
A rubber conveyor belt vulcanzing press creates strong, seamless belt joints through heat and pressure, reducing downtime and ensuring reliable, long-term performance in industrial operations.
What is a rubber conveyor belt vulcanzing press?

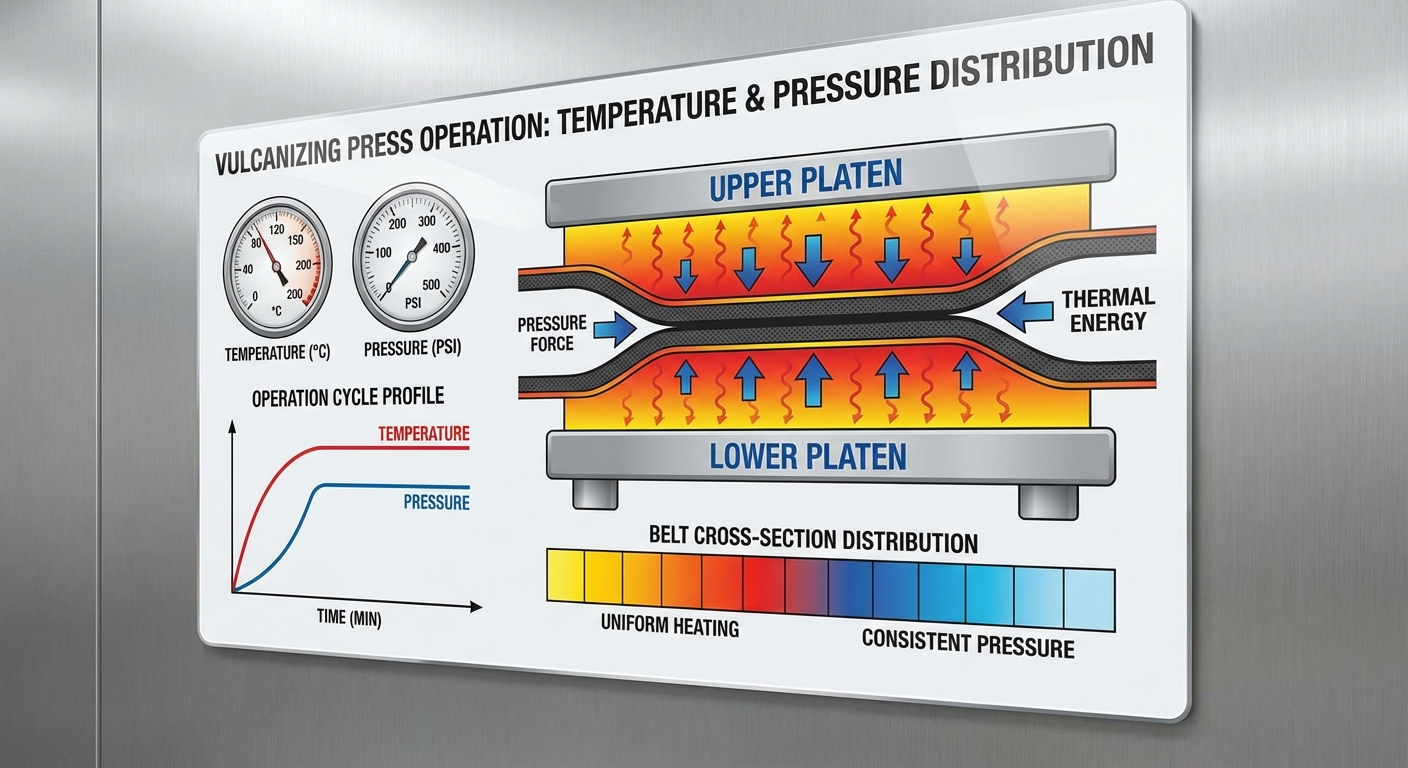
A rubber conveyor belt vulcanzing press is a high-pressure thermal machine designed to create high-strength, permanent splices in industrial belts. It works by applying consistent heat and mechanical force to uncured rubber material placed between belt ends. This process transforms the raw rubber into a durable, flexible joint that matches the original belt’s properties.
Defining the Vulcanization Process
The hot vulcanization process involves a chemical reaction triggered by specific temperatures and pressures. When you apply heat, the polymer chains in the rubber cross-link to form a robust structure.
Here is the deal:
- Thermal energy breaks down sulfur bonds.
- Pressure ensures no air pockets remain.
- Cooling stabilizes the new molecular bond.
Core Components of the Machine
The machine consists of several heavy-duty parts that must work in perfect harmony. You will find heating plates, high-strength bolts, and a sophisticated control box at the heart of the system.
Key Takeaway: Understanding the machine’s components allows you to diagnose issues and ensure consistent joint quality.
| Component | Function | Material | |
|---|---|---|---|
| Heating Plate | Provides uniform thermal energy | Aluminum Alloy | |
| Pressure Bag | Distributes force across the joint | High-grade Rubber | |
| Control Box | Regulates temperature and time | Digital Electronics |
This data confirms that every component is engineered for extreme durability and precision control.
How to use a rubber conveyor belt vulcanzing press?
Using a rubber conveyor belt vulcanzing press requires a precise sequence of cleaning, alignment, and controlled heating to achieve a professional-grade splice. You must ensure the work area is clean to prevent contamination of the rubber. Proper alignment of the belt ends is the most critical step to prevent tracking issues later.
Preparation and Belt Alignment
Before you even touch the machine, the belt ends must be stepped and buffed to expose the internal reinforcement. You should clean the surfaces with a specialized solvent to remove any oils or dust.
Think about it:
- Improper cleaning leads to joint delamination.
- Precise alignment saves hours of belt tracking.
- Buffing creates the texture needed for chemical bonding.
Setting Temperature and Pressure
Once the belt is clamped into the press, you need to set the parameters on the control box. Most standard rubber belts require a temperature of exactly 145°C to cure correctly.
The Cooling and Finishing Phase
After the heating cycle is complete, you must allow the joint to cool before releasing the pressure. Removing the press too early can cause the joint to bubble or fail under tension.
Key Takeaway: Following a strict operational protocol prevents common splicing failures and extends the life of your equipment.
| Phase | Target Value | Action Required | |
|---|---|---|---|
| Heating | 145°C | Monitor digital sensors | |
| Pressurizing | 1.5 – 2.0 MPa | Check pressure bag status | |
| Cooling | Under 60°C | Enable water cooling system |
The operational data shows that thermal management is the deciding factor in joint integrity.
Why get a rubber conveyor belt vulcanzing press?

You should get a rubber conveyor belt vulcanzing press because it provides the highest possible joint strength, often reaching 90% of the original belt’s rating. Mechanical fasteners often catch on scrapers and can damage the belt’s pulley system over time. Hot vulcanization eliminates these protrusions, creating a smooth surface that protects your entire conveyor infrastructure.
Enhanced Joint Strength and Longevity
The fusion created by a press is far superior to cold bonding methods which rely solely on adhesive strength. You will notice that vulcanized joints resist heat and moisture much more effectively.
The best part?
- Joints last as long as the belt itself.
- No metal parts to rust or break.
- Resistance to extreme chemical environments.
Efficiency and Energy Saving Features
Modern machines are built with lightweight aluminum alloys that make them portable yet incredibly strong. You can reach operating temperatures in under 25 minutes, reducing your total downtime significantly.
Key Takeaway: The ROI of a vulcanizing press is realized through reduced downtime and the elimination of recurring joint repairs.
| Benefit | Impact | Longevity | |
|---|---|---|---|
| Smooth Surface | Reduced scraper wear | 5+ Years | |
| Chemical Fusion | Zero edge lifting | Permanent | |
| Fast Heating | 30% less downtime | Immediate |
This comparison highlights why thermal splicing is the gold standard for heavy-duty industrial applications.
Can a rubber conveyor belt vulcanzing press join EP?

Yes, a rubber conveyor belt vulcanzing press is perfectly suited for joining EP (Polyester/Nylon) textile belts. These belts rely on multiple layers of fabric that must be stepped carefully to maintain structural integrity. The press provides the deep thermal penetration required to fuse the rubber covers to the internal fabric plies.
Compatibility with Multi-ply Textile Belts
When working with a Fabric (Textile) Conveyor Belt , the pressure distribution is vital. You need the press to drive the uncured rubber into the weave of the fabric for a mechanical lock.
It gets better:
- Accommodates various ply counts easily.
- Maintains belt flexibility through the joint.
- Prevents fabric fraying at the splice point.
Pressure Distribution for Fabric Plies
The use of a flexible pressure bag ensures that even if your belt has slight thickness variations, the force remains equal across the entire surface. This prevents “weak spots” that often occur with rigid mechanical clamps.
Key Takeaway: The versatility of the vulcanizing press makes it an essential tool for facilities using high-performance textile belts.
| Belt Type | Pressure Required | Best Temperature | |
|---|---|---|---|
| EP 100 | 1.0 MPa | 145°C | |
| EP 400 | 1.5 MPa | 145°C | |
| Nylon | 1.2 MPa | 142°C |
Consistent pressure application is clearly the most important variable when splicing multi-ply fabric belts.
Does a rubber conveyor belt vulcanzing press fix ST?

A rubber conveyor belt vulcanzing press is the only reliable method to fix and splice ST (Steel Cord) belts. Steel cord belts are used for extreme long-distance and high-tension applications where failure is not an option. The press ensures that the steel cables are completely encased in new rubber, preventing the internal corrosion that destroys belt life.
Splicing High-Tension Steel Cables
Splicing a Steel Cord Conveyor Belt requires a specific “finger” or “step” pattern for the cables. You must use the press to create a massive bond between the cables and the rubber matrix.
Listen to this:
- Prevents core corrosion from moisture.
- Transfers tension safely between cable ends.
- Machines are sized for the extra-thick covers.
Preventing Core Corrosion via Heat Sealing
The high-pressure environment inside the press forces the rubber into every gap between the steel strands. You are effectively “sealing” the heart of the belt against the elements for the remainder of its service life.
Key Takeaway: Steel cord integrity depends entirely on the airtight and watertight seal provided by a high-pressure vulcanizing press.
| Feature | ST Belt Benefit | Maintenance Goal | |
|---|---|---|---|
| Deep Penetration | Cable bonding | Zero slippage | |
| Watertight Seal | Corrosion prevention | Core protection | |
| High Force | Uniform thickness | Pulley alignment |
The data indicates that high-pressure sealing is the primary defense mechanism for expensive steel cord investments.
Is a rubber conveyor belt vulcanzing press for walls?
A rubber conveyor belt vulcanzing press is specifically designed to handle the complex geometry of “walls,” commonly known as sidewall belts. These belts feature vertical corrugated sides and horizontal cleats to transport materials at steep angles. You need a press with specialized heating plates or custom molds to accommodate these vertical structures without crushing them.
Handling Corrugated Sidewall Repairs
Repairing Sidewall Conveyor Belts requires you to vulcanize the base belt while maintaining the integrity of the bonded side walls. Standard flat presses might need spacers or custom-contoured plates to finish the job safely.
Look at the facts:
- Sidewalls require precise heat control.
- Cleats can be re-bonded using spot vulcanizers.
- Flexible plates adapt to varied belt profiles.
Flexibility of Heating Panels
Because sidewall belts are often wider and more complex, modern machines offer modular heating panels. You can rearrange these components to focus heat exactly where the repair or joint is needed.
Key Takeaway: Customizing your press setup for sidewall belts ensures you can repair high-angle transport systems without replacing the entire belt.
| Component | Sidewall Use | Accuracy | |
|---|---|---|---|
| Flat Platen | Base belt splicing | ±3°C | |
| Spot Press | Cleat re-attachment | High | |
| Modular Frame | Wide belt support | Permanent |
Specialized tooling is shown to be necessary when dealing with the non-linear surfaces of sidewall systems.
Will a rubber conveyor belt vulcanzing press run in mines?

Yes, a rubber conveyor belt vulcanzing press is specifically engineered to operate in the harshest underground and open-pit mining environments. These machines are built with explosion-proof components and waterproof control systems. You can rely on them to perform even in high-humidity or dusty conditions where standard electronics would fail instantly.
Durability in Underground Coal Operations
In an Industry Coal Mine Underground setting, the machine must be portable and extremely rugged. The aluminum alloy frames are light enough for manual transport through tight mine shafts while resisting the corrosive mine air.
Actually:
- Waterproof seals protect all electrical inputs.
- Control boxes feature dust-tight enclosures.
- Quick-connect cables allow for fast setups.
Waterproof and Dustproof Control Systems
The latest control systems utilize double-deck waterproof technology to ensure the digital sensors remain accurate. You don’t have to worry about mud or coal dust interfering with your 145°C temperature target.
Key Takeaway: Mining-grade vulcanizers are essential for maintaining safety standards and minimizing downtime in high-stakes extraction operations.
| Environmental Factor | Protective Feature | Reliability Rating | |
|---|---|---|---|
| High Humidity | Waterproof Connectors | 99% | |
| Coal Dust | Sealed Control Box | IP66 | |
| Rough Handling | Reinforced Frame | Industrial |
The engineering specs prove that these machines are built to survive the world’s most demanding work sites.
Can a rubber conveyor belt vulcanzing press heat even?

A rubber conveyor belt vulcanzing press can achieve incredibly even heat distribution with a surface temperature variance of less than ±3℃. This precision is achieved through high-quality heating elements embedded deeply within the aluminum alloy plates. You need this uniformity because hot spots can scorch the rubber, while cold spots will leave the joint uncured and weak.
Precision Digital Temperature Control
The machine uses multiple thermal sensors to monitor the heating plates in real-time. You can adjust the settings via a digital interface that maintains the temperature far more accurately than older analog models.
In short:
- Even heating prevents belt warping.
- Digital sensors provide audit trails.
- Uniform cure creates a balanced joint.
The Role of DC Water Cooling Cycles
To keep the heating even throughout the cooling phase, many machines include integrated DC water cooling channels. This allows you to bring the temperature down uniformly, preventing thermal shock to the newly formed rubber bonds.
Key Takeaway: Thermal precision is the most important technical feature for ensuring every splice meets international strength standards.
| Metric | Tolerance | Importance | |
|---|---|---|---|
| Surface Temp Diff | ±3°C | Avoids scorched rubber | |
| Warm-up Time | < 25 mins | Operational speed | |
| Cooling Speed | 10 mins | Reduces downtime |
Consistent thermal data shows that precision control is the primary driver of high-quality vulcanization.
How to maintain a rubber conveyor belt vulcanzing press?

Maintaining a rubber conveyor belt vulcanzing press requires regular inspection of the heating plates and the electrical control box. You must ensure that the aluminum plates remain perfectly flat, as any warping will lead to uneven pressure. Regular cleaning of the plate surfaces is also mandatory to prevent the buildup of burnt rubber or cleaning solvents.
Routine Inspection of Aluminum Alloy Plates
You should use a precision straightedge to check the parallelism of your plates before every major job. If the plates are out of alignment by more than 0.03mm, your joint thickness will be inconsistent across the belt’s width.
The truth is:
- Warped plates create “dead zones.”
- Scratched surfaces can tear the belt cover.
- Clean plates transfer heat more efficiently.
Electrical Component and Control Box Care
The control box is the brain of your machine and should be kept in a climate-controlled environment when not in use. You should check the wiring and connectors for signs of fraying or corrosion every month.
Key Takeaway: Proactive maintenance prevents mid-operation failures that can ruin an expensive belt splice and delay production.
| Maintenance Task | Frequency | Target | |
|---|---|---|---|
| Plate Cleaning | After every use | Zero residue | |
| Bolt Lubrication | Weekly | Smooth operation | |
| Cable Inspection | Monthly | No exposed wires |
Strict adherence to a maintenance schedule is shown to double the effective service life of the machine.
Why are you ready to buy a rubber conveyor belt vulcanzing press?

You are ready to buy a rubber conveyor belt vulcanzing press when your maintenance costs for temporary fixes exceed the cost of a permanent splicing solution. Owning your own machine gives you the independence to perform emergency repairs without waiting for external contractors. It is the final step in moving from a reactive maintenance model to a professional, proactive operational strategy.
Selecting the Right Size for Your Belt Width
You must choose a machine that matches or slightly exceeds your widest belt width, typically ranging from 650mm to 2200mm. Selecting a modular design allows you to expand your capabilities as your facility grows.
Simply put:
- Wider machines offer more versatility.
- Modular frames are easier to transport.
- Right-sizing saves on initial capital outlay.
Choosing Factory-Direct Quality Standards
Buying directly from a reputable manufacturer ensures you get the latest technology and genuine replacement parts. You gain access to professional technical support and custom fabrication options for ultra-wide or high-tension applications.
Key Takeaway: Investing in factory-direct equipment guarantees long-term support and the highest safety certifications for your facility.
| Width Range | Typical Application | Weight Class | |
|---|---|---|---|
| 650mm – 1000mm | Aggregate & Sand | Portable | |
| 1200mm – 1600mm | Coal & Ore Mining | Heavy Duty | |
| 1800mm – 2200mm | Steel & Power Plants | Stationary/Large |
This selection matrix helps you align your equipment purchase with your specific industrial requirements.
Conclusion
A belt joint vulcanizing machine is the ultimate solution for industrial operations facing the high costs of conveyor downtime. By transitioning from mechanical fasteners to hot vulcanization, you solve the problem of repeated joint failure and significantly improve site safety. You can now restore belts to their original strength, ensuring your production lines run without interruption. Our vision is to provide every industry with the tools needed for seamless material transport. To optimize your production line with the most reliable equipment, contact us today for a professional consultation and custom quote.
FAQ
Can I use this machine for PVC solid woven belts?Yes, but you must ensure the heating plates and pressure settings are adjusted for the specific thermal profile of PVC. PVC requires lower temperatures than standard rubber to avoid melting the core fibers.
What’s the best way to reduce cooling time during splicing?The best way is to utilize an integrated DC water cooling system within the heating plates. This system forces cold water through the plates, bringing the temperature down to safe handling levels in a fraction of the time.
Can I operate the press in heavy rain or high dust environments?Yes, provided you are using a model equipped with vertical double-deck waterproof technology. These machines feature sealed electrical components and treated alloy plates specifically designed for outdoor or mining use.
What’s the best pressure setting for standard rubber belts?The best setting is typically 1.5MPa, as this provides enough force to fuse the rubber without crushing the internal fabric plies. You should always consult your belt manufacturer’s specific splicing guide for final confirmation.
Can I customize the heating plate size for ultra-wide belts?Yes, most high-end manufacturers offer custom fabrication services for belts up to 3200mm wide. You can request modular plate configurations that can be joined together to cover massive surface areas.