Modern rubber conveyor belt repair technology provides a fast and efficient solution for restoring damaged conveyor belts without lengthy shutdowns or complex hot vulcanizing equipment. Using advanced liquid polymer casting and cold-curing repair compounds, industrial facilities can quickly seal gouges, repair worn belt covers, and protect the inner carcass from further deterioration. This repair method significantly reduces downtime, lowers maintenance costs, and extends conveyor belt service life in demanding industries such as mining, cement, ports, and bulk material handling. By implementing professional rubber conveyor belt repair solutions, companies can maintain continuous production efficiency and improve overall operational reliability.
Why is rubber conveyor belt repair vital for mines?

In high-demand mining environments, timely rubber conveyor belt repair is absolutely critical to avoid catastrophic production delays. Letting minor cover damage go unaddressed directly exposes the belt’s inner fabric plies to moisture and abrasive dust. This oversight eventually leads to catastrophic ply separation and complete system breakdown.
What is the true cost of unplanned belt downtime?
Here is the deal: every hour your bulk handling system sits idle represents thousands of dollars in lost processing revenue. When a belt rips, you face emergency mobilization fees, idle labor crews, and immediate bottlenecks across your entire transport line.
- Loss of thousands of tons of hourly material throughput.
- Premium emergency contractor repair rates on short notice.
- Upstream blockages that paralyze downstream processing plants.
Key Takeaway: Proactive edge and cover repairs extend the lifetime of your expensive heavy-duty belts, keeping your primary transport lines running without premature, high-cost capital replacements.
| Operational Risk | Traditional Action | Casting Solution | Impact on Lifetime | |
|---|---|---|---|---|
| Minor Cover Gouges | Ignore until failure | Instant spot plaster repair | Prevents carcass rot | |
| Edge Wear & Fraying | Complete belt trim | Edge casting refurbishment | Preserves original width | |
| Localized Splice Wear | High-cost hot vulcanization | Fast-curing casting patch | Postpones splice rebuilds |
Proactive spot repairs maintain the uniform thickness of your belt, stopping minor surface wear from developing into deep fabric delamination.
What is casting in rubber conveyor belt repair?

Understanding the fundamentals of plaster casting is the first step toward masterfully executing a rubber conveyor belt repair when time is of the essence. This innovative approach relies on high-performance liquid elastomers that are hand-applied directly over gouges. It fills voids seamlessly to match the original belt cover profile.
How does liquid polyurethane act as synthetic rubber?
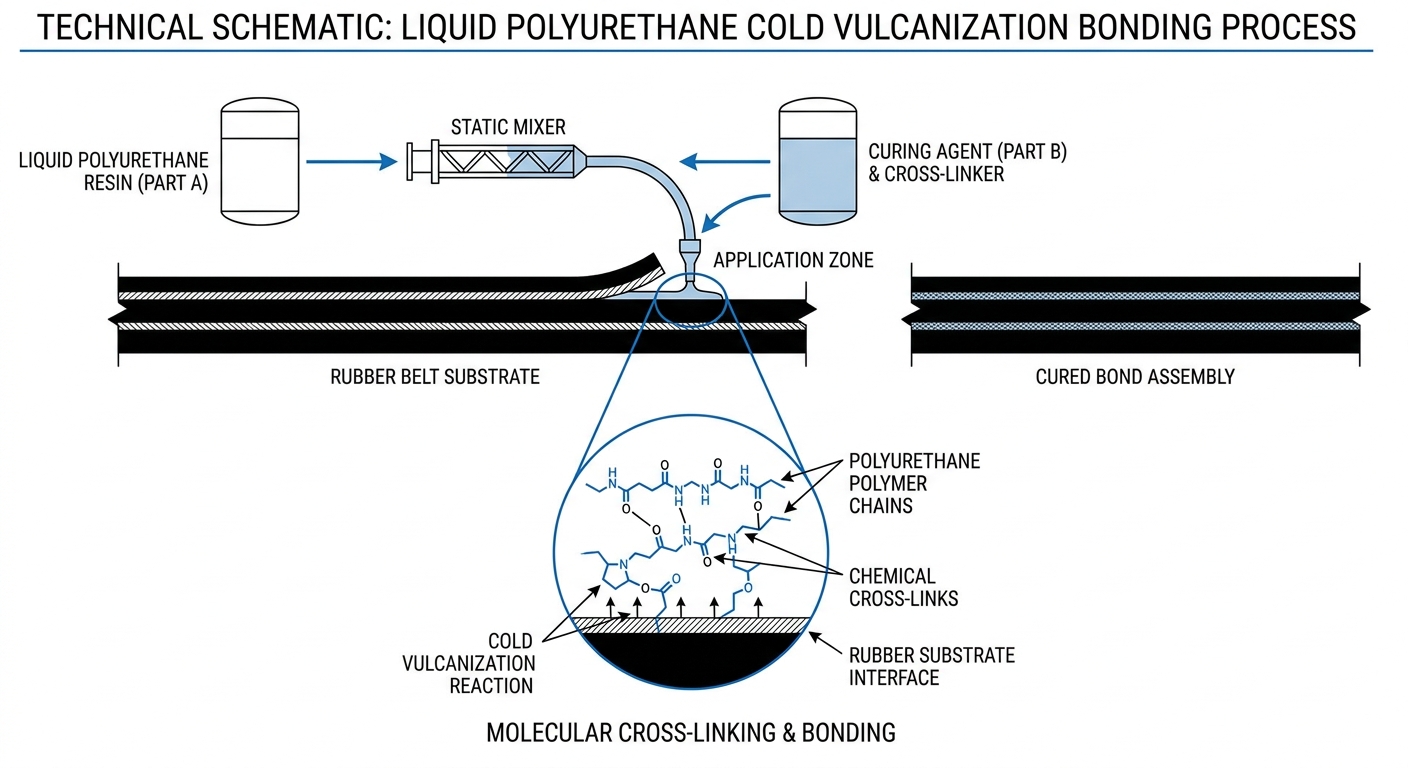
Look: modern casting kits use advanced two-part polyurethane liquid formulas that replicate the physical properties of vulcanized rubber. Once mixed, this specialized compound develops a thick, trowelable paste consistency that you can easily smooth over damaged sections.
- Durometer hardness matching standard Grade M and N covers.
- Outstanding elasticity to bend over pulleys without cracking.
- Strong chemical resistance to oils, greases, and UV exposure.
Key Takeaway: Liquid-applied polyurethane offers a seamless, spatula-ready repair method that molecularly locks onto your existing belt cover to restore its original impact resistance.
| Technical Property | Liquid Polyurethane Casting | Vulcanized Rubber Cover | |
|---|---|---|---|
| Shore A Hardness | 60 – 75 Durometer | 60 – 70 Durometer | |
| Elongation Limit | Up to 450% | Up to 500% | |
| Application Method | Hand-troweled paste | Hot-pressed rubber sheet |
Using cold-applied polyurethanes provides a flexible barrier that mirrors the exact physical performance of your original factory vulcanized belt.
How does casting work in rubber conveyor belt repair?
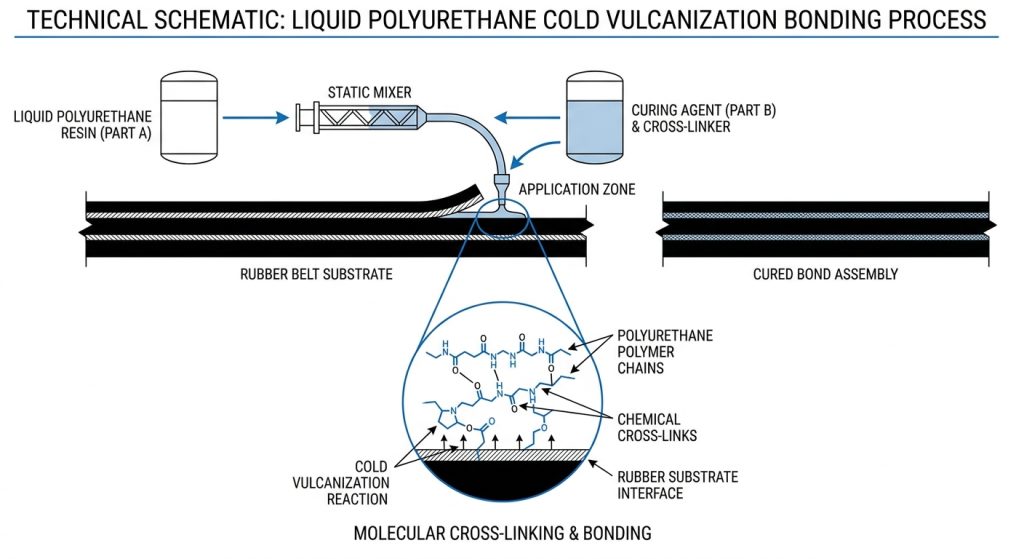
The underlying science of this modern rubber conveyor belt repair hinges on molecular cross-linking and cold vulcanization principles. By combining a base resin with a specialized catalyst, you initiate an exothermic chemical reaction. This process rapidly transforms the liquid mixture into a tough, rubbery solid without external heat.
What is the chemistry of cold chemical curing?
Think about it: traditional hot vulcanization requires massive pressure and temperatures exceeding 140 degrees Celsius. In contrast, cold chemical curing locks the polymer chains together at ambient temperatures, eliminating the need for heavy power-hungry equipment.
- Exothermic reaction that occurs uniformly regardless of patch thickness.
- Excellent dimensional stability with near-zero material shrinkage.
- High-strength chemical anchors that prevent the patch from peeling.
Key Takeaway: Cold chemical curing creates a three-dimensional polymer network that delivers exceptional tear strength, allowing your conveyor systems to resume work in record time.
| Cure Phase | Elapsed Time | Compound State | Operation Status | |
|---|---|---|---|---|
| Pot Life | 0 – 10 Mins | Malleable, liquid-like paste | System locked out | |
| Gelling Phase | 10 – 20 Mins | Transitioning to rubbery solid | Polymer cross-linking | |
| Setting Phase | 20 – 60 Mins | Reaches 80% of final hardness | System can safely restart |
Rapid cross-linking minimizes your mechanical downtime, ensuring a quick turnaround during planned or unplanned maintenance stops.
When do you need a rubber conveyor belt repair?

Recognizing the precise operational moments to execute a rubber conveyor belt repair can save your plant thousands of dollars. Not all damage requires cutting out a full section of the belt. Identifying surface-level wear early allows you to use liquid casting as a highly effective preventive maintenance strategy.
How do you repair wear caused by abrasive skirtboards?
Let’s face it: abrasive coal dust and trapped aggregates under chute skirtboards constantly grind away at your belt’s outer edges. Over time, this friction creates deep longitudinal grooves that weaken the belt edge and invite catastrophic edge fraying.
- Friction grooves worn along the tracking path.
- Surface scratches from sharp materials falling at transfer points.
- Localized pitting that exposes the inner fabric carcass layers.
Key Takeaway: Applying casting compound to skirtboard-worn edges fills in the deep grooves, re-establishing a flat profile that seals effectively and stops spillage.
| Damage Type | Visual Sign | Feasibility for Casting | Recommended Action | |
|---|---|---|---|---|
| Skirtboard Grooves | Parallel grooves on edges | Highly Feasible | Buff, prime, and trowel flush | |
| Cover Punctures | Localized crater-like holes | Highly Feasible | Fill completely to seal plies | |
| Full Carcass Split | Complete break through belt | Not Feasible | Execute full mechanical splice |
Spot-treating localized cover damage prevents external elements from penetrating the inner carcass and causing structural breakdown.
Which materials rule rubber conveyor belt repair?

Selecting the correct industrial materials is vital to ensuring your rubber conveyor belt repair withstands harsh mining or cement plant conditions. High-quality kits contain specifically engineered chemical agents that work together to create a permanent bond. Using sub-standard materials will lead to premature patch failure and repeated downtime.
What makes up high-durability two-part polyurethane kits?
Here is the deal: a complete professional-grade casting kit contains far more than just raw polyurethane paste. You must utilize chemical solvents to clean the rubber, followed by a dedicated bonding primer that serves as a molecular bridge.
- Two-part liquid polymer resins with pre-measured catalyst bottles.
- Industrial cleaning solvents to remove oil, grease, and oxidized rubber.
- High-performance chemical primers for maximizing rubber adhesion.
Key Takeaway: Every chemical component in a casting kit plays an essential role in preparing, bonding, and curing the polymer to achieve long-term wear resistance.
| Kit Component | Primary Role | Technical Benefit | Critical Rule | |
|---|---|---|---|---|
| Base Resin (Part A) | Core elastomer mass | High impact absorption | Mix slowly to avoid bubbles | |
| Hardener (Part B) | Initiates chemical cure | Rapid setting performance | Scrape all contents into pot | |
| Surface Primer | Molecular bonding agent | Prevents edge peeling | Apply thin, uniform coat |
Investing in comprehensive, chemical-matched kits guarantees your field repairs achieve a durable, peel-resistant bond with the belt.
How do you execute rubber conveyor belt repair?

Executing a flawless rubber conveyor belt repair demands a precise, step-by-step application methodology. Even the most advanced synthetic rubber compounds will fail if your team rushes the surface preparation. Following professional cleaning and grinding protocols ensures the cast compound locks permanently into the rubber substrate.
Step-by-step process for preparing and pouring the polymer
But wait, there’s more: you must begin by roughing up the damaged area with a low-speed grinder to strip away oxidized rubber and expose a clean texture. After cleaning the area with solvent, apply a thin coat of primer and let it dry before pouring your mixed compound.
- Grind a 45-degree bevel around the damage to avoid sharp edges.
- Apply solvent to dissolve deep contaminants and fine coal dust.
- Trowel the mixed compound smoothly from the center of the patch outward.
Key Takeaway: Meticulous mechanical preparation and careful leveling ensure your finished cast patch sits flush with the belt to resist scraper wear.
| Step Number | Phase | Target Duration | Critical Quality Goal | |
|---|---|---|---|---|
| Phase 1 | Mechanical Grinding | 10 – 15 Mins | Expose fresh, rough rubber structure | |
| Phase 2 | Chemical Priming | 5 Mins | Lay down a uniform molecular anchor | |
| Phase 3 | Compound Pouring | 10 Mins | Level the paste flush with the top cover |
Following this structured process step-by-step ensures your repair bonds permanently and maintains maximum system reliability.
What are the gains of rubber conveyor belt repair?

The operational and economic benefits of choosing liquid casting for your rubber conveyor belt repair are immediate and substantial. This technology bypasses the massive logistics and heavy energy footprints required by traditional hot vulcanizing systems. It delivers an incredibly resilient wear surface with a fraction of the labor and equipment costs.
How a rapid one-hour cure time maximizes your system uptime?
Best of all? You do not need to dismantle your conveyor structure, release system tension, or wait half a day for heavy vulcanizing presses to cool down. A typical cast patch cures at room temperature in under sixty minutes, letting you resume operations almost instantly.
- Sixty-minute curing times that fit easily into brief scheduled stops.
- Outstanding resistance to high-frequency scraper friction.
- Lightweight, highly portable kits that technicians can carry anywhere.
Key Takeaway: Liquid casting represents the ultimate compromise between rapid turnaround speed and long-term mechanical durability under heavy material loads.
| Performance Dimension | Cast Polyurethane Repair | Hot Vulcanization Press | |
|---|---|---|---|
| System Downtime | 1 to 2 hours total | 6 to 12 hours minimum | |
| Equipment Footprint | Compact hand tools | Massive electrical presses | |
| Labor Requirement | 1 to 2 field technicians | 4 to 6 specialized crew |
Utilizing liquid casting minimizes your plant’s operational bottlenecks, keeping materials moving with minimal cost.
What limits are there in rubber conveyor belt repair?

While liquid-applied casting is an outstanding maintenance tool, understanding its operational boundaries is essential for safety. It is a surface-level cover restoration technique, not a structural reinforcement for severed belts. Attempting a rubber conveyor belt repair over deep, structural steel cord breaks without mechanical backing will result in safety risks.
When severe carcass damage requires a complete splice instead?
Let’s face it: if the internal high-tension cords or fabric plies are completely ruptured, a liquid plaster alone cannot hold the belt together under tension. You must use mechanical clips or execute a full vulcanized splice to restore the belt’s structural integrity.
- Belts split completely in two across the width.
- Severe cold temperatures below 5 degrees Celsius that stop chemical curing.
- Large-scale surface wear areas that make casting uneconomical.
Key Takeaway: Always assess the depth of your belt damage to ensure you do not use casting on structural breaks that require a high-tension splice.
| Damage Condition | Can You Cast? | Correct Maintenance Action | |
|---|---|---|---|
| Localized Cover Gouge | Yes (Perfect fit) | Clean, prime, and pour liquid polymer | |
| Severed Steel Cords | No (Structural risk) | Install mechanical clips or full splice | |
| High-Tension Tear | No (High risk) | Execute hot or cold structural vulcanization |
Respecting these technical limits protects your system from catastrophic high-tension failures and ensures long-term plant safety.
How do you inspect a rubber conveyor belt repair?

Implementing a rigorous post-cure inspection routine ensures your rubber conveyor belt repair performs flawlessly under heavy scraper friction. Skipping quality control checks can lead to undiscovered bubbles or adhesion gaps. These small issues can quickly turn into larger tears once the conveyor starts running.
The complete quality control checklist for cured cast rubber
Here is the key: you must perform visual, tactile, and physical tests to confirm that your newly poured compound has bonded successfully with the substrate. Any soft spots, high edges, or internal air bubbles indicate incomplete curing or surface prep errors.
- The Hammer Tap Test to find hidden hollow spaces or delamination.
- The Edge Pick Test using a probe to check for bonding failures.
- Shore A Durometer checks to confirm the compound has cured completely.
Key Takeaway: A successful cast patch must sit flush with the surrounding belt surface and achieve a uniform hardness of 60 to 75 Shore A.
| Inspection Parameter | Target Metric | Rejection Threshold | Corrective Action | |
|---|---|---|---|---|
| Surface Flushness | 0 to -0.5 mm | Over +1.0 mm (High spot) | Grind high spots smooth | |
| Hardness Reading | 60 – 75 Shore A | Under 50 Shore A (Soft) | Scrap and re-apply fresh mix | |
| Edge Integration | Seamless transition | Visible lifting or gaps | Prime and apply edge sealant |
Taking five minutes to inspect the cured patch prevents premature wear and ensures compatibility with high-tension belt scrapers.
Why choose experts for rubber conveyor belt repair?

Partnering with experienced professionals for your rubber conveyor belt repair needs guarantees that every step of the process aligns with international safety standards. Expert crews bring the specialized tools and chemical knowledge needed to handle complex vertical edge repairs or deep cover gouges. This professional touch ensures a long-lasting, high-performance repair.
How professional application ensures scraper safety and longevity
Bottom line? A poorly applied DIY patch can easily snag on high-tension belt scrapers, ripping out the repair and causing massive material spillage. Certified technicians ensure the patch has feathered edges and a perfect chemical bond, protecting your investment.
- Expert chemical mixing that guarantees complete polymer cross-linking.
- Professional-grade grinding equipment that prevents belt cover burning.
- Comprehensive post-repair testing to verify correct durometer hardness.
Key Takeaway: Relying on professional expertise eliminates the trial-and-error of DIY attempts, securing maximum uptime for your conveyor lines.
| Maintenance Factor | DIY Application Risks | Professional Execution Benefits | |
|---|---|---|---|
| Compound Mixing | Incomplete cure and soft patches | Guaranteed chemical stoichiometry | |
| Surface Grinding | Heat damage to carcass fibers | Clean, rough rubber profile | |
| Edge Profiling | Square edges that catch scrapers | Smooth, feathered transitions |
Choosing expert support ensures your heavy-duty conveyor systems remain safe, clean, and highly productive over their entire life cycle.
Frequently Asked Questions
Can I use casting compounds on steel cord conveyor belts?
Yes, you can do this. Casting compounds are highly effective for sealing localized cover gouges and cuts on steel cord belts, but they should only be used as a surface cover sealant. If the internal steel tension cords are completely severed, you must implement a full mechanical or vulcanized structural splice before casting.
What’s the best temperature range for applying casting repairs?
The optimal range is between 15°C and 30°C. While you can apply these polymers in cooler conditions down to 5°C, cold temperatures will slow down the chemical curing process. If you must perform repairs in freezing temperatures, you should use infrared heating lamps or thermal blankets to keep the application zone warm.
How do I know if my damaged belt cover needs casting or vulcanization?
You should choose based on the depth of the damage. If the damage is localized to the top rubber cover (such as skirtboard wear, shallow punctures, or narrow cuts), liquid casting is the ideal quick-setting solution. However, if the conveyor belt has a full structural split or deep ply-to-ply separation, you must opt for a hot vulcanized splice.
Can I apply synthetic rubber plaster without professional training?
Yes, you can do this for minor surface patches. Most two-part liquid polyurethane kits are formulated for simple field use by standard plant maintenance teams. However, for critical primary conveyor lines or deep, complex edge wear, hiring experienced technicians is highly recommended to guarantee scraper safety.
What’s the best way to clean a belt before casting?
You must grind the surface first. Use a low-speed angle grinder with a wire brush or carbide disk to strip away all oxidized rubber and expose a clean, rough texture. Follow this by wiping the area with an industrial solvent to remove remaining dust, letting it dry completely before priming.
Conclusion
By addressing minor cover wear, edge groove degradation, and impact damage early with advanced plaster casting, your industrial operations successfully eliminate unplanned downtime and protect heavy-duty assets from catastrophic failure. At Weifang Zhenxing Rubber Co., Ltd., we solve these high-stakes bulk handling challenges by manufacturing premium, wear-resistant conveyor belts designed to withstand the toughest mining and industrial environments. Our vision is to empower global industries with resilient, direct-factory belting solutions that maximize throughput and lower your total cost of ownership. To discuss how our high-performance EP fabric, steel cord, and chevron conveyor belts can elevate your system’s reliability, contact us today for expert consultation and an accurate direct-factory quote.