
A rubber conveyor belt joint machine is essential for creating strong, seamless belt splices through hot vulcanization. It restores up to 90% of the original tensile strength, reducing downtime, preventing repeated failures, and ensuring safe, continuous operation in high-load industrial environments.
What is a rubber conveyor belt joint machine?
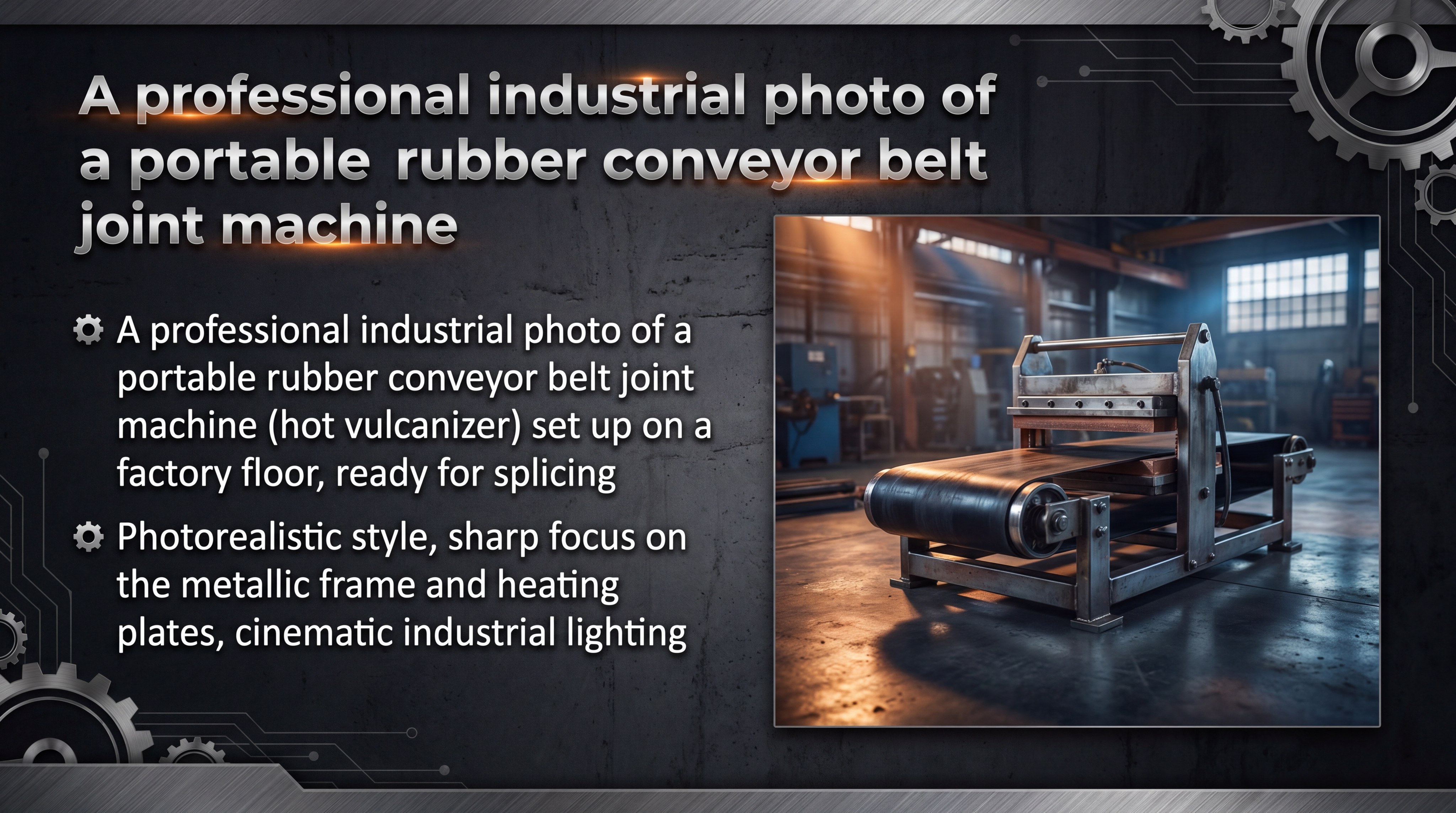
A rubber conveyor belt joint machine is a portable, heavy-duty device engineered to apply precise heat and high pressure to belt splices. It functions by sandwiching the prepared belt ends between two aluminum heating plates, triggering a molecular transformation in the rubber.
Portability for Field Operations
This equipment is designed for on-site use, allowing maintenance crews to perform repairs directly on the conveyor frame. Its modular construction means you can transport individual components to remote mining sites or elevated gantries.
- Lightweight aluminum alloy frames.
- Modular heating and pressure elements.
- Easy assembly in tight industrial spaces.
Splicing vs. Mechanical Fastening
Unlike mechanical fasteners that pierce the belt carcass, the joint machine creates a smooth, continuous surface. This prevents damage to scrapers and pulleys while eliminating the “bump” that causes vibration and noise.
- Is it more durable than clips? Yes, it offers significantly higher longevity.
- Does it leak material? No, the joint is fully sealed against moisture and dust.
Key Takeaway: The hot vulcanizer is the gold standard for creating permanent, high-strength joints that protect your secondary conveyor components from premature wear.
| Feature | Joint Machine Details | |
|---|---|---|
| Material Support | Fabric, Steel Cord, and PVC belts | |
| Typical Pressure | 1.0 to 1.5 MPa | |
| Common Name | Hot Vulcanizing Machine |
Hot vulcanization provides a structural bond that mechanical methods simply cannot match in heavy-duty applications.
How does a rubber conveyor belt joint machine work?
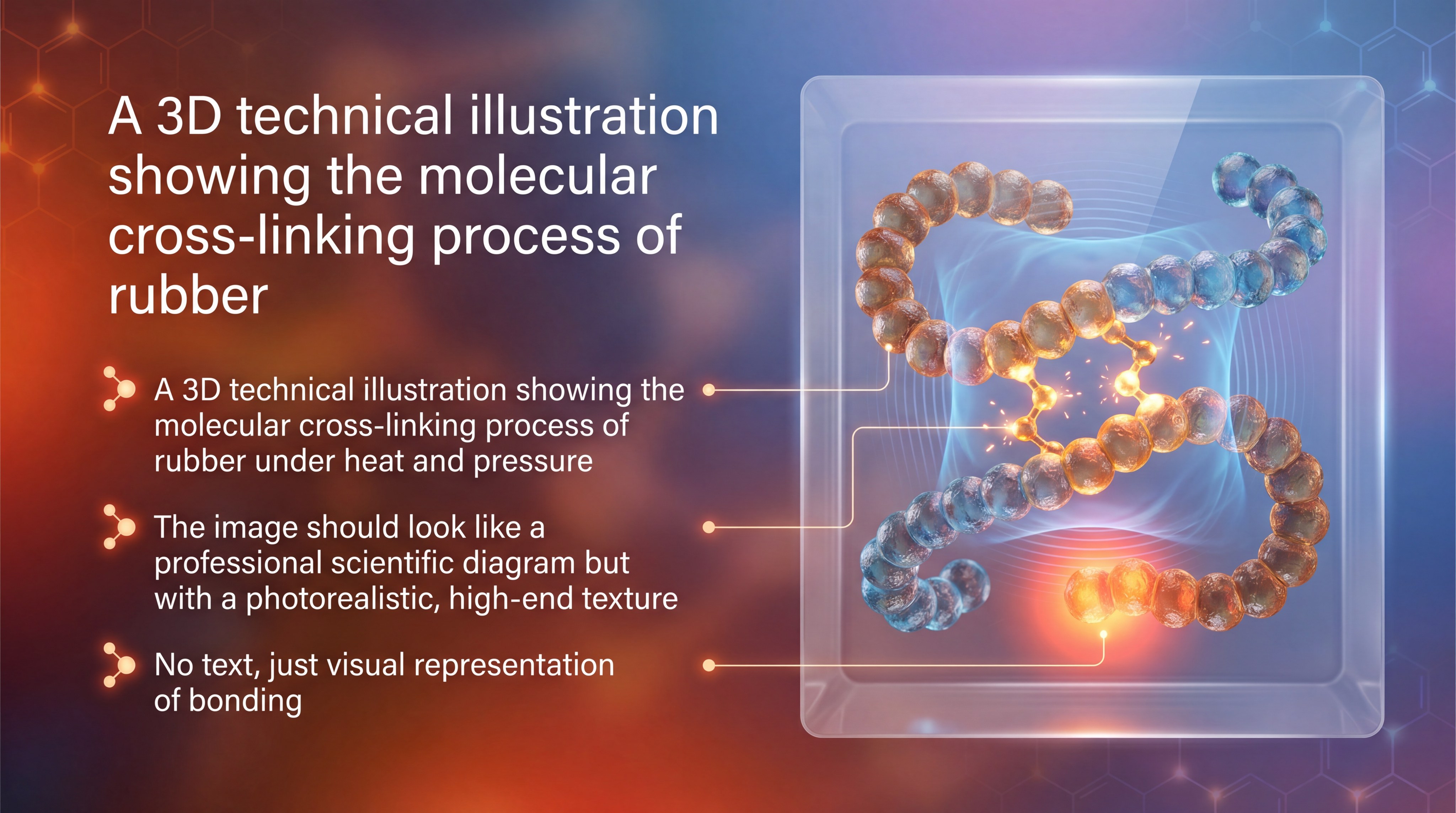
The rubber conveyor belt joint machine works by facilitating a chemical reaction known as cross-linking between rubber polymers under controlled conditions. By maintaining a constant temperature of 145°C and a surface pressure of 1.5MPa, the machine fuses raw rubber and fabric layers into a single unit.
The Science of Cross-Linking
When heat is applied, the sulfur atoms in the unvulcanized rubber form bridges between long polymer chains. This creates a three-dimensional network that is resistant to heat, cold, and mechanical stress.
- Molecular bonding of rubber plies.
- Elimination of internal air pockets.
- Creation of a high-tensile interface.
Pressure via Water Plates
Uniform pressure is critical to ensure every square inch of the splice is bonded correctly. Modern machines use a rubber water pressure bag that expands under hydraulic force to distribute load evenly across the belt width.
- How do you ensure even pressure? The water plate conforms to belt irregularities.
- Why is 1.5MPa the standard? It is the optimal force to drive out air and compress layers.
Key Takeaway: Success depends on the perfect trifecta of temperature, pressure, and dwell time to ensure the chemical bond reaches its maximum potential strength.
| Process Stage | Expected Outcome | |
|---|---|---|
| Heating | Reaching 145°C for polymer activation | |
| Curing | Holding temperature for 30–50 minutes | |
| Cooling | Structural stabilization before tension |
Precise control over these variables prevents the joint from being under-cured or becoming brittle through over-heating.
What parts make up a rubber conveyor belt joint machine?
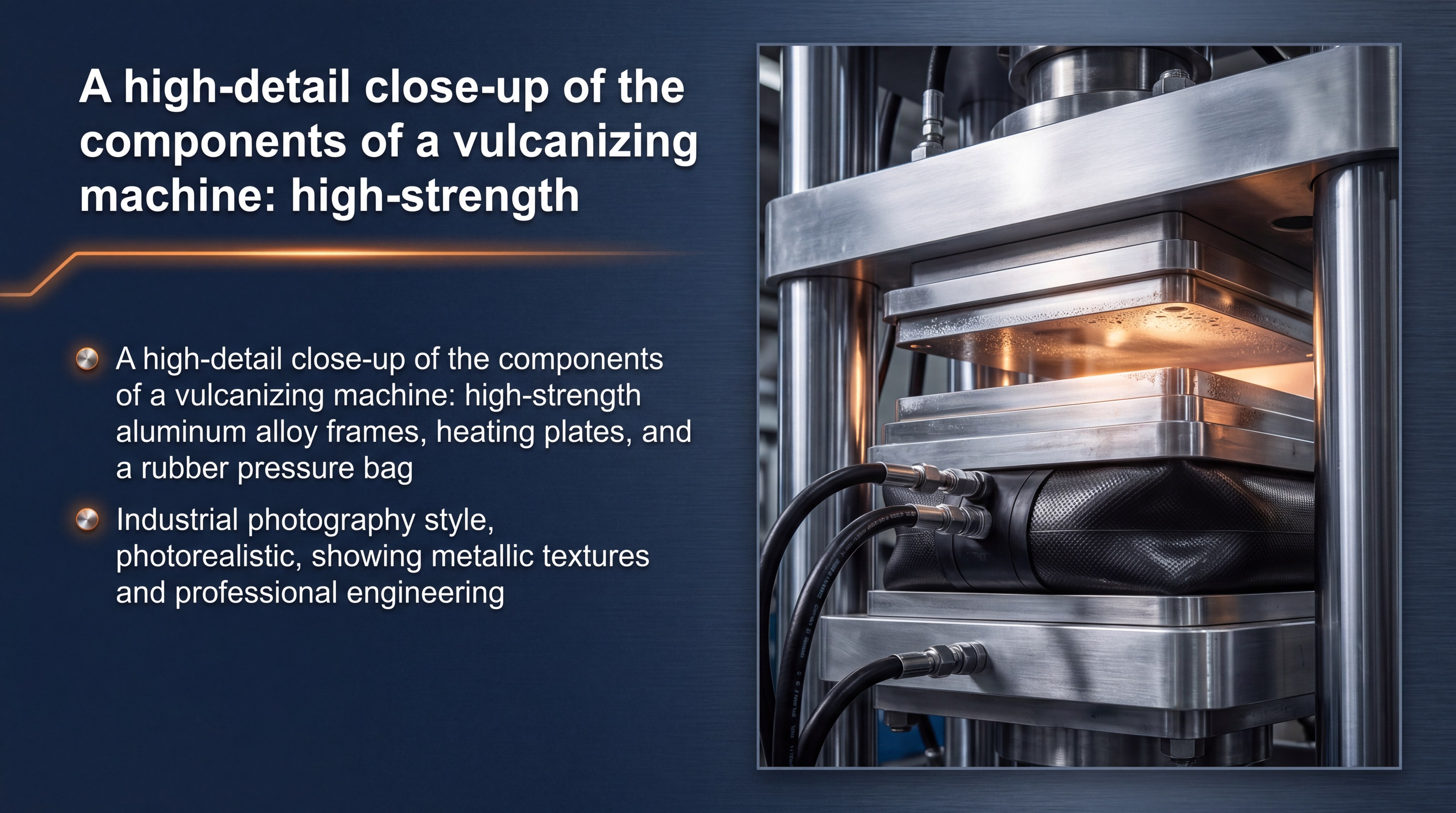
Every rubber conveyor belt joint machine consists of a high-strength aluminum frame, heating plates, a pressure system, and an electronic control unit. These components work in unison to provide the structural integrity required to withstand the massive internal forces generated during the curing cycle.
Heating Plates and Thermal Elements
The heating plates are the heart of the system, designed to provide a uniform temperature variance of less than ±3°C. High-quality plates use a sandwich construction that ensures fast heat-up times while remaining resistant to warping.
- Uniform heat distribution across the surface.
- Internal DC cooling channels for rapid thermal cycles.
- Corrosion-resistant aluminum alloy surface.
The Electric Digital Control Box
You manage the entire vulcanization process through an automated control box that monitors sensors in real-time. This unit handles the timing, safety shut-offs, and temperature plateaus without requiring constant manual adjustment.
- What does the control box do? it automates the heating and cooling cycles.
- Is it protected from dust? Yes, most units feature IP65-rated enclosures for mining use.
Key Takeaway: The quality of individual components, especially the heating plates and the pressure bag, directly determines the consistency and reliability of your belt repairs.
| Component | Primary Material/Function | |
|---|---|---|
| Heating Plate | High-grade Aluminum Alloy | |
| Pressure Bag | Rubber Water Pressure Plate | |
| Control Box | LCD Digital Display / Timer |
Modern designs focus on reducing weight while maximizing the structural rigidity of the pressure frames.
What specs define a rubber conveyor belt joint machine?
To achieve a factory-standard joint on your steel cord conveyor belt , the rubber conveyor belt joint machine must meet specific industrial benchmarks. If your equipment cannot reach the required pressure or maintain thermal stability, the resulting joint will likely fail prematurely under operational load.
Temperature and Pressure Standards
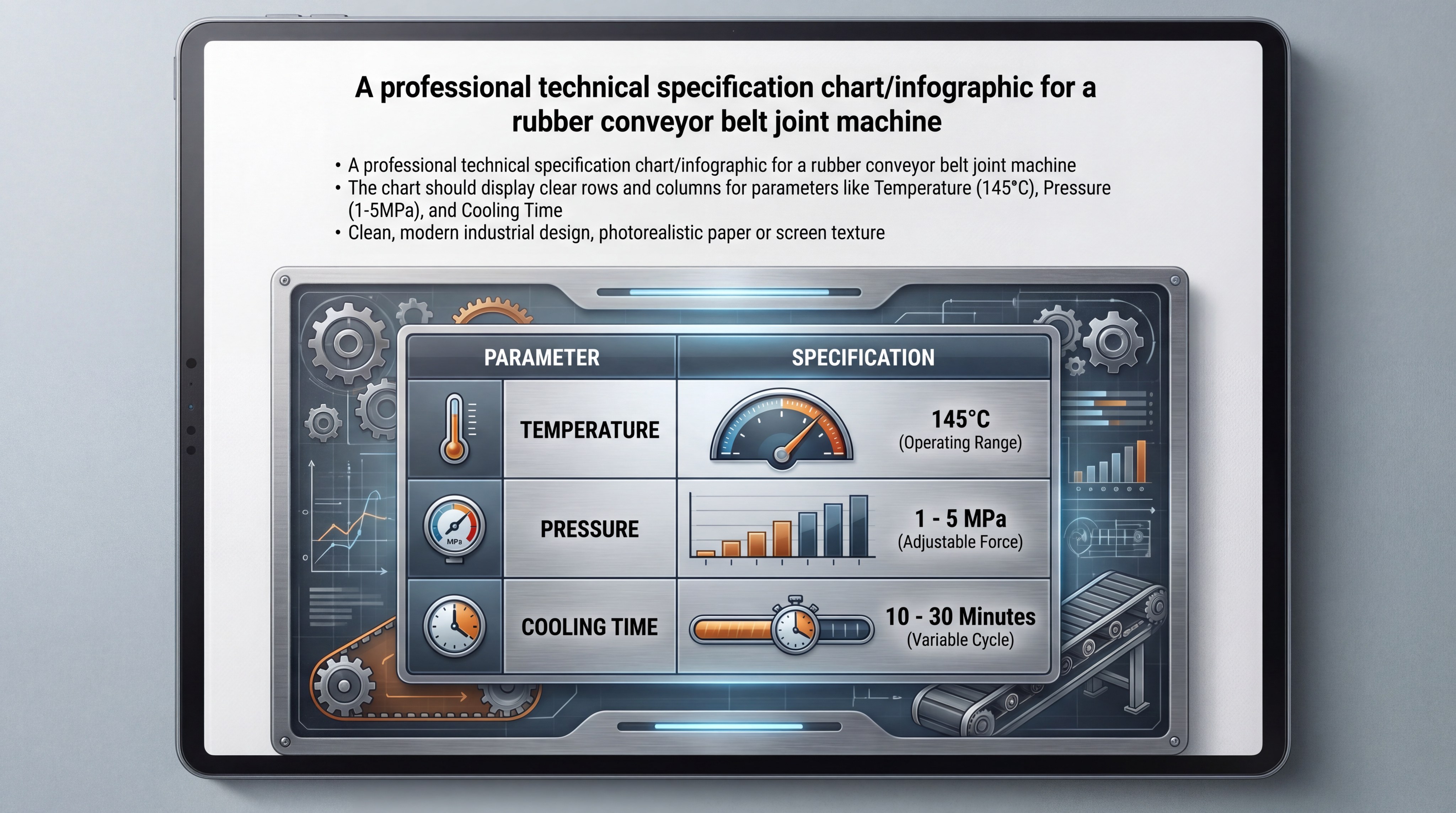
The machine must be capable of reaching an adjustable range of up to 200°C, though most rubber belts require exactly 145°C for the curing stage. Pressure must be maintained at a steady 1.5MPa to ensure the rubber flows into every fiber of the fabric plies.
- 145°C vulcanization temperature.
- ±3°C surface temperature difference.
- 1.5MPa standard operating pressure.
Power and Timing Efficiency
Efficiency is measured by how quickly the machine can reach the target temperature from ambient levels. High-performance models can achieve full heat in less than 25 minutes, which is vital for minimizing total system downtime.
- How much power is required? Typically 36kW for large industrial units.
- What is the standard heating time? Less than 50 minutes to reach 145°C.
Key Takeaway: Adhering to these technical parameters ensures that the chemical reaction is completed uniformly, creating a joint that can withstand millions of tons of material.
| Parameter | Standard Value | |
|---|---|---|
| Surface Temp Difference | ≤ ±3°C | |
| Heating Time | < 50 minutes (to 145°C) | |
| Operating Voltage | 380V / 660V Industrial |
Choosing a machine that meets these standards is the first step in ensuring long-term conveyor reliability.
Which industries use a rubber conveyor belt joint machine?

A rubber conveyor belt joint machine is an essential asset in sectors where material transport is the lifeblood of the operation. From deep underground coal mines to massive port facilities, these machines ensure that the logistics chain remains unbroken even after a belt failure.
Mining and Bulk Handling
In the mining industry, belts are subjected to extreme impact and abrasion. Using a hot vulcanizer allows you to create joints that can handle the high-tension requirements of long-distance overland conveyors.
- Underground coal mining repairs.
- Iron ore and copper processing plants.
- Quarrying and aggregate transport.
Power Plants and Cement Facilities
Cement plants handle abrasive clinker at high temperatures, requiring heat-resistant joints. Similarly, power plants rely on fire-resistant belts that must be spliced with precision to maintain their safety ratings.
- What belts are spliced here? Heat-resistant and flame-retardant types.
- Why is hot splicing preferred? It resists thermal degradation better than adhesives.
Key Takeaway: Regardless of the industry, a hot-vulcanized joint provides the highest return on investment by significantly reducing the frequency of belt-related shutdowns.
| Industry Sector | Primary Requirement | |
|---|---|---|
| Mining | Impact and tear resistance | |
| Cement | Heat resistance (up to 200°C) | |
| Ports | High-speed throughput stability |
Industry-specific machines are often customized to handle the unique belt widths and material compositions found in these sectors.
How does water cooling speed up a rubber conveyor belt joint machine?
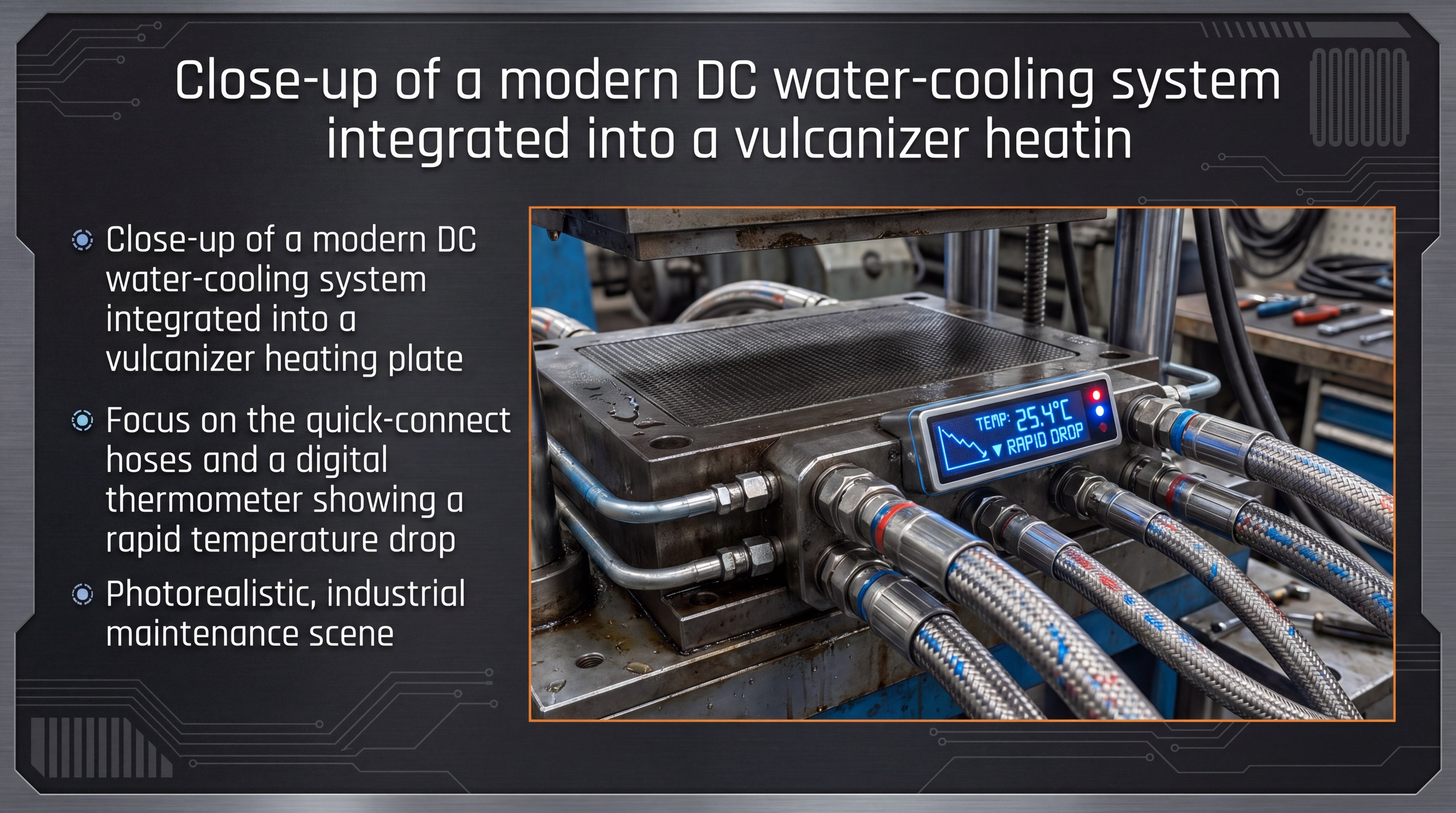
Integrated water cooling in a rubber conveyor belt joint machine can reduce your total maintenance window by up to 85%. By circulating cold water through internal channels in the heating plates, the machine drops from 145°C to a safe handling temperature of 70°C in roughly 15 minutes.
Mechanics of Rapid Thermal Cycles
Instead of waiting hours for natural air cooling, a DC water pump forces coolant through the plates immediately after the curing time finishes. This rapid cooling stabilizes the rubber’s molecular structure faster, allowing for earlier belt tensioning.
- Internal DC water circulation device.
- Rapid temperature drop from 145°C to 70°C.
- Immediate stabilization of the belt splice.
Impact on Site Productivity
Time is money during a breakdown. By using a machine with water cooling, you can return a conveyor to service hours earlier than with traditional methods, which is critical for high-capacity fabric conveyor belts .
- How much time do you save? Approximately 2-3 hours per joint.
- Does it harm the belt? No, it prevents heat from lingering and over-curing the rubber.
Key Takeaway: Integrated cooling systems are no longer a luxury; they are a necessary feature for any operation that prioritizes minimal downtime and maximum throughput.
| Cooling Phase | Time Requirement | |
|---|---|---|
| Natural Cooling | 2–4 Hours | |
| Water Cooling | 15–20 Minutes | |
| Productivity Gain | Approx. 85% faster return |
Accelerated cooling allows your maintenance team to move to the next task while the production line restarts.
Why use digital control with a rubber conveyor belt joint machine?

Using digital automation with your rubber conveyor belt joint machine removes the risk of human error from the splicing process. Precision sensors monitor both heating plates simultaneously, ensuring that neither side deviates from the programmed curing profile.
Automated Temperature and Timing
The LCD control box allows you to preset the exact curing time and temperature required for your specific belt type. Once the cycle begins, the machine automatically manages power output and signals the operator when the process is complete.
- Real-time temperature monitoring.
- Preset timers for specific rubber compounds.
- Auto-shutoff to prevent overheating.
Durability in Harsh Environments
Modern control boxes are built with vertical double-deck waterproof technology, making them ideal for use in rain, dust, or extreme sun. This ensures that you can perform critical repairs regardless of the weather conditions on-site.
- Is the interface easy to read? Yes, high-contrast LCDs work in direct sunlight.
- Can it survive a mine site? The rugged casing is designed for heavy industrial abuse.
Key Takeaway: Digital control systems provide a verifiable audit trail of the joint quality, ensuring every splice meets the manufacturer’s exact specifications.
| Control Feature | Operational Benefit | |
|---|---|---|
| LCD Display | Real-time monitoring of plates | |
| Auto-Shutoff | Prevents fire and belt damage | |
| Weatherproofing | Operation in dust and heavy rain |
Precision electronics transform a complex chemical process into a reliable, push-button operation.
What is the process for a rubber conveyor belt joint machine?
Operating a rubber conveyor belt joint machine requires a disciplined, multi-step procedure to ensure the bond is successful. It begins with careful preparation of the belt ends and concludes with the machine-driven curing cycle that fuses the layers together permanently.
Preparation and Layering
You must first strip the rubber cover to expose the internal fabric or steel cords in a specific stepped or finger-joint pattern. After cleaning the surfaces, a layer of unvulcanized “tie-gum” and rubber cement is applied to act as the bonding agent.
- Stripping of rubber covers.
- Exposing cords/fabric without damage.
- Applying unvulcanized rubber cement.
Assembly and Execution
The machine is then assembled around the splice area, with the heating plates and pressure bag positioned precisely. Once the bolts are tightened to achieve 1.5MPa of pressure, the heating cycle is initiated via the control unit.
- How long do you heat it? Generally 30 to 50 minutes.
- When do you apply pressure? Before the heating cycle begins.
Key Takeaway: The strength of the final joint is often determined by the cleanliness and precision of the preparation phase before the machine is even turned on.
| Procedure Step | Critical Action | |
|---|---|---|
| 1. Stripping | Expose plies without core damage | |
| 2. Cleaning | Remove all grease and dust | |
| 3. Pressing | Secure bolts to 1.5MPa pressure |
A disciplined approach to this sequence ensures that the vulcanizing machine can do its job effectively.
How to choose a rubber conveyor belt joint machine?
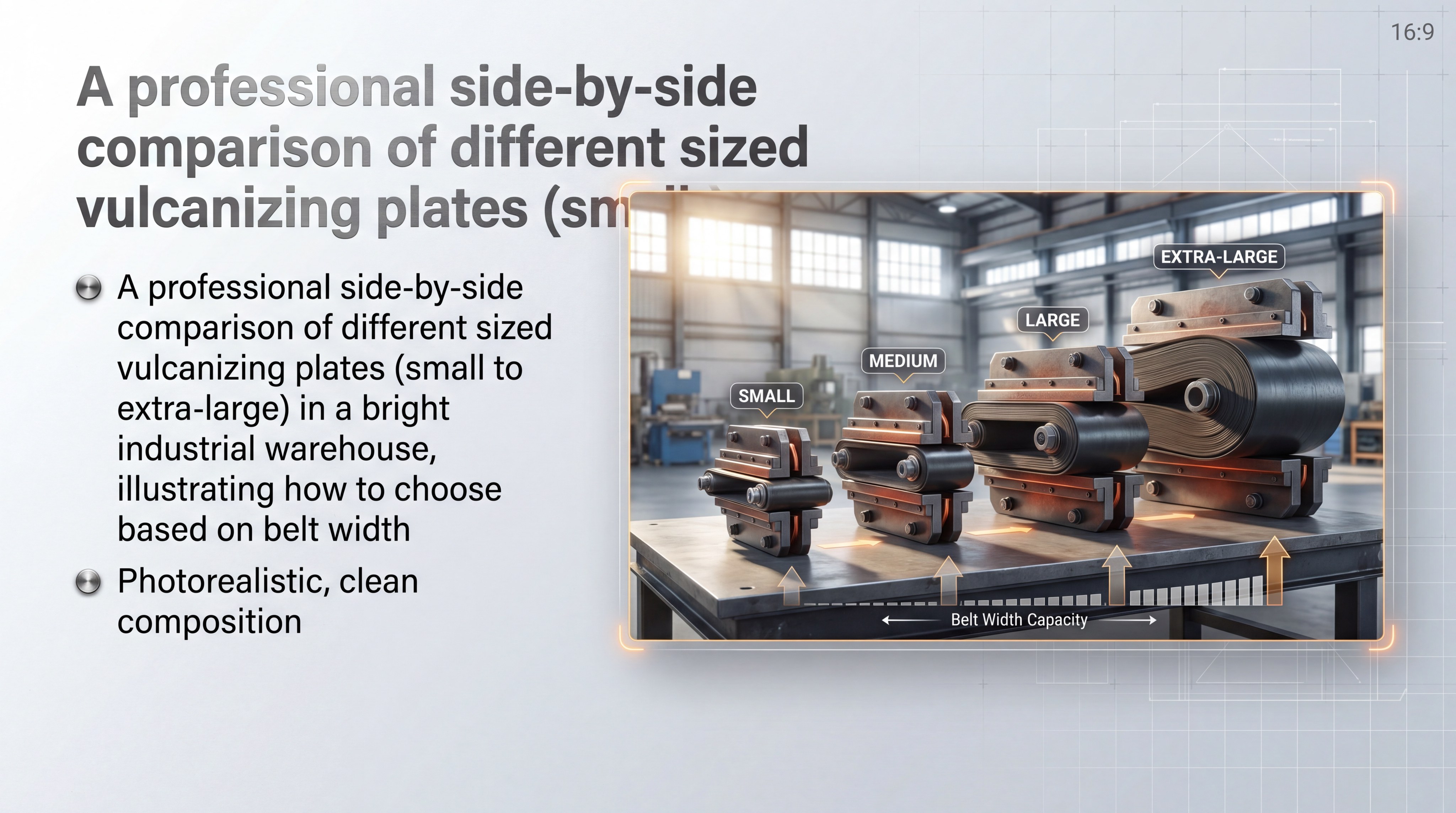
Choosing the correct rubber conveyor belt joint machine depends primarily on the width and tension rating of your specific belt. A machine with plates that are too small will leave the edges of the belt un-vulcanized, leading to immediate failure at the belt’s weakest point.
Matching Width and Power
Your machine’s heating plates must extend at least 150mm beyond the belt’s edge to ensure uniform thermal distribution. Additionally, wider belts require significantly more power to maintain the 145°C curing temperature across the larger surface area.
- Plate size should exceed belt width.
- Power requirements scale with plate dimensions.
- Verify voltage compatibility (380V/660V).
Weight and Portability Needs
If you frequently repair belts in remote or elevated locations, the weight of the heaviest component becomes a critical factor. High-strength aluminum alloy machines are roughly 1/3 lighter than older steel models, making them much easier for a small crew to handle.
- What is the heaviest part? Usually the heating plate or frame.
- Can a two-man crew carry it? Aluminum models are designed for this.
Key Takeaway: Always select a machine with a slightly larger capacity than your widest belt to provide a safety margin and ensure edge-to-edge bonding quality.
| Belt Width (mm) | Heating Plate Size (mm) | Power (kW) | |
|---|---|---|---|
| 1200 | 830 x 1415 | 16.02 | |
| 1800 | 830 x 2055 | 23.94 | |
| 2200 | 830 x 2510 | 29.70 |
The right size ensures that the heating profile remains consistent across the entire width of the splice.
What are the advantages of a rubber conveyor belt joint machine?
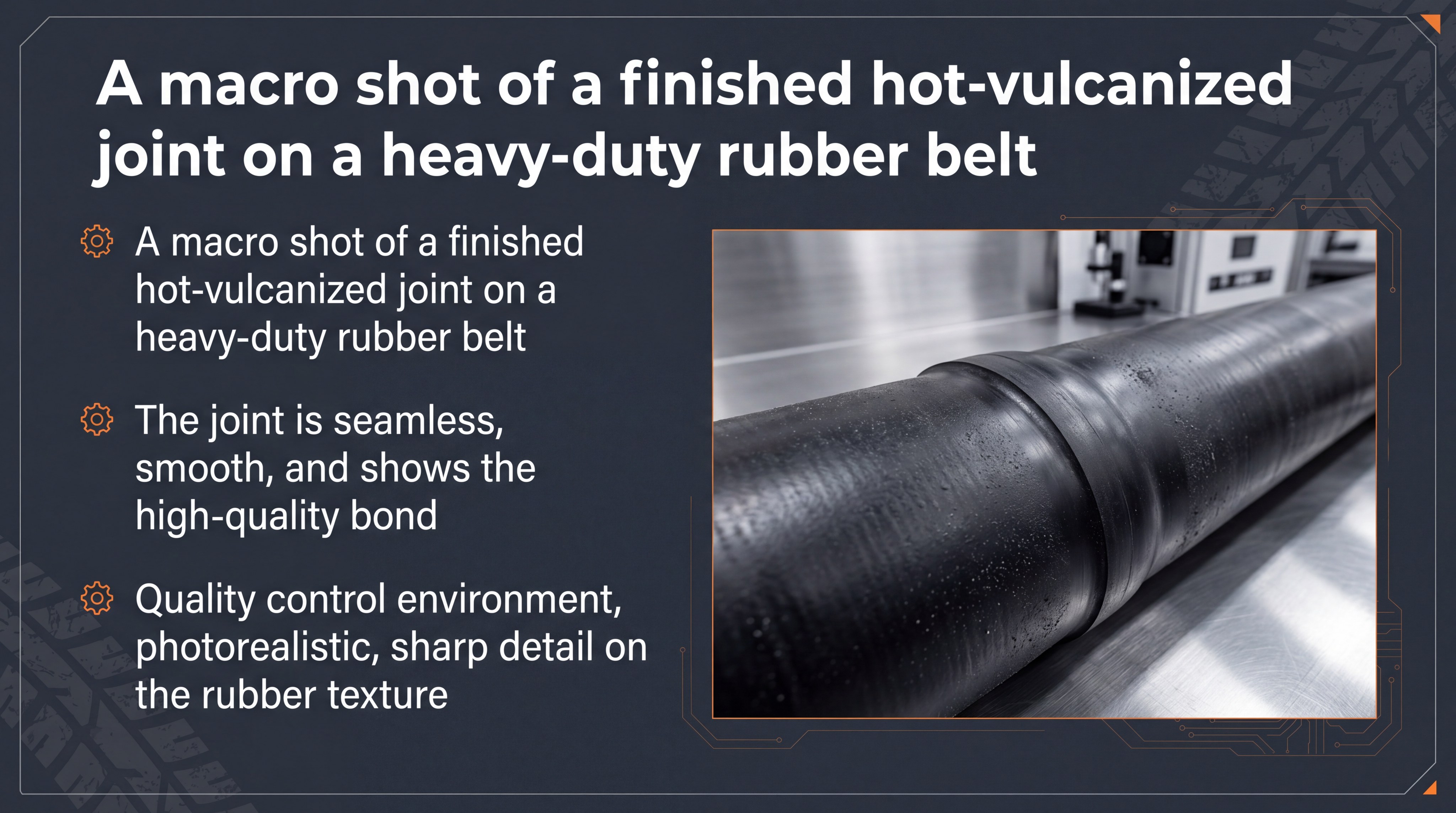
The primary advantage of using a rubber conveyor belt joint machine is the sheer longevity and strength of the resulting splice. By molecularly bonding the belt ends, you eliminate the risk of mechanical failure and ensure that the conveyor can operate at its full rated capacity for years.
Unmatched Joint Strength
Hot vulcanization provides up to 90% of the belt’s original tensile strength, which is significantly higher than cold bonding or mechanical fasteners. This makes it the only viable choice for high-tension systems like sidewall conveyor belts .
- Maximum tensile strength retention.
- Seamless surface for scrapers.
- Resistance to environmental degradation.
Reduced Maintenance Costs
While the initial setup time is longer than using clips, the long-term cost is much lower. A hot-vulcanized joint typically lasts the entire life of the belt, meaning you won’t have to stop production every few months to replace worn mechanical fasteners.
- Does it save money? Yes, through reduced downtime.
- Does it protect rollers? Yes, it eliminates vibration and impact.
Key Takeaway: Investing in hot vulcanization equipment is an investment in your plant’s overall uptime and the protection of your most expensive conveyor components.
| Advantage | Benefit to Operation | |
|---|---|---|
| Strength | 80%–90% of parent belt rating | |
| Smoothness | No damage to rollers or pulleys | |
| Longevity | Typically lasts the life of the belt |
By eliminating the weak points in your system, you create a more predictable and profitable production environment.
Conclusion
The reliability of your conveyor system is only as strong as its weakest joint. By utilizing a high-performance rubber conveyor belt joint machine, you move beyond temporary fixes and embrace a solution that offers factory-standard durability. Whether you are managing a massive open-pit mine or a high-heat cement facility, the precision of hot vulcanization ensures your operations remain uninterrupted. We are committed to providing the heavy-duty engineering required to keep your industry moving forward. If you are ready to eliminate unplanned downtime and secure your production future, contact us today for a professional consultation.
Frequently Asked Questions (FAQ)
Can I use a hot vulcanizing machine on a PVC conveyor belt?The best method depends on the specific belt type, as standard rubber machines can be used if they are adjusted for PVC/PVG temperature and pressure requirements.
What’s the best way to maintain the heating plates?The best method is to clean the plates of any excess adhesive or rubber while they are still warm after use, followed by storing them in a dry, covered environment.
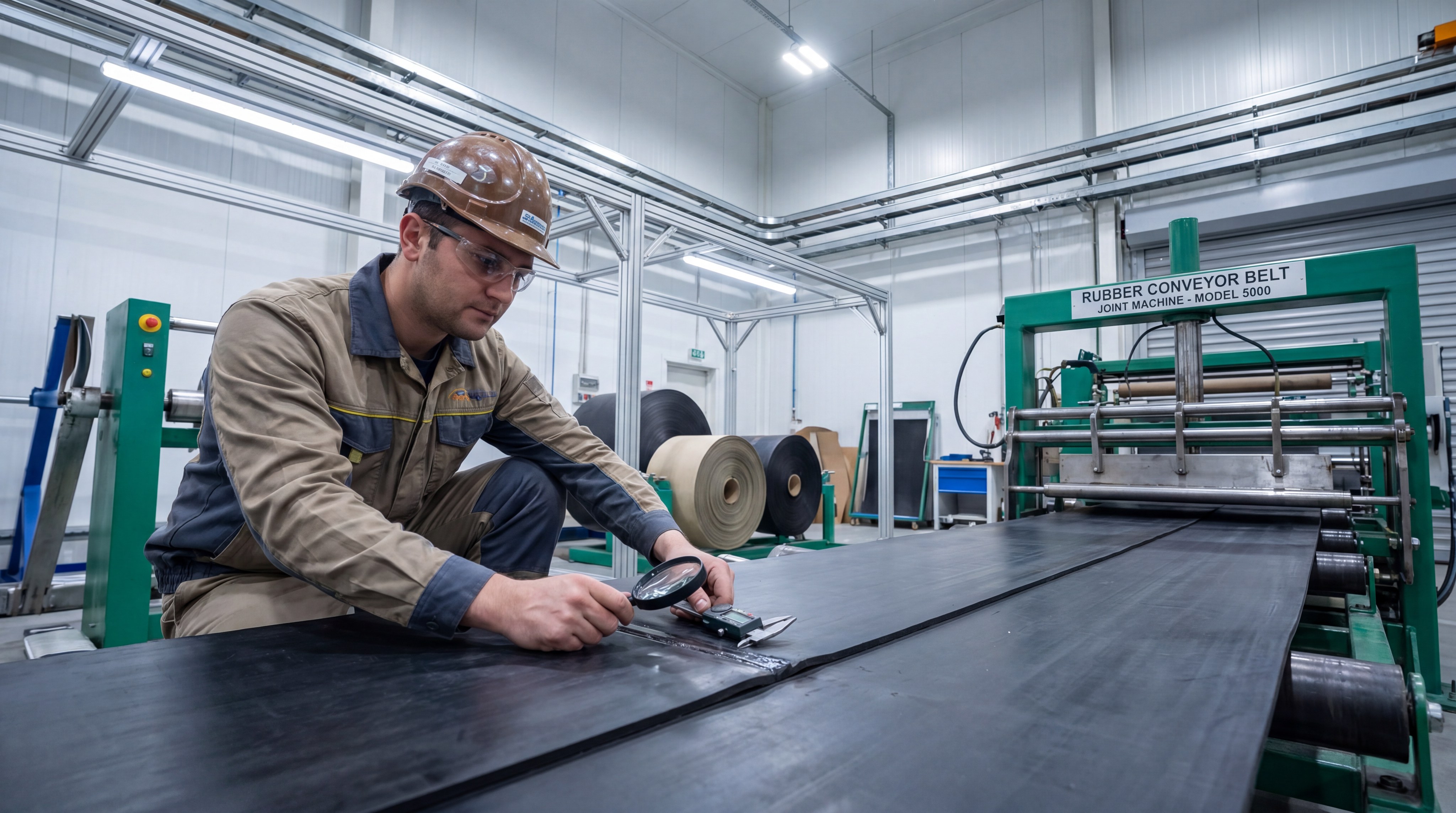
How do I know if the joint was successful?You can determine success by performing a visual inspection for a seamless surface and checking the control box log to ensure the temperature and pressure remained stable throughout the cycle.
Can I perform hot vulcanization in the rain?Yes, you can, provided you build a temporary shelter to keep the splicing area and the electrical control box completely dry during the entire process.
How do I know if my machine needs a new pressure bag?The best way to tell is to perform a high-pressure test at 1.875MPa; if the bag shows any signs of leakage or uneven expansion, it must be replaced immediately.