
A rubber alkali resistant conveyor belt is a specialized material handling solution designed with a pH-tolerant polymer cover to transport caustic substances without suffering from structural swelling or chemical degradation. Imagine you are overseeing a high-capacity plaster casting facility where the environment is perpetually saturated with alkaline dust and wet slurry. You likely face the constant headache of standard belts becoming brittle and snapping, leading to expensive downtime and safety risks. By integrating a rubber alkali resistant conveyor belt into your production line, you secure a durable barrier that maintains its physical properties even in the most aggressive high-pH environments.
What are the benefits of a rubber alkali resistant conveyor belt?

The primary advantage of choosing a rubber alkali resistant conveyor belt is its exceptional ability to resist chemical corrosion that would otherwise destroy standard multi-ply belts. These belts are engineered to prevent the “eating” effect of alkaline salts, which preserves the tensile strength of the internal fabric layers.
Can this belt reduce your operational costs?
Investing in this specialized belt significantly lowers the total cost of ownership by extending the replacement interval of your equipment. Think about it: every hour your line is down for belt repair is an hour of lost profit.
- Lowered frequency of belt replacements.
- Reduced labor costs associated with maintenance.
- Decreased inventory requirements for spare parts.
But here is the catch: the initial investment pays for itself through improved uptime.
Why is durability important for your system?
Durability ensures that your transport system can handle both chemical stress and the physical weight of industrial materials simultaneously. Without a chemically stable cover, the belt would lose its friction coefficient, causing material slippage and inefficient throughput.
- Maintains surface integrity under high pH levels.
- Resists hardening and cracking in wet environments.
- Provides consistent grip for heavy loads.
Look at it this way: a durable belt is the backbone of a reliable facility.
Key Takeaway: Alkali resistant belts provide a dual layer of protection, shielding the structural core from chemical attack while maintaining operational efficiency.
| Benefit Category | Impact on Production | Long-term Value | |
|---|---|---|---|
| Chemical Shielding | Zero swelling or cracking | Extended equipment life | |
| Operational Uptime | Fewer emergency shutdowns | Higher annual output | |
| Cost Management | 30% reduction in repairs | Better ROI on hardware |
Review the table above to understand how chemical protection translates directly into financial stability for your plant.
What chemical properties define a rubber alkali resistant belt?
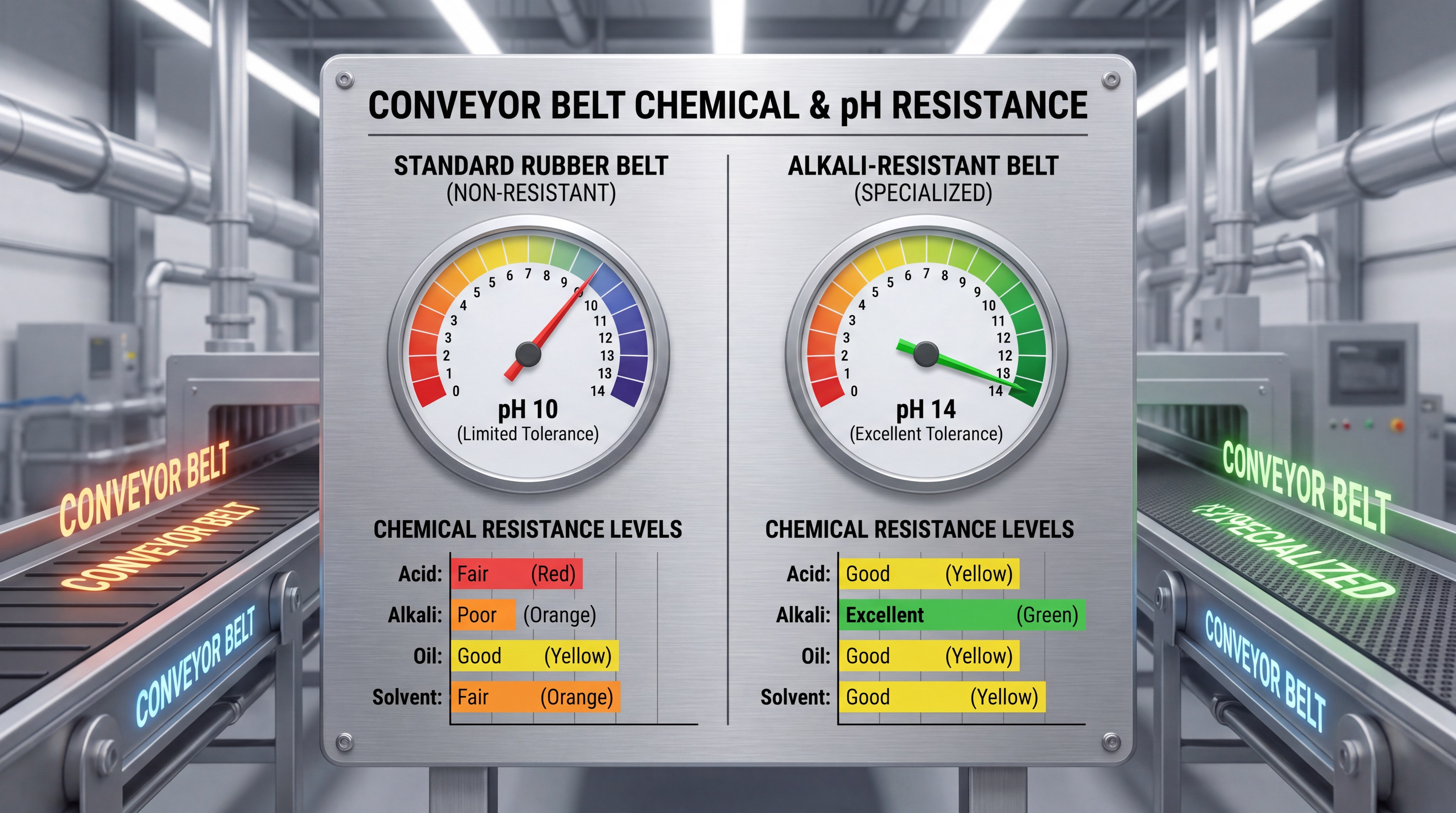
The core chemical property of a rubber alkali resistant conveyor belt is its molecular inertness when exposed to substances with a pH value between 7 and 14. Manufacturers use high-grade EPDM or specialized synthetic compounds to ensure the rubber does not react with alkaline ions.
Does the pH level affect the belt material?
Standard rubber belts often suffer from polymer chain scission when exposed to high pH environments, leading to rapid softening. A specialized belt utilizes a cross-linked structure that remains stable even when in constant contact with saturated lime or sodium hydroxide.
- High resistance to pH levels up to 14.
- Low absorption rate of liquid alkaline solutions.
- Stability against alkaline salt crystallization.
The bottom line is: pH stability is not optional in chemical processing.
Which rubber compounds provide the best protection?
Ethylene Propylene Diene Monomer (EPDM) and Chloroprene are frequently used because they offer a superior balance of chemical resistance and physical toughness. These compounds are formulated to withstand the exothermic reactions often found in plaster and cement mixing.
- EPDM for high-temperature alkaline loads.
- Nitrile (NBR) for alkali-oil mixed environments.
- Neoprene for balanced flame and chemical resistance.
Believe it or not, the right compound choice can double your belt’s life.
Key Takeaway: Technical success depends on matching the specific rubber polymer to the concentration and type of alkaline material being handled.
| Property | Standard Rubber | Alkali Resistant Rubber | |
|---|---|---|---|
| pH Tolerance | pH 5–9 | pH 2–14 | |
| Swelling Rate | High (>20%) | Minimal (<5%) | |
| Surface Hardness | Brittle over time | Remains flexible |
Use the data above to evaluate if your current belt’s chemical properties are sufficient for your specific slurry concentrations.
How does a rubber alkali resistant conveyor belt help casting?

In plaster casting, a rubber alkali resistant conveyor belt is essential for transporting raw gypsum and wet plaster through the molding and drying stages. The belt must remain flexible and non-stick to ensure that the casting material is delivered precisely without contamination.
What role does it play in the slurry process?
During the slurry phase, the belt is exposed to high moisture and dissolved alkaline compounds that can penetrate standard rubber. The alkali-resistant cover prevents these liquids from reaching the carcass, which stops internal rotting and delamination.
- Prevents moisture absorption in the fabric core.
- Ensures smooth release of wet casting materials.
- Reduces material buildup on the belt surface.
Think about it: a clean belt ensures a high-quality final cast product every time.
Can it handle wet plaster environments?
Yes, these belts are designed to operate in 100% humidity environments where standard steel or general-purpose belts would quickly corrode or slip. The textured surface options allow for better drainage while maintaining the necessary friction to move heavy molds.
- Anti-slip textures for wet material transport.
- Excellent troughability for concentrated slurry.
- Resistant to mold and mildew growth.
But here is the real advantage: you spend less time cleaning and more time producing.
Key Takeaway: For plaster casting, the belt acts as both a chemical barrier and a precision transport surface that handles high moisture with ease.
| Process Stage | Belt Requirement | Alkali Resistant Advantage | |
|---|---|---|---|
| Mixing | High chemical load | Resists raw lime/gypsum attack | |
| Molding | Precise tracking | Prevents mold misalignment | |
| Drying | Heat + Alkali | Handles combined stress factors |
This table highlights why specialized belts are the preferred choice for each stage of the industrial casting cycle.
Where are rubber alkali resistant conveyor belts used?

The application of a rubber alkali resistant conveyor belt extends far beyond plaster casting into industries like fertilizer production, paper milling, and chemical refining. Any facility handling sodium hydroxide, potassium hydroxide, or lime requires this specific grade of belt to ensure safety.
Is it used in fertilizer production?
Fertilizer plants deal with highly alkaline phosphorus and potassium compounds that are notoriously aggressive toward standard rubber. These belts provide the necessary protection to handle bulk granulated products without the surface becoming pitted or uneven.
- Used in bulk loading and unloading zones.
- Ideal for granulation and coating processes.
- Resists the corrosive effects of potash.
It sounds simple, but the right belt keeps the global food supply chain moving.
Does the paper industry need these belts?
The pulping process in the paper industry involves strong “white liquor” which is extremely alkaline and hot. Using a chemically resistant belt in this area prevents the degradation of the transport system used to move wood chips and pulp.
- Withstands bleaching chemicals and pulping agents.
- Handles wood chips soaked in alkaline solutions.
- Provides long-lasting service in steam-heavy zones.
Just imagine the cost of a belt failing in the middle of a massive paper mill.
Key Takeaway: These belts are the standard for any industry where the materials handled have a high pH value and high moisture content.
| Industry | Primary Alkaline Agent | Belt Utility | |
|---|---|---|---|
| Agriculture | Potash / Phosphates | Bulk handling and storage | |
| Paper Milling | Sodium Hydroxide | Wood chip and pulp transport | |
| Construction | Lime / Plaster | Gypsum and cement processing |
Identify your specific industry in the table above to see common alkaline threats and how these belts mitigate them.
Can a rubber alkali resistant conveyor belt resist high heat?

Many industrial processes require a rubber alkali resistant conveyor belt that can also withstand temperatures exceeding 100°C. For applications like cement clinker transport or chemical refining, the belt must feature a heat-resistant carcass to prevent thermal deformation.
What is the maximum temperature limit?
While standard alkali belts handle up to 60°C, specialized hybrid versions can manage constant loads at 150°C or even intermittent spikes at 200°C. This is achieved by incorporating heat-stable EPDM rubber that doesn’t lose its chemical resistance at high temperatures.
- Specialized EPDM covers for heat stability.
- Reinforced fabric plies that resist shrinking.
- Thermostable bonding layers to prevent ply separation.
The point is: you don’t have to choose between heat and chemical resistance.
Does heat accelerate alkali corrosion?
In most chemical environments, high temperatures increase the rate of reaction between the alkali and the belt surface. Using a belt designed for both stressors ensures that the polymer chains remain intact even when thermal energy is high.
- Prevents accelerated oxidation of the rubber.
- Maintains flexibility in high-heat zones.
- Stops the “baking” of alkaline dust onto the belt.
Look at it this way: heat and alkali are a “double threat” that requires a heavy-duty solution.
Key Takeaway: Hybrid belts are available for demanding environments where high pH and high temperature coexist, ensuring total system protection.
| Heat Level | Belt Grade Required | Typical Application | |
|---|---|---|---|
| Ambient | Standard Alkali | Salt handling, port logistics | |
| Moderate (100°C) | Heat-Alkali Hybrid | Plaster drying, fertilizer coating | |
| High (150°C+) | Super Heat-Alkali | Cement clinker, sinter transport |
Consult this thermal guide to determine if your application requires a hybrid compound for maximum belt longevity.
How to maintain a rubber alkali resistant conveyor belt?

Regular maintenance of a rubber alkali resistant conveyor belt involves scheduled inspections and the use of proper cleaning methods to remove caustic buildup. Neglecting basic care can allow alkaline residues to concentrate, which might eventually overwhelm the protective cover.
What are the signs of chemical damage?
You should look for surface discoloration, hardening, or small “alligator” cracks that indicate the rubber is beginning to lose its elasticity. If you notice any swelling or the belt edges becoming sticky, it is a sign that the chemical concentration has exceeded the belt’s limits.
- Frequent visual checks for surface brittleness.
- Monitoring belt thickness for swelling.
- Inspecting edge integrity for chemical seepage.
But here is the catch: early detection can save you thousands in catastrophic failure costs.
Should you use specific cleaning agents?
When cleaning the belt, it is vital to use pH-neutral detergents that won’t interact with the alkali-resistant compound. Avoid using high-pressure steam which can force alkaline particles into the micro-pores of the rubber.
- Use soft brushes and neutral cleaning solutions.
- Rinse with clean water to remove chemical film.
- Ensure the belt is dry before resuming high-load operations.
Think about it: proper cleaning is the simplest way to extend your belt’s life.
Key Takeaway: Proactive maintenance through cleaning and inspection prevents caustic accumulation and early degradation of the rubber surface.
| Maintenance Task | Frequency | Objective | |
|---|---|---|---|
| Visual Inspection | Daily | Spot early surface cracks | |
| pH Neutral Wash | Weekly | Remove corrosive buildup | |
| Tracking Check | Monthly | Prevent edge wear and seepage |
Follow the maintenance schedule above to ensure your transport system remains in peak condition throughout its service life.
What is the service life of a rubber alkali resistant belt?

A high-quality rubber alkali resistant conveyor belt typically lasts 2 to 3 times longer than a general-purpose belt in caustic environments. The exact lifespan depends on the concentration of the alkali, the operating temperature, and the physical abrasiveness of the materials.
How long do these belts typically last?
In a typical plaster casting facility, you can expect a service life of 24 to 48 months with proper maintenance. Standard belts in the same environment often fail within 6 to 10 months due to cover softening and ply separation.
- Extended lifecycle compared to textile belts.
- Stability across seasonal temperature shifts.
- Resistant to the “aging” effect of chemical exposure.
The bottom line is: durability translates directly into higher annual profitability.
Can you extend the lifespan of your belt?
You can extend the belt’s life by ensuring that scrapers are properly adjusted to remove as much alkaline material as possible. Additionally, minimizing the drop height at loading points reduces the physical impact that could crack the chemical-resistant cover.
- Optimize loading points to reduce impact.
- Use compatible chemical-resistant scrapers.
- Maintain proper tension to prevent internal stress.
Look at it this way: a well-cared-for belt is a long-lived investment.
Key Takeaway: While more expensive upfront, the extended service life of alkali-resistant belts makes them the most cost-effective choice long-term.
| Belt Type | Typical Life (Months) | Failure Mode | |
|---|---|---|---|
| General Purpose | 6–10 | Swelling and cracking | |
| Standard Alkali | 24–36 | Surface abrasion | |
| Premium Alkali | 48+ | Natural rubber aging |
This comparison illustrates the significant lifecycle gains achieved by moving to a specialized chemical-resistant transport solution.
Does the rubber alkali resistant conveyor belt resist impact?

Durability for a rubber alkali resistant conveyor belt isn’t just about chemicals; it’s also about physical impact from heavy aggregates. These belts are constructed with a high-strength EP (Polyester) or NN (Nylon) fabric carcass that absorbs shock while protecting the chemical barrier.
Can it handle heavy aggregate loads?
Yes, the internal reinforcement is designed to support the weight of bulk gypsum, limestone, and other minerals used in casting. The rubber cover is specifically formulated to be both chemically inert and abrasion-resistant, preventing sharp rocks from cutting into the core.
- High tensile strength for heavy-duty hauling.
- Impact-absorbing middle rubber layers.
- Excellent troughability for high-volume transport.
Think about it: your belt must be a “tank” that is also a “chemical shield.”
Is tear resistance built into the carcass?
Manufacturers incorporate cross-weave fabrics and high-elongation rubber to ensure that any accidental punctures don’t turn into catastrophic tears. This “rip-stop” capability is vital when handling raw materials that may contain foreign metal or sharp stones.
- Multilayer fabric plies for maximum tear strength.
- High adhesion between the rubber and the carcass.
- Resilience against heavy loading-point impacts.
Believe it or not, the internal structure is just as important as the outer cover.
Key Takeaway: Physical toughness and chemical resistance are engineered together to provide a belt that handles both heavy loads and corrosive environments.
| Durability Metric | Rating | Benefit | |
|---|---|---|---|
| Tear Strength | High | Prevents long longitudinal rips | |
| Abrasion Loss | <150 mm³ | Resists wear from sharp minerals | |
| Impact Recovery | Excellent | Protects pulleys from shock damage |
Review these physical performance ratings to confirm the belt can handle your facility’s most demanding mechanical stresses.
How is a rubber alkali resistant conveyor belt manufactured?

The manufacturing process for a rubber alkali resistant conveyor belt involves a specialized vulcanization technique where chemical stabilizers are fused into the rubber matrix. This ensures that the alkali resistance is a fundamental property of the material, not just a surface coating.
What quality standards are used in production?
Reputable factories follow ISO 9001 and CE standards, using high-pressure vulcanizing presses to eliminate air pockets and ensure uniform thickness. Each batch undergoes rigorous testing for tensile strength, elongation at break, and chemical immersion stability.
- Strict raw material selection (EPDM/NBR).
- Automated calendaring for ply uniformity.
- Post-vulcanization chemical resistance testing.
The bottom line is: quality manufacturing prevents premature belt failure.
Are custom formulations available for clients?
Engineers can tailor the rubber compound based on your specific alkali type and concentration levels. This customization ensures that you aren’t paying for “over-engineered” properties you don’t need, or conversely, that you have enough protection for extreme environments.
- Custom cover thicknesses for extra life.
- Specific fabric grades for unique span lengths.
- Specialized edge designs to prevent seepage.
Just imagine a belt designed specifically for your plant’s unique “chemical cocktail.”
Key Takeaway: Precision manufacturing and custom engineering are the hallmarks of a high-performance industrial conveyor system.
| Production Step | Quality Control | Outcome | |
|---|---|---|---|
| Mixing | Molecular testing | Perfect alkali-resistance | |
| Calendaring | Thickness gauge | Uniform load distribution | |
| Vulcanizing | Pressure/Temp monitor | Strong ply-to-rubber bond |
Understanding the manufacturing process helps you appreciate the technical complexity behind every meter of high-quality industrial belt.
How should you store a rubber alkali resistant conveyor belt?
Proper storage is critical for maintaining the shelf-life of your rubber alkali resistant conveyor belt before it is even installed. Incorrect storage can lead to premature aging of the synthetic rubber, potentially weakening its chemical resistance before the first day of use.
Does sunlight damage the chemical coating?
Direct UV exposure causes ozone cracking and oxidation, which can degrade the synthetic polymers used for alkali resistance. You should always store your belt rolls in a cool, dark place, ideally wrapped in UV-protective film.
- Protect rolls from direct sunlight and rain.
- Store on racks to prevent flat spots on the roll.
- Keep away from electrical motors and ozone sources.
Look at it this way: your warehouse is the first line of defense for your equipment.
What is the ideal warehouse temperature?
The ideal temperature for storage is between 5°C and 25°C with moderate humidity. Extreme heat during storage can cause the rubber compounds to “bloom” or prematurely harden, making the belt difficult to track once installed on the conveyor system.
- Avoid temperatures exceeding 30°C.
- Maintain dry conditions to prevent fabric core rot.
- Keep the storage area free from chemical fumes.
But here is the real tip: rotating your stock ensures you are always using fresh material.
Key Takeaway: Safe storage practices preserve the chemical integrity and physical flexibility of the belt, ensuring it performs as expected after installation.
| Storage Factor | Recommended Condition | Risk of Failure | |
|---|---|---|---|
| Lighting | Dark/Indoor | UV-induced surface cracks | |
| Temperature | 5°C – 25°C | Premature rubber hardening | |
| Humidity | Low/Dry | Carcass rot and delamination |
Adhering to these storage guidelines ensures that your investment remains in perfect condition until you are ready for installation.
Summary of Industrial Excellence
Choosing a specialized conveyor solution is the most effective way to eliminate the systemic costs of chemical corrosion in your facility. We have explored the technical benefits, industrial applications, and critical maintenance steps required to maximize your equipment’s uptime. Our brand stance is built on the belief that a conveyor belt should be a reliable asset, not a recurring problem. By focusing on direct factory manufacturing and advanced polymer science, we help you solve the most demanding material handling challenges. We can provide you with custom-engineered solutions that integrate heat resistance, alkali immunity, and high-impact toughness into a single, durable system. To optimize your plaster casting or chemical production line, contact us today to receive a technical consultation and accurate quotation from our expert engineering team.
FAQ Section
1. Can I use an alkali-resistant belt for acid transport too?No, alkali-resistant belts are specifically formulated for high pH (base) environments and may not withstand low pH (acidic) substances unless a specialized dual-purpose compound is requested.
2. What is the best way to determine the concentration of my alkaline slurry?You should conduct a pH test and a chemical analysis of your material to identify specific salts and hydroxides; our engineers can use this data to select the perfect rubber compound for your belt.
3. Can I repair a chemically damaged belt with standard patch kits?It is not recommended, as standard patches lack alkali resistance; you should use a chemically compatible cold-bonding repair material or hot-vulcanized strips to ensure the repair doesn’t fail.
4. What’s the best pulley size for these thick chemical-resistant belts?The required pulley diameter depends on the number of fabric plies and the belt thickness; generally, alkali-resistant belts require slightly larger pulleys than standard belts to prevent surface stress.
5. How do I know if the belt I am buying is genuinely alkali-resistant?Always request a third-party testing report and a material safety datasheet (MSDS) that confirms the rubber’s performance after 168 hours of immersion in high-pH alkaline solutions.