
A vc rubber conveyor belt vulcanization machine ensures strong, seamless belt joints through advanced crosslinking, reducing failures, minimizing downtime, and improving industrial reliability.
What is a vc rubber conveyor belt vulcanization machine?
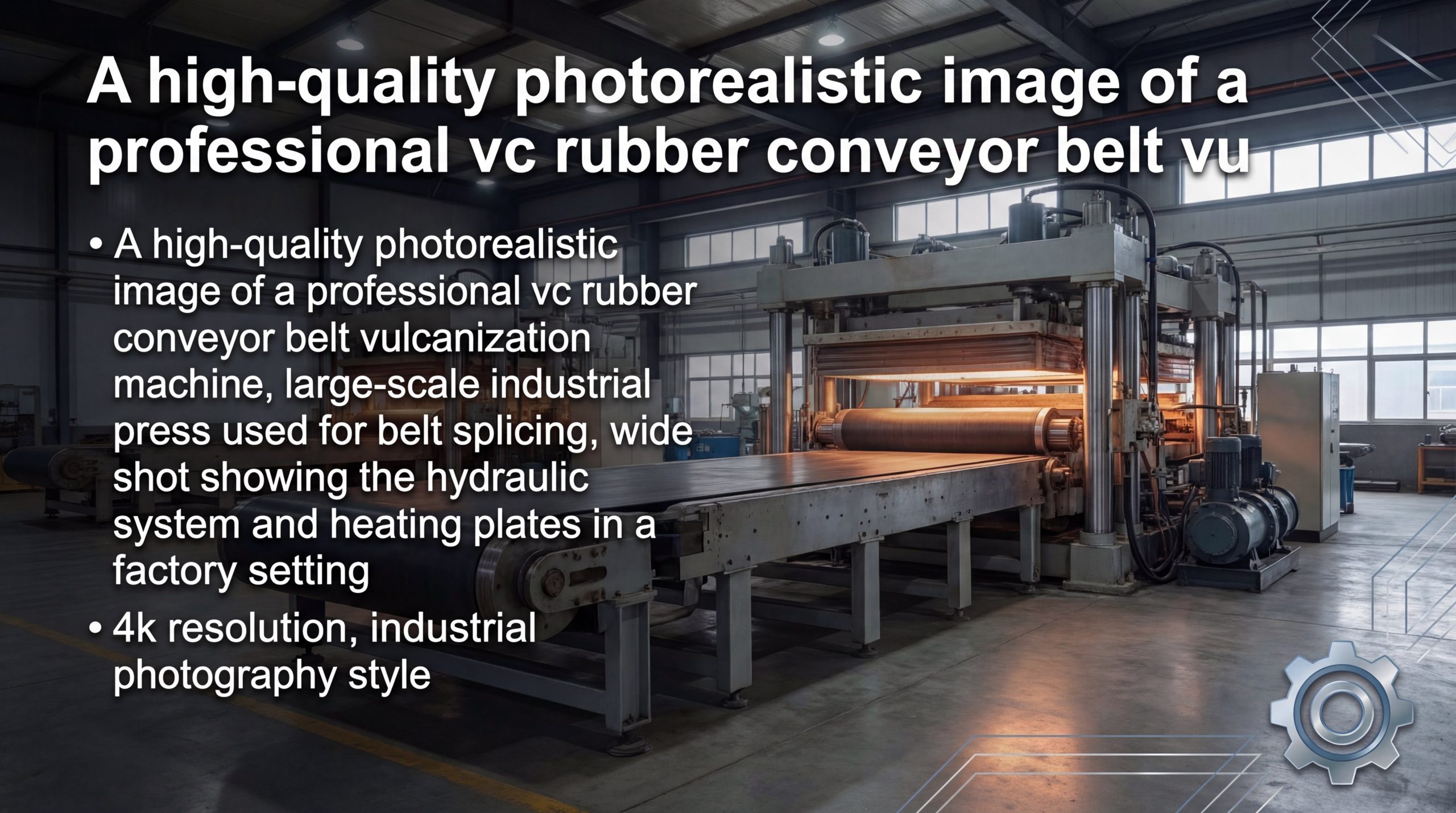
A vc rubber conveyor belt vulcanization machine is a specialized industrial press that applies heat and pressure to transform raw rubber into a stable, elastic material. You use this equipment to create high-integrity joints that match the strength of the original belt carcass. It is the core tool for anyone handling fabric textile conveyor belt installations in mines or ports.
Why is vulcanization critical for belt life?
Without this process, your belt remains a collection of loose layers susceptible to early delamination.
- Enhances internal cohesion.
- Prevents layer separation.
- Improves environmental resistance.
Here is the kicker: properly cured rubber can increase the total lifespan of your asset by over 40% compared to mechanical fasteners.
How does it transform raw rubber properties?
The machine uses a specific curing cycle to change the molecular state of the rubber compound.
- Increases tensile strength.
- Boosts abrasion resistance.
- Ensures thermal stability.
But that’s not all. The following table summarizes how the molecular transformation impacts your daily operation.
| Property | Before Vulcanization | After Vulcanization | |
|---|---|---|---|
| Material State | Plastic and weak | Elastic and strong | |
| Durability | Low wear resistance | High abrasion resistance | |
| Bonding | Physical layering | Chemical crosslinking |
Key Takeaway: A vc rubber conveyor belt vulcanization machine is essential for turning vulnerable raw materials into a unified industrial-grade system.
How does a vc rubber conveyor belt vulcanization machine work?
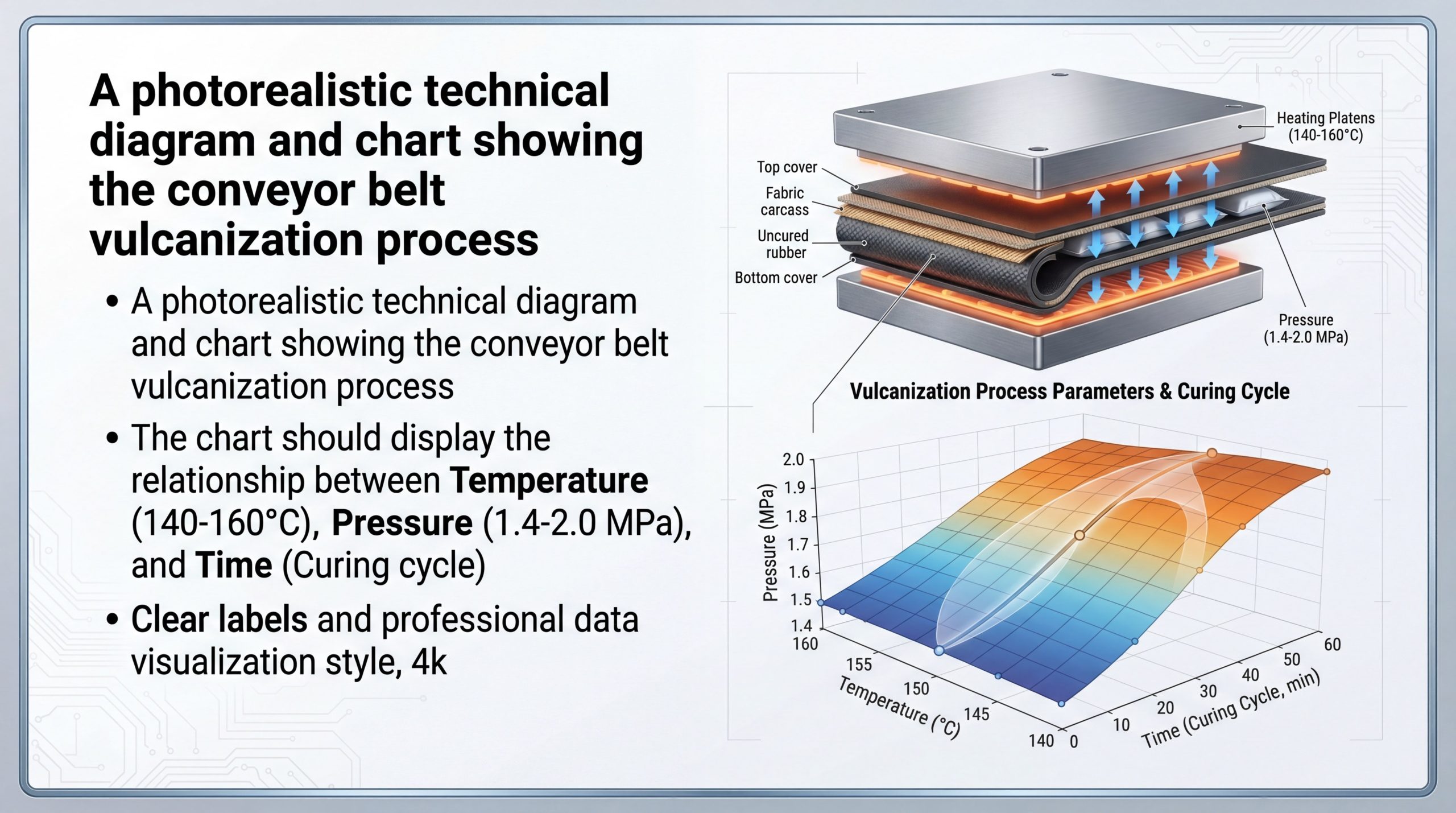
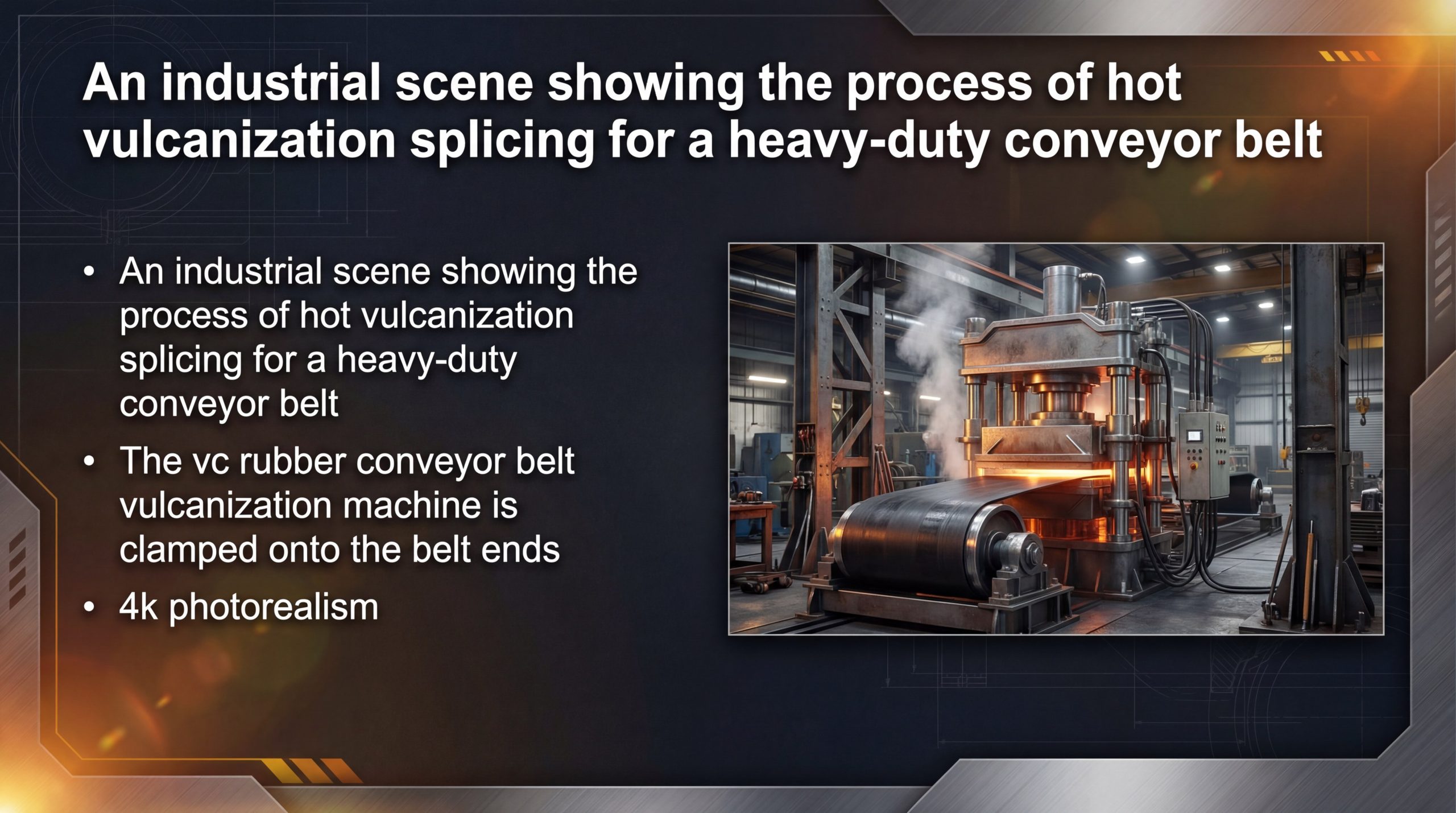
A vc rubber conveyor belt vulcanization machine works by applying precise thermal energy and mechanical force to trigger a chemical crosslinking reaction within the rubber. You place the prepared belt ends between the heating platens, which then compress the material to eliminate air pockets. This unified action ensures the rubber flows into the fabric or steel cord conveyor belt structure for a perfect bond.
What is the role of sulfur crosslinking?
Sulfur acts as a bridge-builder between the polymer chains during the heating phase of the process.
- Creates three-dimensional networks.
- Locks polymer chains in place.
- Retains flexible elasticity.
Wait, there is more: the density of these sulfur bridges determines exactly how much weight your belt can safely carry.
How do polymer chains bond under heat?
The heat provides the activation energy needed for the sulfur rings to open and link with the rubber.
- Converts plastic flow to elastic set.
- Eliminates internal sliding of chains.
- Solidifies the multilayer structure.
The real secret is in the timing. Review the data below to understand how these bonds form during the curing cycle.
| Factor | Function in Bonding | Operational Result | |
|---|---|---|---|
| Heat | Opens chemical bonds | Triggers crosslinking | |
| Pressure | Forces rubber flow | Removes air voids | |
| Time | Completes reaction | Ensures full strength |
Key Takeaway: The success of the vc rubber conveyor belt vulcanization machine depends on the chemical synergy between heat, pressure, and sulfur.
Why use a vc rubber conveyor belt vulcanization machine?
Using a vc rubber conveyor belt vulcanization machine ensures your joints have structural continuity and high dynamic resistance to prevent unexpected belt breakage. You gain a seamless surface that glides over idlers without the vibration or noise caused by bulky metal clips. This method is the gold standard for high-tension systems where safety and uptime are your top priorities.
Does it improve structural continuity?
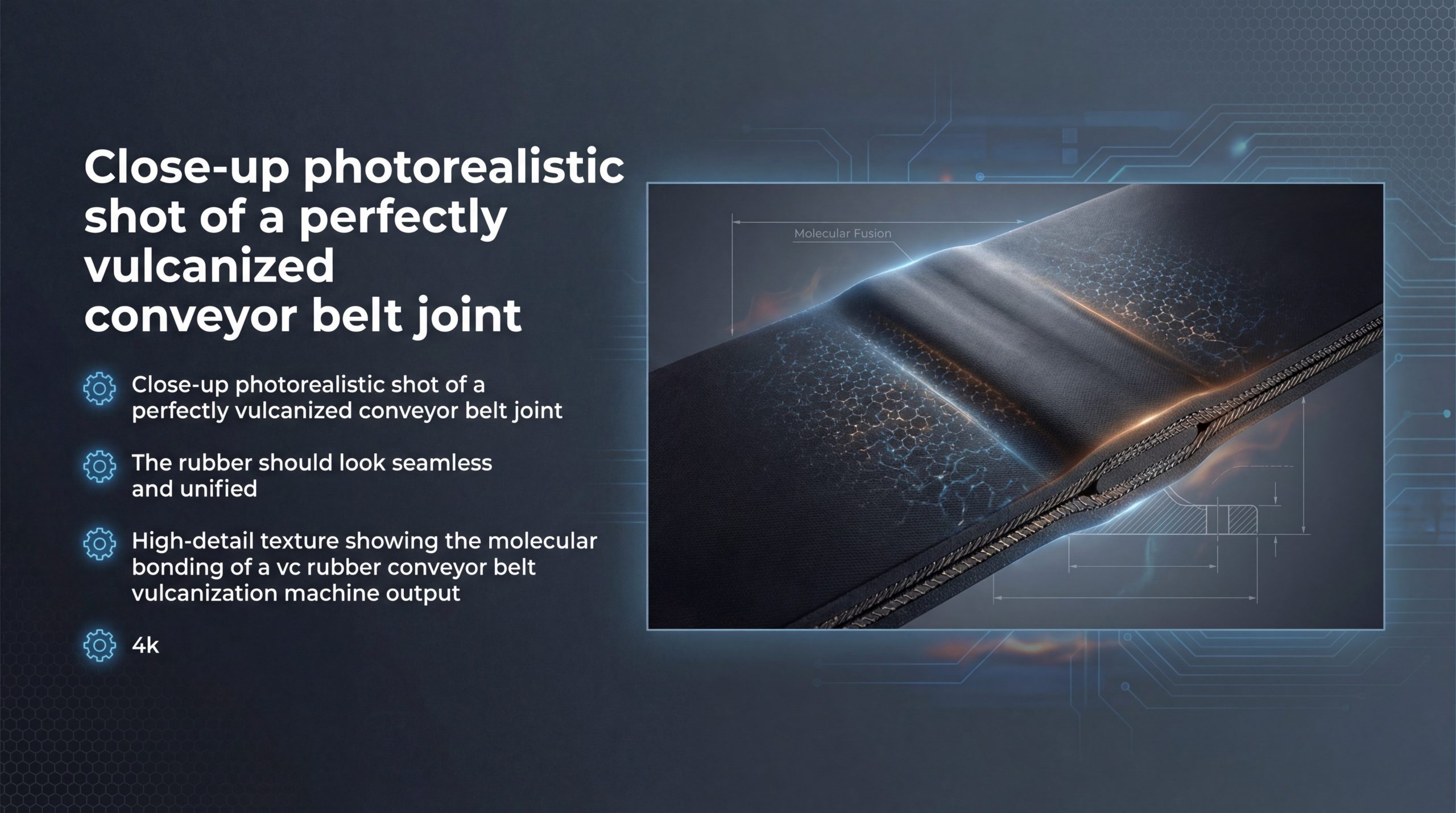
Vulcanization creates a joint that is chemically identical to the rest of the belt body.
- Uniform stress distribution.
- Seamless surface finish.
- Reduced scraper damage.
Here is the best part: a continuous structure means your belt tracking stays straight and true for longer periods.
How does it boost dynamic resistance?
The chemical bond survives the constant flexing and bending over pulleys that usually destroy mechanical joints.
- Resists fatigue cracking.
- Tolerates high startup torque.
- Maintains strength at high speeds.
But wait, there’s a catch. Check this comparison to see why most experts avoid mechanical alternatives for heavy loads.
| Method | Strength Retention | Flexibility | Noise Level | |
|---|---|---|---|---|
| Vulcanization | Over 90% | Excellent | Low | |
| Mechanical Clips | 60% to 75% | Moderate | High | |
| Cold Bonding | 80% to 85% | Good | Low |
Key Takeaway: You should choose a vc rubber conveyor belt vulcanization machine to guarantee the highest level of joint integrity and system efficiency.
What heat fits a vc rubber conveyor belt vulcanization machine?
The ideal heat for a vc rubber conveyor belt vulcanization machine typically falls between 140°C and 160°C to ensure the crosslinking reaction is fast yet stable. You must monitor this range carefully, as dropping below 140°C results in an undercured, soft joint that will eventually pull apart. Using a heat resistant conveyor belt might require even tighter control to preserve specialized compound properties.
Is 140-160°C the standard curing range?
Yes, this temperature window allows for deep heat penetration without damaging the internal fabric layers.
- Standard for NR/SBR blends.
- Optimizes sulfur reaction rate.
- Minimizes total downtime.
But that’s not all. Even a 5-degree deviation can significantly change the hardness and wear life of your rubber covers.
How to avoid surface scorch during heating?
You must ensure the heating plates distribute energy evenly to prevent localized hot spots that burn the surface.
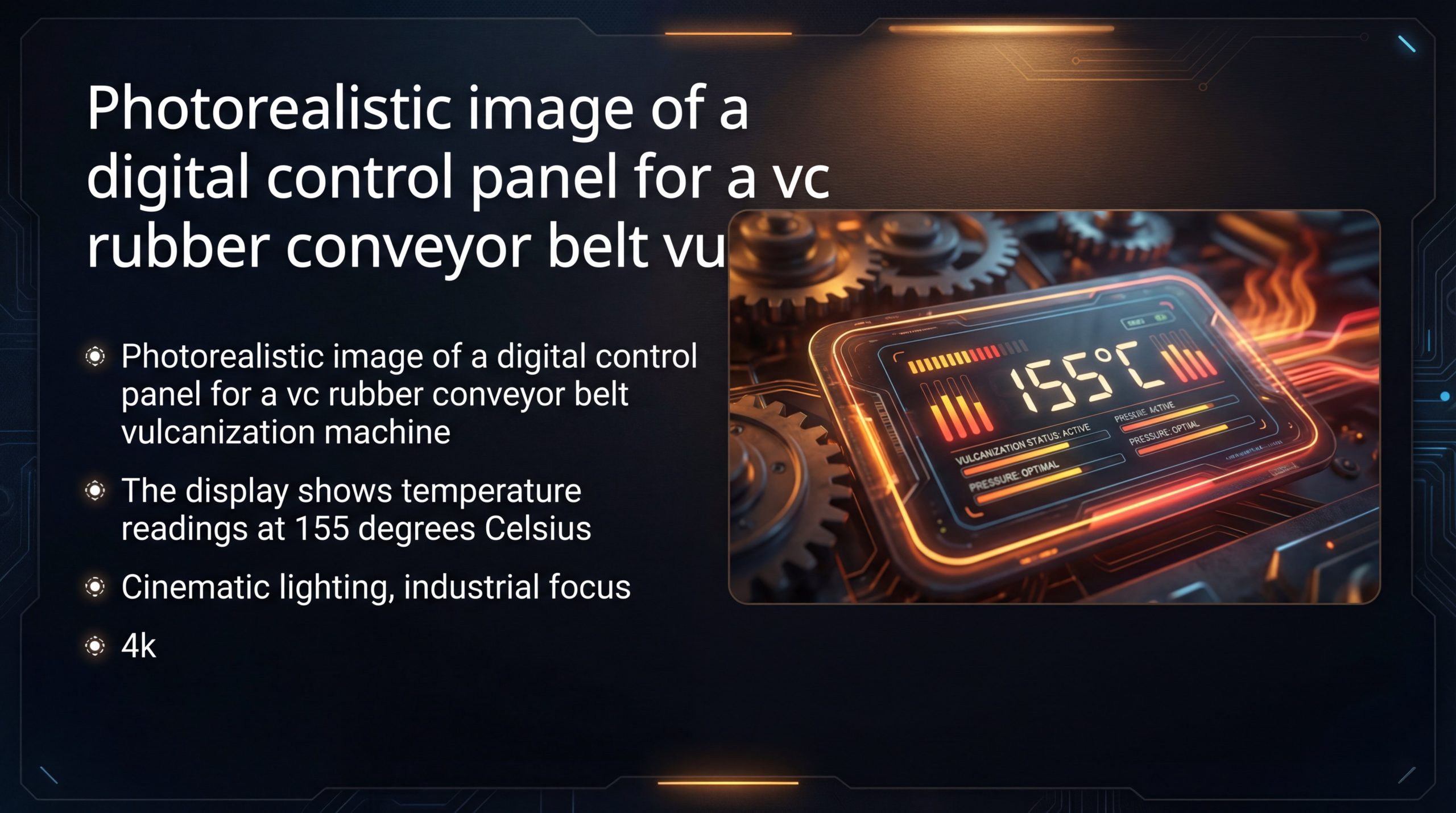
- Use digital control panels.
- Verify platen flatness.
- Monitor core temperature.
The truth is, surface appearance is your first clue to temperature health. Observe the table below for curing indicators.
| Surface Condition | Likely Temperature Issue | Necessary Action | |
|---|---|---|---|
| Sticky/Soft | Temperature too low | Increase heat and time | |
| Brittle/Cracked | Temperature too high | Lower heat; check sensors | |
| Smooth/Elastic | Temperature optimal | Maintain current settings |
Key Takeaway: Precision temperature control on your vc rubber conveyor belt vulcanization machine prevents the common twin failures of undercuring and scorching.
What pressure does a vc rubber conveyor belt vulcanization machine need?
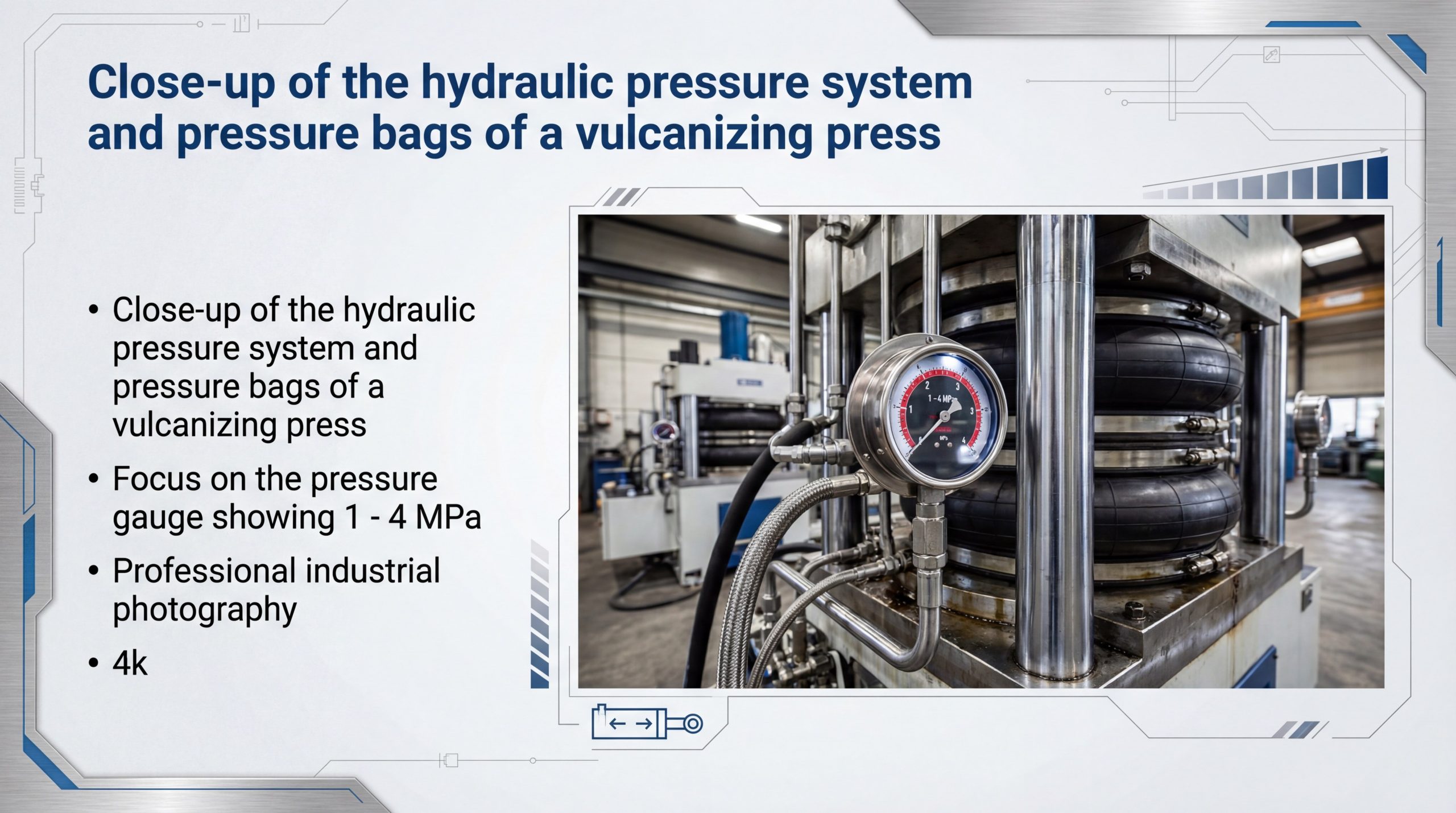
A vc rubber conveyor belt vulcanization machine usually requires between 1.4 MPa and 2.0 MPa to drive the rubber deep into the carcass fibers. You need higher pressure for steel-cord belts to ensure the rubber fully encapsulates every wire strand for maximum pull-out resistance. Proper pressure is what separates a professional industrial joint from a weak, DIY repair that will fail under load.
Why is 1.4 MPa standard for textile belts?
This level of force is sufficient to compress the layered fabric plies without causing rubber overflow at the edges.
- Ensures interlayer adhesion.
- Eliminates internal air.
- Maintains belt thickness.
Here is the kicker: consistent pressure across the entire joint area prevents “thin spots” that lead to premature belt tracking issues.
Does higher pressure prevent air pockets?
Higher pressure effectively squeezes out any trapped moisture or gases that could cause blistering during the heating phase.
- Removes water vapor.
- Stabilizes joint density.
- Prevents internal voids.
But don’t go overboard. Excess pressure can actually distort your belt’s internal reinforcement, as shown in the data below.
| Pressure Level | Effect on Joint | Risk Factor | |
|---|---|---|---|
| Below 1.2 MPa | Air bubbles and gaps | Splice delamination | |
| 1.4 to 1.8 MPa | Dense, unified bond | Optimal performance | |
| Above 2.2 MPa | Rubber bleed-out | Carcass distortion |
Key Takeaway: You must calibrate the hydraulic system of your vc rubber conveyor belt vulcanization machine to match your specific belt thickness and reinforcement type.
How to operate a vc rubber conveyor belt vulcanization machine?
Operating a vc rubber conveyor belt vulcanization machine requires you to strictly follow the preheating, pressing, and natural cooling sequence to lock in the material properties. You must start by cleaning the belt ends and applying fresh uncured rubber strips before clamping the machine into place. Consistent monitoring of the control panel is vital to ensure your parameters don’t drift during the 30-minute curing cycle.

What are the core equipment components?
The system consists of heavy-duty platens, a hydraulic pressure bag, and a digital controller for managing the cycle.
- Heating plates for energy.
- Pressure bags for force.
- Cross-beams for stability.
Here is the best part: modern portable machines allow you to perform these factory-grade repairs directly on your conveyor structure.
How to manage the cooling sequence?
You must allow the belt to cool naturally to below 80°C before releasing the pressure and tensioning the system.
- Prevents thermal shock.
- Locks molecular bonds.
- Ensures dimensional stability.
Believe it or not, rushing the cooling phase is the number one cause of warped joints that cause tracking errors later.
| Operation Phase | Duration (per 10mm) | Critical Check | |
|---|---|---|---|
| Preheating | 10 to 15 minutes | Platen temperature | |
| Curing | 20 to 30 minutes | Hydraulic pressure | |
| Cooling | 45 to 60 minutes | Core temperature |
Key Takeaway: Disciplined operation of the vc rubber conveyor belt vulcanization machine guarantees that the joint survives the harsh realities of your industrial environment.
Can a vc rubber conveyor belt vulcanization machine fix splices?
Yes, a vc rubber conveyor belt vulcanization machine is the primary tool for creating high-strength hot-vulcanized splices that restore over 90% of the belt’s original rating. You should always choose hot vulcanization over cold bonding for heavy-duty applications because the chemical fusion is far more durable. Whether you are installing a new system or repairing a tear, this machine provides the most permanent fix available.
Why choose hot over cold vulcanization?
Hot vulcanization uses heat to create a permanent molecular bond, whereas cold bonding relies only on surface adhesives.
- Superior heat resistance.
- Better dynamic flexibility.
- Longer service life.
But that’s not all. Hot splices are generally much thinner and smoother, which protects your pulleys and idlers from impact wear.
Does it restore 90% of original strength?
When done correctly, the joint strength is nearly identical to the factory-manufactured sections of the belt.
- Matches carcass rating.
- Supports high tension.
- Resists pulling forces.
Here is the kicker: a vulcanized splice is so reliable that it often outlasts the rest of the belt covers in high-abrasion zones.
| Splicing Metric | Hot Vulcanization | Cold Bonding | Mechanical Clips | |
|---|---|---|---|---|
| Joint Strength | >90% | 80% | 60% | |
| Installation Time | 4 to 6 hours | 8 to 12 hours | 1 hour | |
| Longevity | Highest | Moderate | Lowest |
Key Takeaway: If you want to eliminate the weak points in your conveyor system, using a vc rubber conveyor belt vulcanization machine for all splices is mandatory.
What materials suit a vc rubber conveyor belt vulcanization machine?
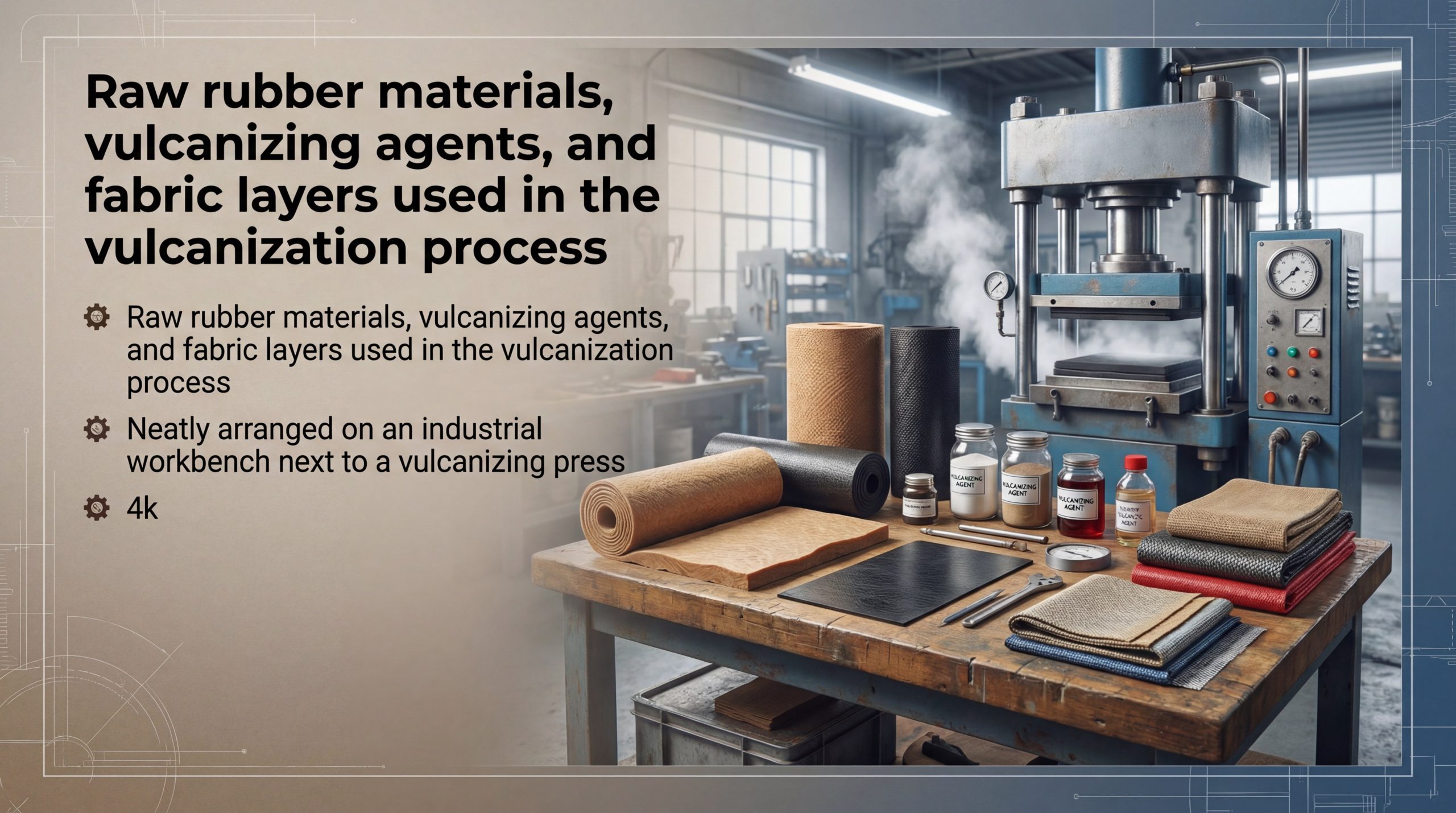
A vc rubber conveyor belt vulcanization machine is designed to work with raw uncured rubber, specialized vulcanizing agents, and adhesive layers. You must select compounds that match your belt’s base polymer, whether it is natural rubber for general use or EPDM for heat resistance. Using the correct materials ensures that the machine can effectively crosslink the joint without causing chemical incompatibility.
Which vulcanizing agents work best?
Sulfur remains the primary agent, but you may need accelerators like CBS or MBTS to control the speed of the reaction.
- Sellers of raw rubber.
- Chemical crosslinkers.
- Reaction accelerators.
Here is a tip: always check the expiration date of your vulcanizing agents, as old chemicals will lead to a weak, crumbly joint.
How do adhesion layers react to curing?
Adhesion layers act as the glue between the rubber covers and the internal fabric or steel reinforcement during the cycle.
- Ensures ply bonding.
- Prevents delamination.
- Resists shear forces.
The truth is, without a high-quality tie gum or adhesion layer, the heat from your machine will only cure the surface.
| Material Component | Primary Purpose | Compatibility Note | |
|---|---|---|---|
| Uncured Rubber | Cover restoration | Must match belt grade | |
| Tie Gum | Interlayer bonding | Critical for adhesion | |
| Vulcanizing Agent | Molecular linkage | Ensure fresh supply |
Key Takeaway: The performance of your vc rubber conveyor belt vulcanization machine is only as good as the raw materials you feed into the joint.
How to inspect vc rubber conveyor belt vulcanization machine results?
You should inspect vc rubber conveyor belt vulcanization machine results by checking for surface uniformity, Shore hardness, and the absence of any visible blisters. You can also perform a peel test on a sample strip to verify that the interlayer adhesion meets the required industrial standards. If you spot any “spongy” areas, it usually indicates that the pressure was insufficient or the temperature was too low during the cycle.

What visual defects should you check?
Look for edge overflow, surface scorching, or small pinholes that might suggest trapped moisture in the joint.
- Check for smooth edges.
- Verify surface gloss.
- Identify any bubbles.
But wait, there is more: a perfectly vulcanized joint should feel firm and elastic, not hard like plastic or soft like putty.
How to test peel and tensile strength?
You can use a portable testing rig to pull apart sample layers and measure the force required to cause separation.
- Measures ply bonding.
- Confirms carcass strength.
- Validates curing time.
Believe it or not, a professional inspection can save you from a catastrophic belt failure that could shut down your entire mining industry solution .
| Inspection Metric | Target Result | Failure Indicator | |
|---|---|---|---|
| Hardness (Shore A) | 60 to 70 | Sticky or brittle feel | |
| Peel Strength | >10 N/mm | Layers separate easily | |
| Visual Texture | Seamless / Smooth | Blisters or scorched pits |
Key Takeaway: Regular inspection of joints produced by your vc rubber conveyor belt vulcanization machine ensures long-term safety and operational reliability.
What are vc rubber conveyor belt vulcanization machine limits?
The primary limits of a vc rubber conveyor belt vulcanization machine include its high power requirement and the significant downtime needed for the natural cooling phase. You may also find that environmental moisture or high humidity can interfere with the bonding process if the site is not properly sheltered. While the machine is highly effective, it requires a controlled environment and skilled labor to achieve the best results.
Does environmental moisture affect quality?
Yes, moisture can turn into steam during the heating process, creating blisters that ruin the internal bond of the joint.
- Causes splice bubbling.
- Interrupts chemical flow.
- Weakens total strength.
Here is the kicker: you must always keep your materials dry and use heat lamps or blowers if you are working in rainy conditions.
Is production downtime a major factor?
A full vulcanization cycle can take 4 to 6 hours when you include the setup, heating, and necessary natural cooling time.
- Requires system stop.
- Demands careful planning.
- Impacts daily output.
But that’s not all. This planned downtime is a small price to pay compared to the chaos of a sudden, unplanned joint failure.
| Limit Factor | Operational Impact | Mitigation Strategy | |
|---|---|---|---|
| Power Supply | High voltage needed | Use industrial generators | |
| Environment | Humidity/Rain risk | Set up temporary shelters | |
| Cooling Time | 1+ hour of waiting | Schedule during off-shifts |
Key Takeaway: Understanding the limits of your vc rubber conveyor belt vulcanization machine helps you plan maintenance more effectively and avoid common on-site mistakes.
FAQ: Practical Operational Queries
- Can I use mechanical fasteners as a permanent replacement for a vulcanized joint? No. While fasteners are great for emergencies, they lack the structural continuity and long-term durability of a vulcanized joint.
- What’s the best temperature setting for high-tension steel cord belts? 150°C. Maintaining a steady 150°C ensures the rubber flows into every steel cord gap for maximum bonding integrity.
- How do I know if the belt has been over-vulcanized or scorched? Hardness. If the surface feels brittle, looks burnt, or shows cracks when flexed, the temperature was likely too high.
- Can I perform a vulcanization cycle in high-humidity environments? Yes. However, you must use a shelter and ensure all rubber surfaces are completely dry to prevent blistering.
- What’s the best way to cool the press to ensure dimensional stability? Natural Air. Always allow the machine to cool naturally to below 80°C before releasing the hydraulic pressure bag.
Invest in Maximum System Reliability
By mastering the strategic use of a vc rubber conveyor belt vulcanization machine, you solve the persistent problems of joint failure and delamination mentioned earlier. Transforming raw rubber into a unified, high-performance asset is the only way to protect your production schedule and bottom line. Our vision is to provide industrial leaders with the precision tools needed for a future of zero-downtime operations. To optimize your specific curing profiles for different belt grades, please contact us today for an expert consultation.