides a deeper wear zone, extending the time before chemicals can reach the sensitive internal fabric.
- High Adhesion: Ensures the rubber layers never peel away from the core.
- Low Swelling: Keeps the belt within tracking tolerances even when wet.
- Hardness Rating: Optimized to resist the “pitting” caused by sharp alkaline crystals.
How does it handle temperature changes?
Key Takeaway: Many alkali-resistant compounds also offer moderate heat resistance, allowing them to transport warm chemical slurries without warping.
| Feature | Engineering Purpose | Result | |
|---|---|---|---|
| Molded Edge | Core encapsulation | Zero edge fraying or chemical rot | |
| EP Carcass | Low stretch properties | Consistent tracking and tension | |
| Alkali Cover | Chemical inertness | No surface swelling or “bubbling” |
Evaluating these engineering features helps you select a belt that provides comprehensive protection against both physical and chemical wear.
Who needs a rubber alkali resistant conveyor belt?

Plant managers utilizing rubber alkali resistant conveyor belt systems for long-distance transport often require these covers to protect their structural reinforcements. You see: even small-scale laboratories and recycling centers benefit from the extreme durability of these specialized chemical-resistant products.
Do chemical processing plants require them?
Absolutely, as these are the only belts capable of transporting raw alkaline salts and granular chemicals without disintegrating. They are a staple for any facility that moves potash, soda ash, or specialized industrial cleaners.
- Plant Managers: Focus on reducing unplanned downtime and line stoppages.
- Maintenance Leads: Prefer belts that require fewer splices and surface repairs.
- Safety Officers: Insist on belt integrity to prevent hazardous chemical spills.
Is it necessary for soap manufacturing?
Key Takeaway: Soap and detergent production involve strong alkalis that would destroy a general-purpose conveyor belt in a matter of weeks.
| User Type | Priority | Expected Outcome | |
|---|---|---|---|
| Plant Manager | Uptime | Predictable production schedules | |
| Maintenance Lead | Durability | Lower labor costs for repairs | |
| Safety Officer | Integrity | Reduced risk of catastrophic breakage |
Identifying the priorities of your team ensures that the chosen belt solution meets the technical and safety goals of your entire facility.
How to make a rubber alkali resistant conveyor belt?
To manufacture a rubber alkali resistant conveyor belt, engineers must carefully balance the ratio of synthetic rubber to chemical fillers. It gets better: the vulcanization process uses extreme heat and pressure to create the cross-linked molecular bonds that give the rubber its final strength.
What is the role of vulcanization?
Vulcanization is the “magic” step where the raw rubber compound becomes an elastic, durable shield. This process locks the alkali-resistant agents into the rubber matrix, ensuring they don’t leach out during heavy industrial use.
- Compounding: Mixing synthetic rubber with specialized anti-alkali agents.
- Calendaring: Pressing the rubber layers onto the fabric or steel core.
- Curing: Using heat to bond all layers into a single, inseparable unit.
How is quality testing performed?
Key Takeaway: Finished belts are submerged in alkaline solutions for set durations to measure weight change and tensile strength retention after exposure.
| Step | Technical Goal | Quality Metric | |
|---|---|---|---|
| Mixing | Homogeneous compound | Specific gravity verification | |
| Layering | Perfect alignment | Thickness uniformity check | |
| Curing | Molecular bonding | Durometer hardness testing |
Following a rigorous manufacturing process ensures that every meter of belt provides the same level of chemical protection and mechanical strength.
What is the rubber alkali resistant conveyor belt advantage?

The primary advantage of a rubber alkali resistant conveyor belt is its extreme reliability in environments where groundwater or rock dust might be alkaline. Let’s face it: choosing the wrong belt doesn’t just cost you money; it creates a hazardous working environment for your staff.
Does it reduce maintenance frequency?
Because the belt doesn’t crack, swell, or peel, tracking issues and localized surface repairs are drastically reduced. This reliability allows your maintenance crew to focus on proactive improvements rather than reactive “firefighting” on the production line.
- Financial ROI: Lower replacement frequency means more profit per ton handled.
- Operational Flow: Consistent belt speeds and reliable material discharge.
- Safety Gains: Higher structural integrity reduces the risk of belt snaps.
Is it environmentally friendly?
Key Takeaway: Longer-lasting belts mean less industrial waste and a smaller carbon footprint for your facility over a ten-year period.
| Benefit Category | Description | Business Impact | |
|---|---|---|---|
| Financial | Lower replacement frequency | Higher overall ROI | |
| Operational | Consistent material flow | Predictable daily output | |
| Safety | High structural integrity | Fewer workplace accidents |
Leveraging these advantages allows your business to stay competitive by maximizing efficiency while minimizing the risks associated with chemical corrosion.
How to care for a rubber alkali resistant conveyor belt?
To care for a rubber alkali resistant conveyor belt, you must implement a strict cleaning regimen to prevent the buildup of dried alkaline crusts. Believe it or not: a clean belt is a long-lived belt, as removing residue prevents the abrasive “grinding” that happens at the pulleys.
What is the best cleaning method?
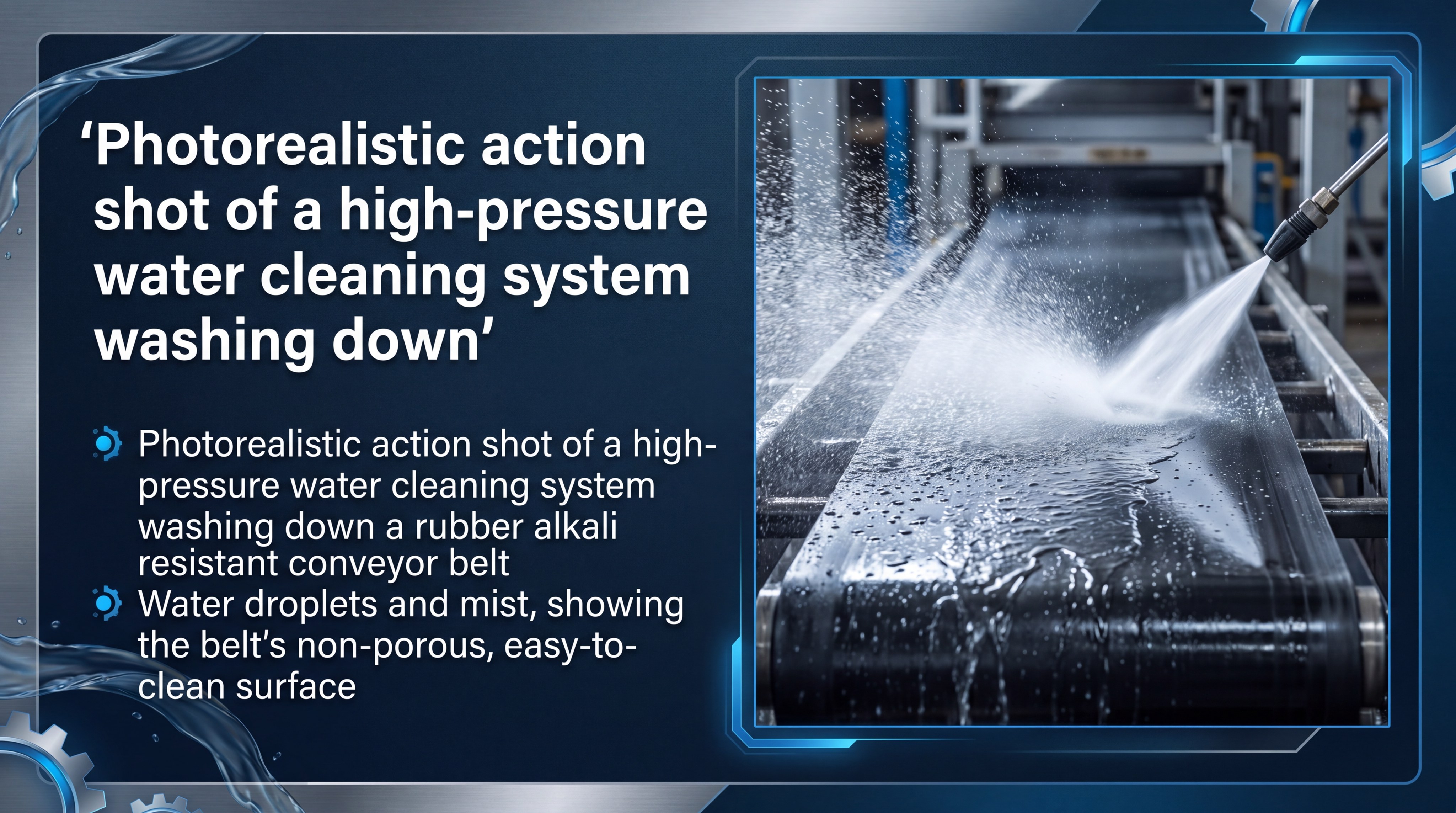
Low-pressure water washdowns are usually sufficient to remove chemical residue without damaging the rubber surface. Avoid using abrasive scrapers that could gouge the alkali-resistant cover, as these scratches create pathways for chemical penetration.
- Daily Washdowns: Removes active alkalis before they can settle.
- Weekly Inspections: Check for edge wear or localized chemical staining.
- Tracking Adjustments: Ensure the belt doesn’t rub against the frame and expose the core.
Can the belt be repaired if damaged?
Key Takeaway: Small punctures or gouges can be repaired using alkali-resistant cold bonding kits to maintain the chemical seal of the cover.
| Maintenance Task | Frequency | Purpose | |
|---|---|---|---|
| Washdown | Daily | Remove corrosive chemical residue | |
| Tracking Check | Weekly | Prevent edge damage and exposure | |
| Splice Inspection | Monthly | Ensure joint integrity in chemical zones |
A proactive maintenance schedule is the best way to protect your investment and ensure the belt reaches its full rated service life.
Is the rubber alkali resistant conveyor belt price fair?

The price of a rubber alkali resistant conveyor belt is generally reflective of the high-cost synthetic polymers required for chemical resistance. Bottom line? The ROI is typically realized within the first year through the elimination of two or more standard belt replacements.
What factors influence the final cost?
The ratio of high-grade synthetic rubber to standard fillers is the largest driver of the belt’s market price. Specialized widths, custom cover thicknesses, and molded edges will also impact the final quote for your specific installation.
- Material Grade: High-EPDM content belts command a premium price.
- Carcass Strength: Steel cord vs. fabric reinforcement options.
- Customization: Specific lengths and edge treatments for your system.
Are there discounts for bulk procurement?
Key Takeaway: Most industrial suppliers offer significant price breaks for large-scale infrastructure projects or annual supply contracts.
| Price Tier | Application | Value Proposition | |
|---|---|---|---|
| Entry Level | Light chemical labs | Affordable surface protection | |
| Mid-Range | Plaster/Cement plants | Balanced durability and cost | |
| Premium | Chemical refineries | Maximum lifespan in extreme pH |
Evaluating the price against the expected lifespan allows you to make a data-driven decision that balances your immediate budget with long-term savings.
Frequently Asked Questions
What is the maximum pH level these belts can handle?Up to pH 14. Industrial-grade resistant belts are formulated to operate safely in the most extreme alkaline environments found in manufacturing.
Can I use these belts for oily materials too?No. Alkali resistance and oil resistance require different polymer bases; always check with your supplier for a dual-rated compound if both are present.
What’s the best way to clean alkaline residue?Low-pressure water. This removes the chemical buildup without causing mechanical wear to the protective synthetic rubber cover.
Can I install these on existing conveyor frames?Yes. These belts are designed to match standard conveyor dimensions and can replace your failing belts without hardware modifications.
What’s the best carcass material for plaster casting?EP Fabric. It provides the perfect balance of low stretch and high moisture resistance needed for heavy plaster slurries.
Conclusion
The rubber alkali resistant conveyor belt is the definitive choice for any facility dealing with plaster casting, fertilizer production, or chemical refining. By providing a robust shield against corrosive substances, these belts ensure that your production line remains efficient, safe, and cost-effective. Don’t let chemical wear dictate your maintenance schedule—choose a belt engineered for the challenge. For expert guidance on selecting the perfect belt for your industrial needs, contact us today for a custom technical consultation.